- Как сваривать пластиковые трубы аппаратом для сварки в домашних условиях
- Какие трубы можно сваривать
- Необходимые оборудование и инструменты
- Инструкция: как сварить пластиковые трубы
- Подготовка труб под сварку
- Настройка сварочного аппарата
- Нагрев деталей
- Соединение деталей
- Зачистка
- Распространенные ошибки при сварке пластиковых труб
- Как сварить ПВХ трубы
- Холодная сварка
- Муфтовая сварка
- Электромуфтовая сварка
- Стыковая сварка
- Ошибки при сварке труб ПВХ своими руками
Как сваривать пластиковые трубы аппаратом для сварки в домашних условиях
В квартирах многоэтажек застройки прошлого века, при строительстве частных домов для замены или монтажа системы водоснабжения, водоотведения, отопления используют пропиленовые трубы и комплектующие элементы. Соединения делают резьбовые и сварные. При сварке пластиковых труб используют нагревательный инструмент, освоить его несложно. Монтировать водопроводные системы из полимеров можно самостоятельно, зная азы технологии.
Какие трубы можно сваривать
Трубы выпускают из различного пластика: ПВХ, полиэтилена, пропилена. Металлопластиковые трубы дополнительно армируют алюминием, их монтируют резьбовыми соединениями. Пластиковые трубопроводы диаметром от 20 до 40мм сваривают враструб бытовым оборудованием, работающим от сети 220 вольт. Для сварки ПХВ труб большого диаметра чаще используют профессиональные цилиндрические паяльники.
При самостоятельном выборе комплектующих для трубопровода ориентируются на маркировку «PN». Для теплосистем, трубопроводов горячего водоснабжения выбирают пластиковый прокат с маркировкой:
- PN20, они эксплуатируются при температуре от +80 до +95˚С;
- PN25, допускается температура теплоносителя свыше +95˚С.
Для ХВС выбирают трубы и соединительные элементы с маркировкой PN10 (рабочая температура не выше +40˚С) и PN16 (допустимый нагрев до +60˚С).
Необходимые оборудование и инструменты
Для сварки пластиковых труб удобно использовать мечевидные паяльники со съемными насадками. Нагревательный элемент для сварки труб представляет собой плоскую платформу, называемую утюгом, в ней есть отверстия для крепления нагревающих насадок.
У сварочного аппарата для сварки пластиковых труб обязательно есть температурный регулятор, световой индикатор нагрева. Кроме оборудования для сварки нужны инструменты для раскроя заготовок и снятия фольгирующего слоя. Режут пластиковый прокат любым удобным способом:
- труборезом, похожим на кусачки;
- ножницами по металлу;
- ножовкой с узким полотном.
Для зачистки срезов, удаления наплывов применяют напильники с мелкой нарезкой или наждачную бумагу. Для раскроя элементов трубопровода перед сваркой нужно подготовить линейку, угольник, фломастер или маркер.
Инструкция: как сварить пластиковые трубы
Учиться сварке пластиковых трубопроводов враструб нужно на практике. Трубные заготовки и комплектующие для систем всегда покупают с запасом. Для приобретения навыков работы на оборудовании пластиковые элементы нарезают небольшими отрезками. Технологический процесс состоит из нескольких этапов, каждый из них рассмотрен отдельно.
Подготовка труб под сварку
Нарезают пластик на фрагменты в соответствии со схемой разводки. Кромки делают под прямым углом. Сначала делают разметку, затем врезаются в пластик. Только после этого резким усилием разрезают заготовку окончательно. Элементы раскладывают на чистой ровной поверхности в удобном для сварки порядке. Рядом размещают необходимые соединительные элементы: фитинги, отводы, тройники, муфты.
Каждый стык перед сваркой зачищают, чтобы не оставалось заусениц, обезжиривают. Трубы с фольгированным слоем обязательно фальцуют – слой металла полностью срезают в месте стыка.
Настройка сварочного аппарата
На паяльнике закрепляют насадки необходимого диаметра. Инструмент для сварки прочно устанавливают на ровной поверхности, чтобы он не качался. Регулятор нагрева переводят в нужное положение. Для сваривания пластиковых труб паяльник разогревают от +255 до 280°С вне зависимости от толщины трубопроводов. Меняется только время нагрева деталей при сварке, интервал выдержки соединения до затвердевания.

