- Как согнуть профильную трубу без помощи специалистов
- Труба профильная: что это такое
- В чем сложность сгибания профильных труб
- Простейшие приспособления для холодной гибки
- Оправка для профиля
- Усовершенствованная гибочная плита
- Сгибание в домашних условиях
- Особенности разных способов гибки профиля
- Как согнуть профильную трубу?
- Особенности
- Что понадобится?
- Способы
- Болгаркой
- Заполняем песком
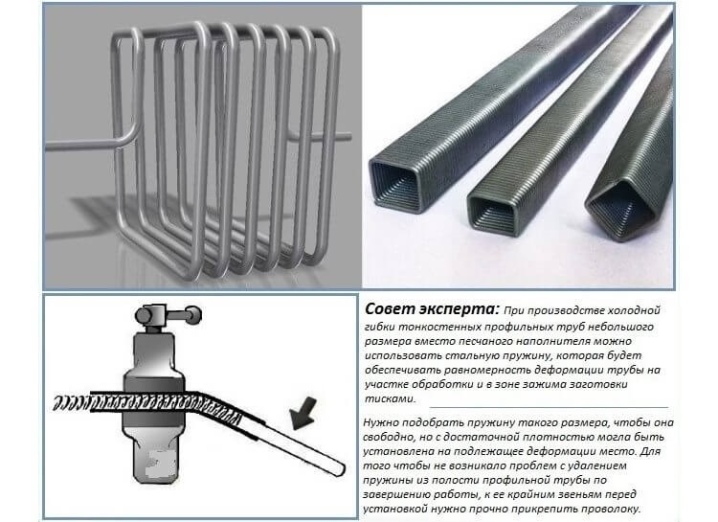
- С помощью пружины
- Посредством воды
- Рекомендации
Как согнуть профильную трубу без помощи специалистов
Не каждый умелец знает, как согнуть профиль таким образом, чтобы труба не сломалась и не потеряла форму сечения. Есть способы, позволяющие придавать этому материалу красивый вид, не прибегая к дорогостоящему оборудованию. Но перед тем, как применить какой-либо из них, надо понять, что собой представляет профильная труба.

Труба профильная: что это такое
Обычная труба является металлическим цилиндром с толщиной стенок и диаметром, определяемым стандартами. То же самое определение подойдет и к профильной, только сечение ее выполняется не круглым. У профиля оно бывает:
- прямоугольное;
- квадратное;
- шестиугольное;
- овальное.
Отличительная черта такого материала — повышенная прочность.
Это объясняется наличием на нем граней, выполняющих функцию ребер жесткости.
Профильный металл выдерживает значительные нагрузки при изгибе, что делает его использование в металлоконструкциях предпочтительнее труб с круглым сечением. Но это преимущество превращается в главный недостаток при попытке гнуть прочный профиль.
Чаще всего его изготовляют из двух видов стали: высоколегированной или низколегированной. Различные технологии производства позволяют изготавливать горяче- и холоднокатаные, бесшовные и электросварные образцы труб. Эти свойства учитываются при сгибании профилей.
Удобнее всего из профильной трубы изготавливать каркасы, арки. Пустотелый профиль заменяет литые металлические прутья, что удешевляет строительство или обустройство загородной дачи.
Кроме формы сечения и толщины стенок, следует учитывать пластичность материала, из которого сделана труба. От нее зависит радиус изгиба. Если работать с профилем, не учитывая эти особенности, порча материала станет неизбежной.
В чем сложность сгибания профильных труб
Умельцы используют 2 способа изгиба профильных труб: на холодную, оказывая давление с помощью специальных инструментов, а также дополнительно к давлению подогревая металл в месте изгиба. Сложности возникают из-за того, что в результате приложения усилия на место сгибания одновременно начинают действовать две противоположно направленные силы.
С наружной стороны металл начинает растягиваться, а с внутренней — сжиматься. Противодействующие друг другу силы деформируют трубу по всем направлениям. Наружная от изгиба сторона от растяжения может треснуть, а на внутренней появляются сладки как на гофре.
