- Как восстановить сломанный зуб шестерни
- Необходимое оборудование, приспособления и материалы
- Процесс восстановления сломанного зуба
- Подготовка места пайки
- Процесс термической пайки
- Процесс обработки торцов шестерни с напайкой
- Подготовка блока и фрезы к работе
- Формирование профиля зуба
- Одно замечание
- Смотрите видео
- Сломалась шестерня: вот как чинят изделия из чугуна настоящие мастера
- Подготовительный этап
- Рабочий процесс
- Видеоматериал с рабочим процессом
- Как восстановить металлическую шестерню
Как восстановить сломанный зуб шестерни

В механизмах прошлых лет выпуска (станки, редукторы, привода) зубчатые колеса и шестерни часто изготавливались из серого чугуна, которые при малых и средних нагрузках не уступали стальным аналогам, а процесс чугунного литья был проще и дешевле стального.
Но чугун хрупок, и в зубчатых колесах и шестернях при резком изменении нагрузки или ее возрастании ломались зубья, и весь механизм выходил из строя. Конечно, лучше было бы заменить зубчатое колесо или шестерню с отсутствующим зубом на новое изделие, что не всегда возможно. Тогда остается попробовать восстановить зуб другим способом.
Один из вариантов связан с механической подготовкой места сломанного зуба, наплавкой подходящего по прочности и другим характеристикам материала и обработкой наплавки до получения точного по геометрии нового зуба.
Необходимое оборудование, приспособления и материалы
Для работы нам понадобиться:
- болгарка и мини-дрель (бормашина) ;
- кислородно-ацетиленовая сварочная горелка;
- клещи;
- биениемер (измерительная головка) ;
- токарный станок;
- наждачная бумага;
- вал с гайкой и трубчатым упором для блока зубчатого колеса и шестерни;
- фреза для формирования профиля впадины между зубьями;
- ось фрезы с захватом под ключ;
- фрезерный станок с делительной головкой;
- измерительный инструмент (штангенциркуль, микрометр) и т.
Для заполнения промежутка между двумя смежными целыми зубьями по отношению к сломанному зубу нам понадобиться:
- кремнистый (силиконовый) бронзовый стержень;
- флюс (основная часть: бура с небольшой примесью магния) ;
- сварочное одеяло из стекловолокна;
- ветошь, тканевые салфетки и др.
Процесс восстановления сломанного зуба
Он состоит из трех этапов:
- Подготовка места и заполнение (запайка) промежутка между двумя смежными целыми зубьями по отношению к отсутствующему.
- Изготовление державки для зуборезной фрезы и оси для закрепления блока зубчатого колеса и шестерни на станке в процессе обработки.
- Формирование профиля зуба путем выборки наплавленного материала специальной фрезой с двух сторон.
Подготовка места пайки
Поскольку серый чугун механически трудно обрабатывается, сделать это с помощью мини-дрели практически невозможно. Лучше и быстрее шлифовку сломанного зуба произвести с применением болгарки.
В конце можно для придания шероховатости основанию подработать место пайки бормашиной. Это обеспечит более прочное соединение наплавляемого материала с чугуном.
Процесс термической пайки
Он начинается с основательного и равномерного прогрева с помощью газо-ацетиленовой горелки, как места пайки, так и прилегающих частей шестерни. Иначе увеличивается вероятность образования трещин в чугунной детали.
Затем докрасна прогревается место пайки и слегка кремнистый (силиконовый) бронзовый стержень, который после разогрева опускается в емкость с флюсом, состоящий в основном из буры с добавлением небольшого количества магния.
Далее силиконовый бронзовый стержень, покрытый флюсом, помещается над впадиной и плавится с помощью пламени газо-ацетиленовой горелки. Эта операция продолжается до тех пор, пока кремнистый бронзовый припой не заполнит весь объем впадины между смежными целыми зубьями.
В конце этого этапа, чтобы от быстрого охлаждения напайка не потрескалась, накрываем восстанавливаемую деталь сварочным одеялом из стекловолокна и оставляем до медленного остывания в течение необходимого времени.
