- Как убрать хлопун на металле
- Методы и инструменты для осаживания металла
- Правка и рихтовка металла
- Разновидности правки
- Правка металлических листов
- Выпуклость
- Волнистость
- Тонкие листы
- Работа с полосовой заготовкой, изогнутой в плоскости
- Правка изделий из закаленного металла
- Правка округлых металлических деталей
- Правка металлической полосы, скрученной по спирали
- Оснастка для выполнения рихтовки/правки
- Рихтовальные бабки
- Правильные плиты
- Молотки
- Заключение
Как убрать хлопун на металле

Здравствуйте дорогие читатели блога kuzov.info!
В этой статье поговорим о том, как убрать хлопун на металле и, в целом, о том как правильно осаживать металл кузова.
Так называемый «хлопун» – это растянутый металл. Площадь металла при растягивании увеличивается, излишний металл образует выпуклый «бугор». При попытке убрать такой «хлопун», Вы столкнётесь с тем, что он целиком провалится, то есть излишняя выпуклость превратится в вогнутость. Сколько не старайтесь убрать «хлопун», простукивая его молотком, подкладывая при этом поддержку, у Вас не получится стабилизировать металл. Как же быть в таком случае? В этой статье мы рассмотрим методы и инструменты для устранения нестабильности растянутого металла панелей кузова. Но сначала давайте немного разберёмся, по какой причине возникает «хлопун». Как было написано выше, «хлопун» — это, чаще всего, растянутый металл, которому некуда деться и он перемещается в выпуклость металла. Это действительно так, но бывает, что металл, в принципе, ровный, но нестабильный, при лёгком нажатии прогибается и не возвращается, пока не нажмёшь металл где-нибудь рядом, либо немного не поможешь этому металлу с обратной стороны. В такой ситуации одной из вероятных причин может быть не выправленное до конца ребро жёсткости. Также, может быть не до конца отрихтованы другие прилегающие области. Нужно понимать, что все области панели кузова взаимосвязаны. Одна вмятина или бугорок может влиять на соседнюю область. Нужно стараться понять повреждение, распутать как головоломку. Как я уже писал в одной из статей о рихтовке с помощью молотка, гладилки и поддержки, когда образуется вмятина на выпуклой поверхности, то металл не просто прогибается, а образуются возвышения по краям вмятины. В этом случае, нужно, надавливая поддержкой с обратной стороны углубления, простучать металл вокруг вмятины, не попадая по поддержке.
Методы и инструменты для осаживания металла
Существует два основных метода осаживания растянутого металла: холодное осаживание, которое происходит с помощью молотка, гладилки и поддержки со специальной насечкой и осаживание нагревом. Листовой металл при растягивании становится тоньше. Принцип осаживания нагревом в том, что при нагревании металл начинает расширяться, но холодный металл вокруг не даёт нагретому металлу расшириться. Таким образом, происходит утолщение нагретого металла и неестественно вытянутая поверхность возвращается в нормальное состояние.
Молоток, поддержка со специальной насечкой на рабочей поверхности

Эти инструменты имеют насечку на своих рабочих поверхностях. Насечка при ударе отпечатывается на поверхности растянутого металле и тем самым сжимает его. Растянутый металл сокращается, выпуклость становится меньше или вообще исчезает. Таким образом, металл осаживается. При применении такого метода нужно использовать контропору (поддержку) с обратной стороны металла, которая тоже может иметь насечку. Для больших площадей лучше использовать гладилку с насечкой. В отдельной статье я покажу, как можно изготовить такую гладилку из напильнику своими руками.
Споттер и графитовый стержень
При наличии споттера можно легко решить проблему растянутого металла. Для этих целей на споттере предусмотрены специальные режимы. Можно осаживать точками, регулируя силу тока и продолжительность импульсов. Для этого в наборе со споттером есть специальная насадка. Такой режим осаживания более мягкий, дозированный. Нужно начинать с настроек, дающих слабый импульс. При необходимости можно увеличить импульс. Также есть режим осаживания для применения с графитовым стержнем. Этот режим даёт непрерывный ток через графитовый стержень, который нагревается и передаёт нагрев листовому металлу. Сила тока регулируется. Таким способом можно осаживать металл очень быстро и работать на больших площадях.