Нагрев деталей
При сварке одновременно нагревают оба элемента: трубные заготовки снаружи (их вставляют в нагревательный элемент), фитинги – изнутри (их насаживают на нагреватель). Детали продвигают с умеренным усилием до упора – площадки утюга. От момента касания отсчитывается время нагрева, интервал зависит от диаметра трубной заготовки:
| Диаметр заготовки, мм | Время нагрева, сек | Глубина насадки, мм |
|---|---|---|
| 20 | 8 | 14 |
| 25 | 9 | 16 |
| 32 | 10 | 20 |
| 40 | 12 | 21 |
| 50 | 18 | 22,5 |
| 63 | 24 | 24 |
Время выдержки стыка от 4 до 8 секунд. Данные, приведенные в специальных таблицах сварки пропилена ориентировочные. Перед монтажом трубопровода время нагрева и выдержки устанавливают экспериментальным путем. Пластик должен разогреваться не на всю глубину стенки, чтобы не было внутренних наплывов. Опытные заготовки делают небольшими, чтобы просматривалась внутренняя поверхность раструбного соединения.
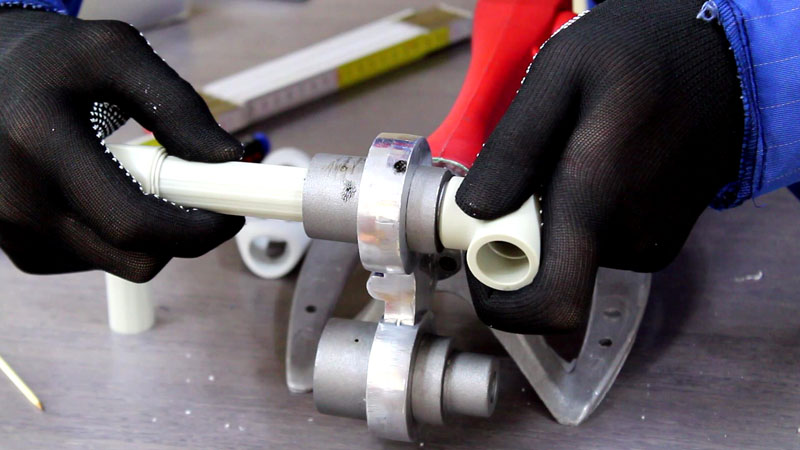
Соединение деталей
Разогретые на насадках полимерную трубу и фитинг нужно соединять быстро, с усилием, не допуская перекосов. Делают это одним движением, без проворачивания. Заготовки для сварки диаметром больше 50 мм (для системы водоотведения) соединяют с применением центровщика, вручную качественных соединений не получить. Заготовки удерживают в руках до затвердевания пластика. После этого образованный узел оставляют до полного охлаждения на 3-10 минут в зависимости от толщины заготовок.