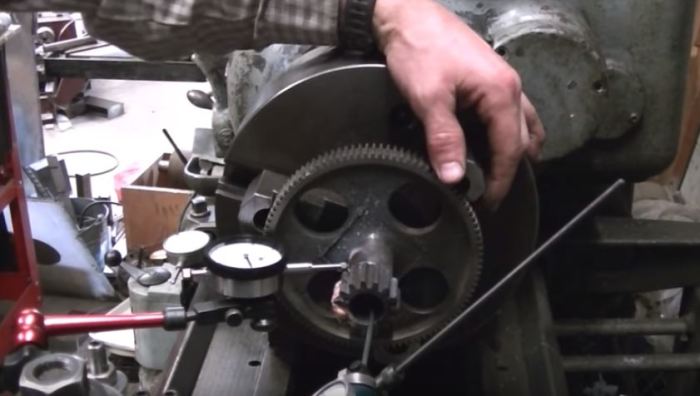
Процесс обработки торцов шестерни с напайкой
Зажимаем зубчатое колесо в патрон токарного станка и посредством измерительной головки выставляем блок с минимально допустимым биением, подбивая при необходимости шестерню с той или другой стороны киянкой.
Затем с помощью резцов снимаем наплывы напайки, выступающие за торцы шестерни. В конце обточки наждачной бумагой производим шлифовку мест обработки.
Подготовка блока и фрезы к работе
Блок зубчатого колеса и шестерни насаживаем на токарном станке на заранее заготовленную ось с помощью закручивания гайки и цилиндрического упора.
Для изготовления державки для фрезы берем стальной стержень определенной длины и по диаметру чуть больше посадочного отверстия в инструменте. Зажимаем его в патроне токарного станка и с одного торца сверлим вначале центровочным сверлом небольшое отверстие, которое затем расширяем спиральным сверлом до необходимого размера.
Далее в задней бабке станка закрепляем метчик и вводим его в отверстие на торце стержня. Отводим бабку назад и нарезаем резьбу вручную, вращая метчик воротком. В образовавшуюся резьбу вворачиваем самодельный болт с плоской цилиндрической головкой и двумя симметрично расположенными прямоугольными вырезами относительно центра стержня для захвата специальным ключом.
Затем торцуем стержень с другой стороны и протачиваем на необходимую длину под диаметр шпинделя фрезерного станка. Обточку ведем с периодической проверкой диаметра, чтобы не прослабить размер. В конце шлифуем место обточки лентой из наждачной бумаги и протираем тканевой салфеткой.
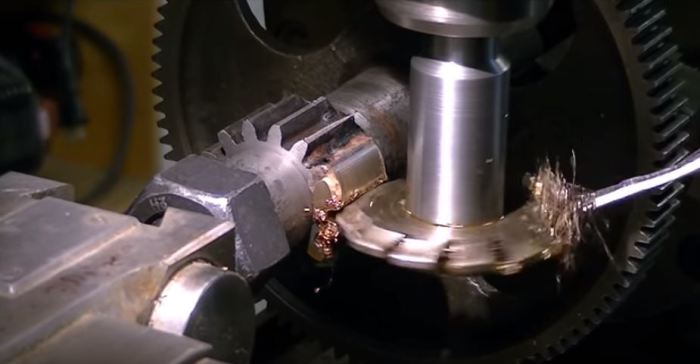
Формирование профиля зуба
Закрепляем державку фрезы в шпинделе фрезерного станка и протачиваем стержень под размер отверстия в фрезе, периодически измеряя диаметр микрометром. В конце шлифуем место проточки наждачной бумагой и протираем ветошью.
Надеваем на державку фрезу и закрепляем на торце крепежным болтом вначале от руки, а в конце специальным ключом с воротком. Устанавливаем на рабочий стол фрезерного станка делительную головку и заднюю бабку. Зажимая между ними идеально ровный стальной стрежень, выставляем эти узлы для обеспечения максимальной соосности в вертикальной и горизонтальной плоскостях. Для этого используем измерительные головки и регулируем положение задней бабки относительно делительной головки. После выставления, данные узлы надежно закрепляем на столе фрезерного станка.
Самая важная операция – это точное выставление фрезы относительно восстанавливаемой шестерни. Для этого используем штангенциркуль, микрометр, металлическую линейку.
Делим характеристику головки на число зубьев и получаем количество оборотов рукоятки на 1 зуб. Обычно получается дробное число. Затем это значение находится на круге делителя.
Теперь можно включить шпиндель фрезерного станка и приступить к формированию одной из впадин восстанавливаемого зуба. Это лучше сделать за 2-3 прохода, чтобы не повредить наплавку. При формировании зуба необходимо удалять с фрезы частицы срезаемого материала и смазывать инструмент. Далее отводим фрезу и поворачиваем шестерню строго на шаг делительной головкой и вновь повторяем предыдущую операцию.