Осаживание сварочным полуавтоматом
Смысл метода в нагреве металла с помощью точек в местах выпуклости растянутого металла. Сразу после нагрева можно простукивать металл молотком, подставляя с обратной стороны поддержку. Поддержку нужно держать с зазором от простукиваемой поверхности. Лучше, чтобы она имела меньшую выпуклость, чем простукиваемая поверхность. Можно также охлаждать, нагретый таким способом металл, с помощью мокрой тряпки, либо сжатого воздуха.
Осаживание кислородно-ацетиленовой горелкой
Растянутый металл нагревается пламенем газовой горелки до вишнево-красного цвета (в качестве газа используется ацетилен и кислород). Нагревать нужно наиболее выпуклый участок металла. В нагретом металле происходит процесс сжатия, который приводит к усадке металла. Пламя горелки нужно расположить перпендикулярно поверхности металла. Это даст гарантию того, что нагревать Вы будете только маленькое пятно. Если площадь растянутого металла, требующая осаживания обширная, то нагрев нужно производить сегментами, переходя с одной области на другую. После нагрева можно несильно простучать область вокруг нагретого пятна, используя молоток и поддержку. Таким образом, вы помогаете утолщаться металлу, сводя его к центру нагретого пятна. Нужно помнить, что при прогреве листовой металл получает напряжения, утолщается и теряет эластичность. Всё это может в дальнейшем усложнить рихтовку. Поэтому нужно пользоваться методом нагрева осторожно и только в нужных местах.
Осаживание осадочным диском (shrinking disk)
Осадочный диск изготавливается из высокопрочной нержавеющей стали. Действует нагревом для осаждения растянутого металла. Он устанавливается на угло-шлифовальную машинку (болгарку), желательно с регулировкой скорости вращения. Нагрев происходит благодаря трению. После нагрева и последующего охлаждения растянутый металл сжимается и принимает нужные формы. Результат получается отличный и, нет опасности, перегреть или испортить панель, как это можно сделать в случае с нагревом кислородно-ацетиленовой горелкой. С помощью такого диска можно работать на большой площади и устранять целую серию «бугров» растянутого металла. Осадочный диск применим на разных видах листового металла, в том числе на алюминии. Он также может осаживать небольшие «бугорки» металла, растянутого в процессе рихтовки молотком. Осадочные диски бывают разных размеров, предназначенные для более удобной работы с разными повреждёнными участками. Более подробно об этом диске можете почитать здесь.
Усиление листового металла профильными усилителями с обратной стороны панели
Этот способ не вернёт растянутый металл в первоначальное состояние, но поможет усилить потерявшую жёсткость поверхность. Бывает, что кузовная панель после рихтовки приобрела нужную форму, но не имеет достаточной жёсткости. Это бывает при ремонте кузовной панели, имеющей большую площадь, в основном, при рихтовании крыши автомобиля. В этом случае целесообразно использовать дополнительный усилитель, который можно взять из демонтированных панелей кузова, оставшихся после других ремонтов.
Источник
Правка и рихтовка металла
Во время эксплуатации либо обработки, детали, выполненные из металла, нередко утрачивают свою первоначальную конфигурацию. Такое же явление может наблюдаться при их неаккуратном хранении. Но чтобы параметры готового изделия соответствовали требованиям технического задания, для корректного выполнения всех дальнейших этапов обработки очень важно совпадение размеров заготовки и ее формы с заданными проектом значениями. Для этого выполняют промежуточно-подготовительную технологическую операцию, получившую название «правка металла».