Зачистка
Напильником аккуратно снимают наружные наплывы полимера. Они не должны быть большие при правильном разогреве и сжатии. Внутренних наплывов на швах не должно быть, это брак. После монтажа водопровода нужно удостовериться в надежности швов. Воду в систему подают не раньше часа выдержки. Если обнаружена протечка, стык вырезают, на его месте делают новое фланцевое соединение.
Распространенные ошибки при сварке пластиковых труб
Фитинги и трубы приобретают с запасом, чтобы потренироваться, перед тем, как сваривать трубопровод. Полипропилен от разных производителей различается по химическому составу, прогревается при разной температуре. Важно проверить время выдержки заготовок на паяльнике, пластик не должен прогреваться полностью, а только на 1/3 толщины. Нельзя допускать внутренних наплывов в трубопроводе.
Типичные ошибки новичков:
- Плохая подготовка соединений. Фольгированный слой снимают полностью по всей разогреваемой площади.
- Варить нужно только чистые трубы. Поверхность, на которой будут лежать заготовки, должна быть без грязи и пыли. Труба должна быть сухой, без остатков воды.
- Соединяют разогретые заготовки только соосно. Для исправления неправильного позиционирования отводится несколько секунд. При деформации пластика качество шва снижается.
- Несоответствие фитингов и труб. Они должны быть из одного материала. Экономия на комплектующих неуместна. При самостоятельной сборке водоводов собственник несет ответственность за качество швов. При аварии будет оплачивать ремонт в нижних квартирах.
Сваривать пропилен в домашних условиях несложно. Инструмент сдают в аренду, освоить его легко. Важно придерживаться режима сварки. Предварительно удостовериться, что температура нагрева, время выдержки подобрано правильно. Некачественный шов срезают, варят стык снова. При соблюдении технологии трубопровод прослужит долго.
Источник
Как сварить ПВХ трубы
 Как и много лет назад, сегодня, пластиковые трубы пользуются широким спросом у пользователей. Это обусловлено невысокой ценой изделий, а также простотой монтажа. Трубы из пластика надежны, устойчивы в коррозии, и могут прослужить на протяжении долгих лет. Однако, несмотря на массу достоинств, в трубах ПВХ, как и любых других случаются протечки. Обычно это происходит из-за того, что сварка производилась на недостаточно высоком уровнем с некоторыми ошибками. Поэтому очень важно знать точную технологию, как сваривать ПВХ трубы . Именно о том, что такое сварка труб ПВХ и пойдет речь в данной статье.Типы сварочных работЧаще всего сварочные швы труб ПВХ создаются при помощи специального паяльника (такая технология нашла активное применение и является одной из самых распространенных) и методом «холодной сварки», который отличается своей простотой и не требует наличия специализированного оборудования.
Как и много лет назад, сегодня, пластиковые трубы пользуются широким спросом у пользователей. Это обусловлено невысокой ценой изделий, а также простотой монтажа. Трубы из пластика надежны, устойчивы в коррозии, и могут прослужить на протяжении долгих лет. Однако, несмотря на массу достоинств, в трубах ПВХ, как и любых других случаются протечки. Обычно это происходит из-за того, что сварка производилась на недостаточно высоком уровнем с некоторыми ошибками. Поэтому очень важно знать точную технологию, как сваривать ПВХ трубы . Именно о том, что такое сварка труб ПВХ и пойдет речь в данной статье.Типы сварочных работЧаще всего сварочные швы труб ПВХ создаются при помощи специального паяльника (такая технология нашла активное применение и является одной из самых распространенных) и методом «холодной сварки», который отличается своей простотой и не требует наличия специализированного оборудования.
Данные технология соединения труб ПВХ наиболее пригодны для трубопроводов с низким рабочим давлением системы. В случае, когда по нему будет циркулировать жидкость с большим напором, то первые два способа не подходят и тогда нужно прибегать к муфтовой, электромуфтовой или стыковой сварке. Рассмотрим подробно каждую из технологий.

Холодная сварка
Как уже упоминалось выше, такой способ сварки пластиковых труб достаточно простой. Здесь главное приобрести агрессивный клей для твердых пластиков, который состоит из поливинилхлорида, растворенного в циклогексаноне, метилэтилкетоне и тетрагидрофуране.
Для того, чтобы повысить эффективность адгезии и иметь возможность осуществлять контроль за вязкостью вещества и временем схватывания, такой двухкомпонентный клеевой материал обычно дополняется различными присадками. Пока клей затвердевает, растворитель испаряется и полимерные цепочки поливинилхлорида соединяются. В итоге образуется шов, рабочие показатели которого идентичны тем, что имеет цельные трубы ПВХ.