Одно замечание
Зачем брать кремнистую бронзу для формирования зуба на чугунной шестерне? Не надежней ли заварить впадину между зубьями чугунным электродом и потом обработать зуборезной фрезой?
Если так поступить, то из-за высокой температуры чугун «отбеливается» и создаются участки, которые практически не поддаются механической обработке. Силиконовая же бронза аналогична по прочности серому чугуну, а по прочности на растяжение даже выше. При этом, ее обработка, как мы убедились, совсем нетрудна.
Смотрите видео
Источник
Сломалась шестерня: вот как чинят изделия из чугуна настоящие мастера
Получайте на почту один раз в сутки одну самую читаемую статью. Присоединяйтесь к нам в Facebook и ВКонтакте.

Подготовительный этап

Для осуществления ремонтных работ понадобятся материалы и инструменты. Для того, чтобы заполнить промежуток между двумя смежными целыми зубами по отношению к сломанному нужно использовать сварочное одеяло из стекловолокна, ветошь, флюс с примесью магния, а также кремнистый бронзовый стержень.
Для работы понадобится в обязательном порядке мини-дрель и болгарка, токарный станок и клещи, биениемер и наждачная бумага. Еще будут нужны фрезерный станок с делительной головкой, фреза для формирования профиля впадины между зубьями, ось фрезы с захватом под ключ, вал с гайкой и трубчатым упором.
Не забываем про необходимость иметь под рукой измерительные инструменты.
Рабочий процесс

Шаг первый, подготовка места для пайки. При помощи мини-дрели и (или) болгарки проводим шлифовку сломавшегося зуба. Для придания небольшой шероховатости месту пайки, можно обработать его бормашиной. Такой шаг позволит гарантировать лучшее сцепление с чугуном.

Шаг второй, термическая пайка. При помощи газо-ацетиленовой горелки начинаем равномерно прогревать как место пайки, так и прилегающие к нему. Делается это для того, чтобы минимизировать риск появления трещин. После этого докрасна прогревается кремниевый стержень. Он опускается в емкость с флюсом. Далее, покрытый материалом стержень следует поместить над впадиной и расплавить горелкой так, чтобы был заполнен весь объем впадины.

Для того, чтобы пайка от быстрого охлаждения не треснула, восстановленное место шестерни накрываем сварочным одеялом и ждем полного остывания.
Шаг третий, обработка торцов с напайкой. Зубчатое колесо устанавливается в патрон токарного станка с минимально допустимым биением в сторону. При помощи резцов удаляем наплыв напайки. Обрабатываем шестерню наждачной бумагой.

Шаг четвертый, подготовка блока и фрезы. Насаживаем на токарный станок блок зубчатого колеса и шестерни. Ось при этом должна быть заготовлена заранее при помощи цилиндрического упора. Теперь следует изготовить державку для фрезы. Для этого используется токарный станок. После этого останется работа по торцеванию стержня с другой стороны и процедура шлифовки.

Шаг пятый, формирование профиля зуба. Державка фрезы закрепляется в шпинделе станка и подтачивается под необходимый размер. На заключительном этапе выполняется дополнительная шлифовка наждачной бумагой. Процедура повторяется для задней бабки. Самая важная операция при этом – точное выставление фрезы.
Видеоматериал с рабочим процессом
Понравилась статья? Тогда поддержи нас, жми:
Источник
Как восстановить металлическую шестерню



Владельцы патента RU 2463148:
Способ включает придание с помощью металлообрабатывающего оборудования заданных параметров зубчатой части шестерни, образованной поверхностью выступов и впадин зубьев и поверхностью профиля их рабочей и нерабочей частей. Для повышения качества восстановленной шестерни изношенные поверхности выступов зубьев подвергают механическому срезающему воздействию, в результате которого образуют поверхности выступов зубьев, геометрические параметры которых отвечают первоначальным, потом подвергают механическому срезающему воздействию поверхности профиля рабочей и, при наличии износа, нерабочей частей зубьев. При этом срезающим воздействием на тело шестерни формируют в нем поверхности впадин зубьев с условием сохранения первоначальной высоты последних путем перемещения поверхности впадин зубьев в тело шестерни на глубину, которая соответствует высоте удаленной изношенной верхней части зубьев при формировании поверхности их выступов, после полного восстановления параметров профилей выступов и впадин зубьев и поверхности профилей их рабочей и нерабочей частей выполняют их обработку до заданной чистоты поверхности. Изношенная верхняя часть зубьев может быть удалена на высоту 12-22 мм относительно уровня поверхности выступов зубьев. 1 з.п. ф-лы, 2 ил.