Разновидности правки
Заготовка цилиндрическая под воздействием внешней нагрузки может искривиться, а имеющая листовую конфигурацию может помяться. Изделия в виде осей, даже не передающих момент вращающей силы, а также валов могут согнуться. Под технологической операцией правки металла понимается ряд действий, по завершении которых выполненной из металла заготовке возвращается изначальная форма. Дефекты/изъяны бывают самыми разными. Чаще всего встречаются такие:
выпуклость. Проявляется на плоском прокате в виде увеличения толщины – размера поперечного сечения листа – от краев по направлению к центру;
вмятина. Углубление на поверхности металлической пластины, обрамленное пологими краями;
волна. Это – отклонение формы поверхности листа от прямолинейности.
Правка бывает двух видов:
ручная. Осуществляется при изготовлении домашними мастерами уникальных по форме изделий. Хоть набор используемого инструмента довольно-таки несложен, к уровню квалификации работника предъявляются высокие требования;
механическая. Используется в условиях промышленного производства. Оборудование весьма сложное, крупногабаритное и имеет большой вес. Но оно характеризуется высоким уровнем производительности, и его конструкция обеспечивает возможность автоматизации технологического процесса правки.

Выполнять такую операцию при отрицательной температуре не допускается. Уровень пластичности материала в данном случае снижается, и он становится хрупким. Более того! Иногда требуется нагревать обрабатываемую деталь до температуры от 140°С до 400°С. После этого ее пластичность повышается
Правка металлических листов
Сложность этой операции зависит от разновидности обнаруженного дефекта. Но особые трудности возникают, когда выявляется их комбинация. Например, выпуклость по центру пластины и одновременно волнистость кромки.
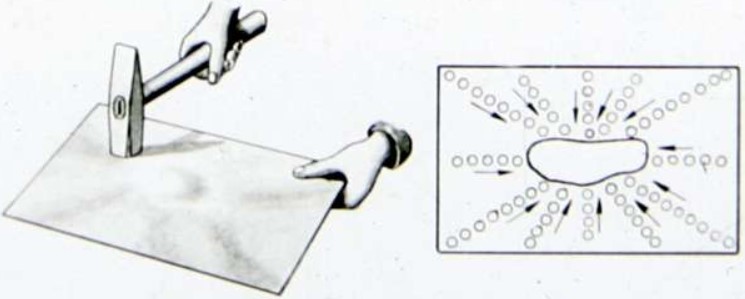
Выпуклость
При правке выпуклости удары следует наносить по окружности. Начинать необходимо с линии, обрамляющей дефект. В ходе работы радиус окружности постепенно нужно уменьшать, перемещаясь от края выпуклости к ее центру. По мере продвижения, частота ударов возрастает, а их сила, наоборот, становится меньше.
Особый подход применяется, когда на листе имеется несколько таких дефектов. В данном случае ударами молотка нужно добиться чтобы выпуклости объединились в одну общую, после чего правка осуществляется по вышеописанной методике.
Волнистость
Правка металлического листа с волнообразными краями выполняется, начиная с его краев с последующим передвижением к центру. Волнистость кромок разглаживается после растяжения пластины в середине.
Тонкие листы
Обработка заготовок с небольшой толщиной с целью возвращения им плоской конфигурации посредством бойков не проводится. Причина – не исключено появление заломов металла в результате его расковки. Тонкий лист правится протяженными ровными плоскостями брусков-гладилок, выполненными из дерева либо из стали. Разглаживание производится по разным направлениям с постепенным усилением нажима.
Работа с полосовой заготовкой, изогнутой в плоскости
Такая правка входит в категорию относительно несложных видов обработки металла. Полосу нужно разместить на плите так, чтобы выгнутая сторона находилась сверху. По мере исправления изъянов, силу ударов нужно уменьшать. Необходимо периодически переворачивать обрабатываемую заготовку, чтобы не допустить образование выпуклости в противоположном направлении. Если полоса изогнута в нескольких местах, начинать ее правку следует с концов, постепенно приближаясь к середине.