Кроме этого, противодействие растяжения и сжатия приводит к утрате соосности, и концы трубы выходят за пределы одной плоскости. По бокам чаще всего металл сминается.
Все перечисленные деформации являются результатом неверной оценки свойств материала и ошибочных методов воздействия на профиль. Сюрприз может преподнести материал профтрубы.
Если в него входят низколегированные или углеродистые сплавы, то мастер столкнется с эффектом пружины: после изгиба труба пытается принять первоначальную форму и угол на какое-то количество градусов увеличивается. После эффекта пружины приходится дорабатывать деталь по нужному шаблону. Чтобы не сталкиваться с этим негативом, нужно учитывать:
- высоту профиля трубы;
- толщину металла;
- пластический момент сопротивления.
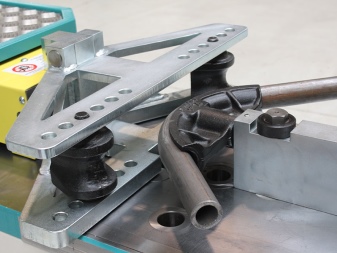
Облегчает работу применение специальных трубогибов или гибочных плит. Если нет необходимости покупать инструменты для профессиональной работы, то можно воспользоваться простейшими приспособлениями.
Простейшие приспособления для холодной гибки

Для сооружения теплицы или арки под виноград на загородном участке много профиля не понадобится. Поэтому на самом деле нет смысла покупать дорогостоящие станки.
Своими руками изготавливают простейшие приспособления, позволяющие красиво обработать трубу. В их число входят оправка для профиля и усовершенствованная гибочная плита.
Оправка для профиля
Согнуть профиль, высота которого не превышает 25 мм, можно на массивном верстаке с оправкой.
Чаще всего такой способ применяют, когда нужен изгиб большого радиуса.
Важный фактор для удобства работы – наличие свободного места вокруг верстака. Оправку изготовляют из толстой фанеры, но в случае больших объемов работы лучше использовать уголок из металла.
В оправке и в верстаке сверлят совпадающие отверстия для прочного скрепления приспособлений друг с другом болтами или чем-нибудь другим. Обрабатываемую трубу тоже следует прочно закрепить у основания оправки.
Гибка выполняется плавно, без рывков. Если требуется сделать несколько изгибов с разными радиусами, то все оправки надо подготовить заранее.
Главный минус этого способа – применение физических усилий.
Усовершенствованная гибочная плита
На таком приспособлении удобно делать изгиб небольших размеров. Для изготовления устройства потребуется толстая металлическая плита.
Ее располагают на прочном основании. Поскольку монтаж и демонтаж плиты требует значительных усилий, то после гибки можно предусмотреть выполнение на ней других слесарных работ.
У основания плиты сверлят отверстия для болтов-упоров. Один из них держит трубу, на другой надевают насадки различных радиусов, по которым профилю придают требуемую форму.
Вместе с гибочной плитой обязательно требуется использование прижимной пластины, сделанной из толстого металла. Ею прижимают трубу к плите, размещая на болтах-упорах.
Сгибаемый профиль укладывают между прижимной пластиной и плитой и тянут за другой край. Если не хватает усилия, то добавляют плечо. Гнуть без прижимной пластины нельзя — нарушится соосность, и концы трубы разведутся в разные стороны.
Чтобы придать профилю округлые формы наличие станков и мастерских не обязательно. В домашних условиях можно обойтись и без них.
Сгибание в домашних условиях

На дому металл гнут и в холодном состоянии, и с подогревом. Правильно выбрать один из этих способов можно экспериментально. Как удобнее согнуть профильную трубу в домашних условиях, становится ясно уже при первой попытке.
Кусок профиля зажимают в тисках и пытаются гнуть. Если он «играет», то без подогрева не обойтись. В противном случае нужно учитывать высоту профиля:
- от 10 мм и меньше — холодный способ;
- от 10 мм до 40 мм — либо холодный, либо с подогревом;
- от 40 мм и выше — подогрев.