Изобретение относится к горно-металлургической промышленности и может быть использовано для ремонта крупногабаритных приводных шестерен мельниц, предназначенных для измельчения рудной массы, которая характеризуется высокой прочностью и значительной плотностью. В частности, изобретение может быть использовано для восстановления рабочего профиля зубьев шестерен до геометрических размеров, которые позволяют обеспечить качественное зацепление с ведущей шестерней приводного редуктора. Изобретение может быть использовано в том случае, когда износ шестерни достигает такой степени, когда ее восстановление традиционными способами становится невозможным или экономически нецелесообразным, а также в тех областях промышленности, где осуществляется эксплуатация оборудования, которое имеет крупногабаритные шестерни, зубчатые части которых подвергаются значительному износу в процессе их работы.
Изобретение позволяет восстановить рабочий профиль изношенной шестерни, обеспечить повторно ее полный рабочий ресурс и повысить экономическую эффективность горно-перерабатывающего производства.
Известен способ восстановления изношенных конструктивных элементов узлов и механизмов путем приварки компенсационных элементов на месте износа (http://www.niatop.ru/vosstanovlenie-veduschih-koles-privarkoy-kompensatsionnyih-elementov.html).
Сущность способа состоит в том, что изношенная часть конструктивного элемента удаляется с помощью режущих инструментов, а вместо срезанной части устанавливается компенсационная пластина, которая по контуру закрепляется с помощью сварки.
Недостатком известного способа является то, что контурное закрепление компенсационного элемента возможно только в тех случаях, когда его эксплуатация не связана со значительными динамическими нагрузками.
Закрепление компенсационного элемента с помощью сварки не позволяет получить высокую механическую прочность его закрепления на возобновляемой поверхности. Это обусловлено тем, что последующая обработка восстановленного узла с помощью режущих и абразивных инструментов удаляет часть наплава.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ восстановления изношенной зубчатой части крупногабаритных шестерен, который включает придание с помощью металлообрабатывающего оборудования заданных параметров зубчатой части шестерни, образованной поверхностью выступов и впадин зубьев и поверхностью профиля их рабочей и нерабочей частей (UA 57580, B23P 6/00, 2005).
В известном способе восстановление шестерен осуществляется путем предварительной наплавки на изношенную поверхность металла, прочностные характеристики которого должны отвечать характеристикам тела возобновляемых зубьев шестерни. Наплавке предшествует прогрев тела шестерни до заданной температуры, которая обеспечивает необходимую степень адгезии металла шестерни со слоем наплавляемого металла. После наплавки, с помощью металлообрабатывающего оборудования, удаляют излишки металла и восстанавливают профиль зубьев до проектных размеров.
Недостатком данного способа является то, что применение любого вида наплавки не гарантирует формирования необходимой кристаллической структуры наплавляемого металла. Высокая температура наплавки влияет на формирование определенной кристаллической решетки наплава, которая, как правило, отличается от кристаллических решеток тела детали, из которого состоит изношенный зуб шестерни. Кроме того, при несоответствии температур тела шестерни и наплавляемого металла ухудшаются условия адгезии, нарушается целостность кристаллических решеток и, соответственно, снижаются прочностные свойства детали в целом.
Выполнение ремонта вышеуказанным способом не позволяет значительно продолжить срок эксплуатации шестерни и в дальнейшем требует повторного выполнения восстановительных работ или ее утилизацию. Это повышает себестоимость металлургического сырья, снижает экономическую эффективность горно-обогатительного производства.
Задачей изобретения является усовершенствование способа восстановления крупногабаритных шестерен за счет восстановления профиля и параметров зубьев,
который достигается формированием возобновляемого зуба за счет удаления его изношенной и деформированной части и формированием его нижней части за счет части тела шестерни.
Технический результат при реализации заявляемого изобретения заключается:
— в сохранении параметров зубьев шестерни и их заданных физико-механических свойств;
— в предотвращении изменения физико-механических свойств восстановленных зубьев и обеспечении их нормального эксплуатационного ресурса;
— в снижении эксплуатационных затрат и уменьшении себестоимости продукции, которая перерабатывается, за счет повторного использования крупногабаритной шестерни с полным рабочим ресурсом.