Правка изделий из закаленного металла
В этом случае для рихтовки молотки, оснащенные мягкими бойками, не используются. С этой целью применяют инструмент с подобными элементами, изготовленными из стали с высокими прочностными характеристиками. При этом острую часть бойка – нос – скругляют, то есть придают ему округлую конфигурацию.
Выправка закаленного металла осуществляется нанесением импульсных точечных воздействий по вогнутому фрагменту заготовки. В результате ударов на данном участке обрабатываемой детали наблюдается растяжение структуры материала, из-за чего поверхность становится все более плоскостной. Проводится эта операция:
на рихтовочной/правильной бабке, отличающейся поверхностью полусферической формы;
с попеременным передвижением заготовки снизу-вверх и сверху вниз. Правка закаленного угольника, у которого нарушен прямой угол, выполняется одним из следующих двух способов (см. рис.):
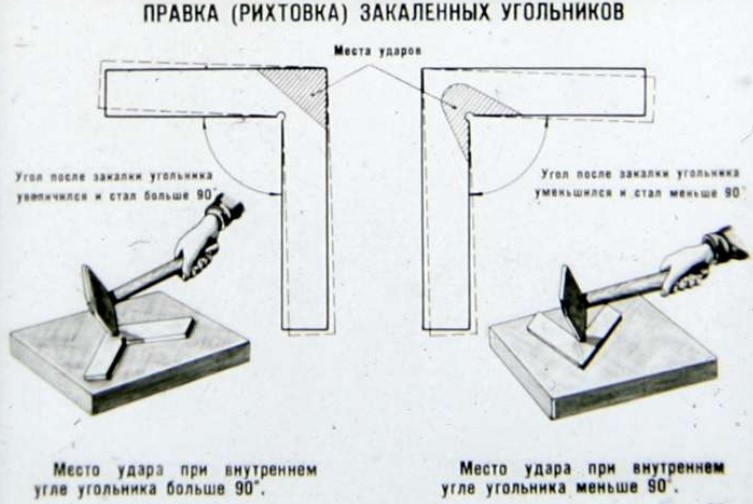
если угол стал острым, направление ударов – ближайший к точке пересечения лучей/сторон внутренний участок поверхности этой детали;
Металл на участке воздействия подвергается растяжению, в результате чего значение угла 90° восстанавливается.
Правка округлых металлических деталей
Метод выполнения правки в данном случае, практически, такой же, как и при обработке полосы. Неровности подлежат маркировке мелом, а заготовку нужно размещать так, чтобы выпуклость была сверху. Удары следует наносить по направлению от периферийных участков дефекта к центральным.
После корректировки основного изъяна:
деталь переворачивается вокруг оси;
сила ударов снижается.
Делается это с целью недопущения деформации обрабатываемой заготовки в противоположную сторону.
Аналогичный подход актуален и при работе с прямоугольным либо квадратным металлопрокатом.
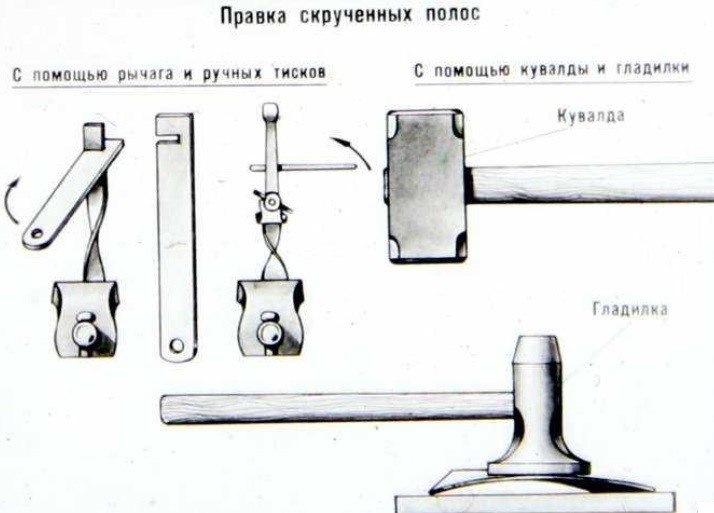
Правка металлической полосы, скрученной по спирали
В данном случае применяется метод раскручивания. Один из концов спирали фиксируется в специальной ручной струбцине, а другой – в тисках, установленных на правильную плиту, и на ней же надежно закрепленных.