Совет! Чтобы не переживать за результат и получить надежное и качественное соединение, покупайте клей хорошо зарекомендовавших себя производителей, таких как: голландская марка Griffon, французская – Gebsoplast, немецкая – Tangit
Технология соединения труб ПВХ методом холодной сварки заключается в следующем:
- изначально надо отрезать ровный кусок трубы,
- затем, поду углом 15° снимается фаска,
- далее очистить трубу и раструб от загрязнений и избавиться от излишней влажности,
- на следующем этапе наружная часть трубы и раструба покрывается клеевым составом, после чего труба сразу же вставляется в раструб,
- чтобы клей размеренно разместился по поверхностям, трубу следует развернуть на 90°,
- в течении 30 секунд соединяемые детали надо хорошо зафиксировать.
Весь этот процесс вы должны осуществить максимально быстро – за 60 секунд, не более.
Прежде, чем подать пробный объем рабочей среды, нужно выждать некоторый промежуток времени.
(Смотрите в таблице)
Номинальный диаметр трубы, мм
Муфтовая сварка
Подобная технология основана на использовании соединительной муфты либо тройника. Чтобы осуществить этот процесс надо обзавестись ручным или стационарным нагревательным аппаратом. Муфтовая сварка для ПВХ труб очень проста в выполнении, однако не нашла своего активного применения у пользователей за счет высокой цены оборудования, которым она выполняется.
Принцип технологии состоит в том, что изначально торцы трубы и окончания муфты нагреваются до определенной температуры. Когда они доходят до состояния пластичности, трубу надо поместить в отверстие муфты. Для того, чтобы в итоге образовалось монолитное соединение, важно выполнять технологию в соответствии с предъявляемыми требованиями и очень аккуратно.

При малейших угловых отклонениях, нужно будет начать всю работу сначала и использовать новую муфту
Основные правила таковы:
- начинать и заканчивать нагревать муфту и трубу следует одновременно,
- детали нужно нагревать именно тот промежуток времени, который указан в инструкции,
- после того, как вы выждали нужное время, быстро снимите с нагревателя трубу и муфту, а затем зафиксируйте их таким образом, чтобы наплыв поливинилхлорида закрыл предварительно нанесённую метку глубины сварки.
На заметку! Раструбное соединение, которое является результатом муфтовой сварки – монолитное. Применять его можно сразу после остывания.
Такая технология очень часто применяется при прокладке трубопровода в жилых помещениях.
 насадки для муфтовой сварки
насадки для муфтовой сварки
Электромуфтовая сварка
Данный вид сварки основан на применении пластиковых муфт со встроенными спиралями, выступающими в качестве нагревательного элемента. Плюс такого метода – короткие сроки выполнения процедуры, прочный и надежный шов.
 электромуфта
электромуфта
Однако, электромуфтовая сварка подходит исключительно для соединения пластиковых труб с толщиной стенок не более 4 мм
Перед началом работы торцы труб тщательно очищаются от пыли и грязи и обезжириваются. Затем снимаются фаски и трубы вставляются в муфту. Далее при помощи специального аппарата на фитинг подается напряжение. За счет спирали пластик нагревается и плавится. Когда в процессе создания шва будет достигнут нужный температурный режим, прибор автоматически отключится.

Совет! Не стоит осуществлять сварочные работы, если на улице температура ниже, чем +5°С. Получить высококачественный шов будет очень трудно, поскольку соединяемые элементы становятся хрупкими, для нагревания будет требоваться больше времени, а остывание наоборот будет происходить очень быстро.
Стыковая сварка
Для осуществления соединения трубы ПВХ таким способом вам понадобится ручной сварочный аппарат и ножницы для резки труб.
Суть технологии состоит в следующем:
- традиционно, как и при других методах торцы труб очищаются и обезжириваются,
- снимаются фаски,
- затем трубы нагреваются до нужной температуры, для ПВХ задается температурный режим – 250°С,
- свариваемые детали соединяются и охлаждаются.

Ошибки при сварке труб ПВХ своими руками
Выполняя сварку труб из пластика, многие пренебрегают точностью выполнения правил и допускают много ошибок на самых начальных этапах работы. Особенно важно подойти к процессу со всей ответственностью и избегать недочетов.
Рассмотрим наиболее часто допускаемые погрешности:
- неверное совмещение соединительных деталей, в итоге могут образовываться зазоры
- недостаточный разогрев соединительных элементов, такая ошибка приведет к дефектам состыковки материала и соединение будет недостаточно прочным,
- инструмент слишком перегревается,
- нагревательный аппарат подобран неверно. Важно, чтобы мощность устройства, используемого для сварки была равна десятикратному значению диаметра пластиковой трубы.
Таким образом, мы рассмотрели, какие методы сварки труб ПВХ своими руками существуют, в чем их основные особенности. Вам остается только подобрать способ себе по душе и выполнять все рекомендации.
Источник