Поставленная задача решается за счет того, что способ восстановления изношенной зубчатой части крупногабаритных шестерен включает придание с помощью металлообрабатывающего оборудования заданных параметров зубчатой части шестерни, образованной поверхностью выступов и впадин зубьев и поверхностью профиля их рабочей и нерабочей частей.
В соответствии с изобретением изношенные поверхности выступов зубьев подвергают механическому срезающему воздействию, в результате которого образуют поверхности выступов зубьев, геометрические параметры которых отвечают первоначальным. Потом подвергают механическому срезающему воздействию поверхности профиля рабочей и, при наличия износа, нерабочей частей зубьев. Срезающим воздействием на тело шестерни формируют в нем поверхности впадин зубьев с условием сохранения первоначальной высоты последних за счет того, что перемещают поверхность впадин зубьев в тело шестерни на глубину, которая соответствует высоте удаленной изношенной верхней части зубьев при формировании поверхности их выступов. После полного восстановления параметров профилей выступов и впадин зубьев и поверхности профилей их рабочей и нерабочей частей выполняют их обработку до заданной чистоты поверхности.
Для повышения качества связи восстанавливаемой шестерни с ведомой или ведущей шестерней агрегата, а также сохранения параметров зубчатого соединения без необходимости существенного изменения межосевого расстояния, изношенную
верхнюю часть зубьев удаляют на высоту 12-22 мм относительно уровня поверхности выступлений зубьев.
Заявленный способ иллюстрируется схемами:
— на фиг.1 изображен контур зубчатой части шестерни в первоначальном состоянии, контур износа зубьев, а также контур восстановленных зубьев;
— на фиг.2 — зуб шестерни и ее зубчатой части в первоначальном состоянии, контур износа зуба, а также контур восстановленных зубьев.
На схемах приняты следующие обозначения:
1 — контур профиля рабочей части зуба шестерни в первоначальном состоянии;
2 — граница износа профиля рабочей части зуба шестерни, после определенного срока эксплуатации;
3 — контур профиля рабочей части зуба шестерни в восстановленном состоянии;
4 — поверхность выступа зуба шестерни в первоначальном состоянии;
5 — поверхность выступа зуба шестерни в восстановленном состоянии;
6 — поверхность впадины зуба шестерни в первоначальном состоянии;
7 — поверхность впадины зуба шестерни в восстановленном состоянии;
8 — контур профиля нерабочей части зуба шестерни в первоначальном и восстановленном состояниях;
А-Г — граница поверхности профиля зуба шестерни в первоначальном состоянии;
Б-Г — граница поверхности профиля зуба шестерни при его износе в процессе эксплуатации;
А-Б — зона износа поверхности выступа зуба шестерни;
В — зона поверхности выступа зуба шестерни в изношенном виде после эксплуатации шестерни;
В-Д — высота зоны удаления изношенной части зуба шестерни.
Способ восстановления профиля изношенной зубчатой части крупногабаритной шестерни реализуется следующим образом.
В процессе эксплуатации крупногабаритного горно-обогатительного оборудования, например мельниц различной степени измельчения, происходит естественный эксплуатационный износ их конструктивных элементов. Тела вращения приводятся в движение за счет взаимодействия крупногабаритных шестерен, взаимодействующих с приводами. На протяжении срока эксплуатации происходит регламентный износ зубчатой части шестерен. Как показала практика, наиболее подвержены износу части зубьев шестерни, которые взаимодействуют с ведущей шестерней привода.
В зависимости от физико-механических свойств металла шестерни происходит различной степени эксплуатационный износ ее зубьев, что нарушает параметры нормального зубчатого зацепления и приводит к возникновению аварийных ситуаций.
Износ зубьев может быть односторонний, если вращение шестерни происходит в одном направлении. Износ зубьев может быть двусторонним, если предполагается разворот шестерни и стирающие нагрузки прилагаются на оба боковых профиля каждого зуба шестерни.
Для наглядности способ рассматривается на примере восстановления шестерни, где износ зубьев происходит с одной стороны, т.е. при наличии рабочего и нерабочего профилей каждого зуба.
После достижения регламентного износа шестерни осуществляют ее демонтаж с оборудования, на котором она была установлена.
Восстановление шестерни заключается в механическом удалении изношенных частей зубьев шестерни с последующим восстановлением их профиля за счет части тела самой шестерни.