После того, ка спираль будет частично раскручена, ее нужно приложить к плите, чтобы править по той же методике, что и при работе с круглым металлопрокатом.
При этом степень кривизны определяется на просвет.
Оснастка для выполнения рихтовки/правки
Ручная правка/рихтовка металлических листов и изготовленных из них элементов конструкции осуществляется при помощи молотков на специальной оснастке – рихтовальных бабках, а также правильных плитах.
Рихтовальные бабки
Для изготовления этих приспособлений используются стальные сплавы, подвергнутые термообработке. Рабочая поверхность рихтовальной бабки бывает:
в виде плоского круга на цилиндрическом основании, радиус которого (обозначение R) колеблется в диапазоне 150 мм≤R≤200 мм:
сферической. Это – боковая поверхность усеченного по плоскости симметрии и по краям цилиндра.
Также в домашних мастерских в качестве рихтовальной бабки часто используется железнодорожный рельс, обрезанный до длины от 0,5 м до 1 м. Его удобно перемещать по плите. Кроме того, рельс не подвергается деформации и остается, практически, неподвижным, когда по обрабатываемой детали наносятся удары молотком.
Правильные плиты
Правильные плиты выпускаются в двух модификациях.
Материал изготовления – чугун. Исполнение – конструкция с боковыми ребрами либо сплошная.
Материал изготовления – сталь.
Плита должна обладать большим весом и характеризоваться достаточной устойчивостью, чтобы удары молотка не вызывали ее сотрясение. Что же касается требований к состоянию ее поверхности, то они стандартны: она должна быть идеально ровной, и без присутствия посторонних частиц в виде грязи и остатков металлических осколков, мешающих получить качественный результат рихтовочных работ.
Устанавливать плиты нужно на подставках. Они могут быть и металлическими, и деревянными. Но самое главное, чтобы эти подставки обеспечивали помимо устойчивости еще и требуемую горизонтальность. Для удобства выполнения рихтовки нужно, чтобы вокруг плиты имелось достаточно пространства.
Существует еще один интересный вариант такой оснастки. В качестве материала изготовления плиты правильной выступает плотная резина со множеством небольших выступов, скорее, даже, бугорков с одинаковой высотой. Под воздействием ударов металл сам определяет свое место. В результате наблюдается значительное возрастание производительности процесса рихтовки, если сравнивать с использованием обычной правильной плиты, изготовленной из стали.
Молотки
К молоткам, используемым для правки, предъявляется следующее ключевое требование: они должны быть более мягкими, чем материал обрабатываемой заготовки. Ввиду этого, для рихтовки листовой стали обычно используется ударный инструмент со свинцовыми либо медными бойками. Причем, эти элементы должны характеризоваться закругленной формой. Боек квадратной конфигурации при ударе оставит на металлической пластине забоины. Когда же предстоит обрабатывать мягкие металлы или цветные сплавы, применять необходимо молотки, оснащенные бойками из резины либо дерева.
Удобство работы будет обеспечено при соотношении веса ударного инструмента и этого же параметра правильной плиты, равным 1:100.
Заключение
В заключение целесообразно будет назвать ведущие предприятия, специализирующиеся на производстве оборудования для рихтовки/правки. Из зарубежных особым спросом пользуется продукция компаний Roundo (Швеция, официальный представитель в России – компания «Дюкон» с головным офисом в Санкт-Петербурге), Kohler (штаб-квартира находится в Германии в городе Lahr/Schwarzwald), МG (Италия, город Фоссано, провинция Кунео). В число ведущих отечественных производителей листоправильного оборудования входят компании Промтехоснастка (штаб-квартира находится в Вологодской области), GROST (головной офис открыт в Санкт-Петербурге) и некоторые другие компании.
Источник