При одностороннем износе поверхность профиля рабочей части 1 зуба изменяет свою конфигурацию и пространственную ориентацию. Это положение определяется границей износа 2 рабочей части зуба шестерни. Положение границы износа 2 определяет характер зацепления ведомой и ведущей шестерен и, соответственно, геометрические параметры поверхности выступов зубьев 4. Исходя из степени износа зуба в контурах А-Б-Г, поверхность выступов уменьшается до величины проекционного отрезка В. Изменение положения контура 1 профиля рабочей части на контур 2 износа профиля рабочей части зуба, а также образование зоны износа А-Б поверхности выступов зуба шестерни определяют необходимость восстановления его геометрии до первоначального положения.
С помощью металлообрабатывающего оборудования верхняя зубчатая часть шестерни обтачивается по кругу на высоту зоны В-Д (удаление изношенной части зуба шестерни). Концы зубьев срезают до тех пор, пока не будут образованы поверхности выступов 5 зубьев, геометрические параметры которых соответствуют первоначальным.
После этого приступают к восстановлению профиля рабочей части 2 зуба, в результате которого восстанавливается угол образующей профиля рабочей части, а также ее длину. Это достигается тем, что подвергают механическому срезающему воздействию поверхность профилей рабочей части зубьев 2 до их нового положения 3. Одновременно с этой операцией срезающим воздействием на тело шестерни изменяют первоначальное положение поверхности впадин зубьев шестерни 6 до нового положения поверхности впадин 7 зубьев, которые радиально находятся ближе к центру шестерни. В результате восстанавливается первоначальная высота зубьев шестерни, так как поверхность впадин 6 зубьев перемещают в тело шестерни на глубину соответствующей высоте удаленной изношенной верхней части зубьев.
Если профиль нерабочей части зубьев не изношен, то он не подвергается обработке, а изменяет свое положение (смещается радиально к центру шестерни) соответственно изменению пространственного положения поверхности впадин зубьев 6 до их нового положения в теле шестерни.
После полного восстановление параметров профилей выступов и впадин зубьев, а также поверхности профилей их рабочей и нерабочей частей выполняют их обработку до заданной чистоты поверхности.
При данной обработке венцовой шестерни рудоизмельчительной мельницы ее радиус уменьшается на 15-20 мм. При монтаже шестерни на рабочее место данный размер компенсируется регулировочным зазором, который предусмотрен конструкцией оборудования, на котором устанавливаются подобные крупногабаритные шестерни.
Исследованиями установлено, что наиболее эффективным использованием изобретения является возможность удаления изношенной верхней части зубьев на высоту 12-22 мм относительно уровня поверхности выступов зубьев. Это обеспечивает сохранение общей геометрии зубчатой шестерни и, как следствие, ее качественное зацепление с шестерней привода.
Результаты исследований и промышленные испытания способа показали его высокую эффективность и конкурентоспособность в сравнении с известными способами. Использование изобретения позволяет достичь значительных экономических показателей при переработке твердых полезных ископаемых за счет снижения себестоимости технологических процессов, где используются крупногабаритные шестерни.
1. Способ восстановления изношенной зубчатой части крупногабаритной шестерни, включающий придание с помощью металлообрабатывающего оборудования заданных параметров зубчатой части шестерни, образованной поверхностью выступов и впадин зубьев и поверхностью профиля их рабочей и нерабочей частей, отличающийся тем, что изношенные поверхности выступов зубьев подвергают механическому срезающему воздействию, в результате которого образуют поверхности выступов зубьев, геометрические параметры которых отвечают первоначальным, потом подвергают механическому срезающему воздействию поверхности профиля рабочей и, при наличии износа, нерабочей частей зубьев, при этом срезающим воздействием на тело шестерни формируют в нем поверхности впадин зубьев с условием сохранения первоначальной высоты последних путем перемещения поверхности впадин зубьев в тело шестерни на глубину, которая соответствует высоте удаленной изношенной верхней части зубьев при формировании поверхности их выступов, после полного восстановления параметров профилей выступов и впадин зубьев и поверхности профилей их рабочей и нерабочей части выполняют их обработку до заданной чистоты поверхности.
2. Способ восстановления изношенной зубчатой части крупногабаритной шестерни по п.1, отличающийся тем, что изношенную верхнюю часть зубьев удаляют на высоту 12-22 мм относительно уровня поверхности выступов зубьев.

Довольно давно (лет семь назад) в ремонт попал 6-ти дисковый чейнджер от audi Q7 (такой же механизм стоит в 221-х мерсах, встречал также в хондах). Так вот поломкой оказались шестерни — а именно сломанные вхлам зубья
Источник