Чтобы не допустить порчи материала при использовании подогрева, полость трубы заполняется предварительно очищенным песком. Просеивать его надо на мелком сите, чтобы отфильтровать кусочки гравия.
Не стоит проходить мимо такой очистки — крупный камешек может стать причиной образования выпуклости во время сгибания на мягком от разогрева металле. Песчаная пыль тоже не подойдет, потому что имеет свойство спекаться при разогреве. Среднезернистый песок не даст разогретому профилю образовать складки.
Трубу надо заполнять песком полностью, края закрывать деревянными заглушками с пазами для выхода образующихся от нагревания газов. Границы участка разогрева отмечают мелом.
Нагревают профиль равномерно газовой горелкой или паяльной лампой до вишневого цвета. Сгибать надо в горизонтальном или вертикальном положении за один раз. После остывания сравнивают с шаблоном и высыпают песок.
Без подогрева в домашних условиях гнут как профильные трубы, так и круглые. Придать желаемое закругление профилю можно с помощью болгарки и сварки.
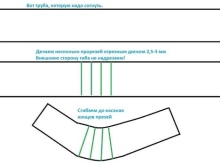
Сначала надо определить длину загиба по шаблону. Потом отметить этот участок на профиле и болгаркой сделать по нанесенным отметкам распилы трех стенок. Между ними равномерно сделать еще несколько распилов, согнуть профиль, распилы заварить сваркой и зашлифовать.
Недостатком такого метода являются неточности, а сам загиб будет состоять из прямоугольных участков, плавно образующих поверхность закругления.
Некоторые умельцы гнут трубы с помощью самодельных пружин. Последние наматываются из жесткой проволоки диаметром около 2 мм. Размер кольца подбирается так, чтобы пружина плотно, но свободно заходила внутрь трубы. Для облегчения процесса изгиб можно разогреть.
Важно не забыть перед введением пружины привязать к ее крайнему звену прочный канат или проволоку. После придания профилю необходимой формы с помощью привязки пружину вытаскивают.
Самый примитивный, тяжелый и неточный метод изгиба профтруб — длинный рычаг с приваренной к концу трубой. Его надевают на объект обработки и поступательными движениями загибают профиль до желаемой формы.
И еще один способ, не требующий дорогостоящих затрат. Он подойдет для изгиба по большому радиусу. На листе фанеры чертят шаблон, и по нему монтируют стальные крючья. Профильную трубу гнут, укладывая в эти крючья, предварительно закрепив один конец у первого крюка.
Известны другие способы выполнения этой работы, но все они подчиняются одним закономерностям и имеют одни особенности.
Особенности разных способов гибки профиля

Профильные трубы гнут одинаковыми способами и в домашних мастерских, и на производстве: на холодную и с подогревом. Научно обоснованные рекомендации разработаны сугубо для круглых труб.
На горячую гнут трубу с диаметром больше 100 мм. Профтрубы с другой формой сечения обрабатывают по-разному.
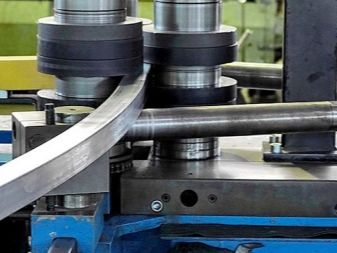
Удобнее всего использовать трубогиб, но не всегда его рентабельно покупать. Для выполнения малых объемов работ выгоднее брать трубогибы напрокат. Их применяют в случае высоты профиля от 10 до 40 мм и гнут материал без подогрева.
Если нет возможности воспользоваться специальным инструментом, надо выбрать другой способ. На холодную можно согнуть профиль высотой до 10 мм с помощью ручных приспособлений.
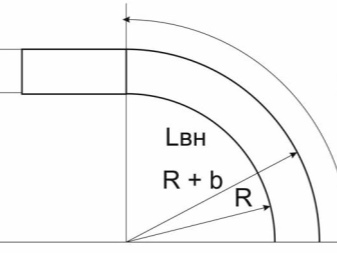
В этом случае важно уметь определить толщину стенки профиля и минимальный радиус закругления, чтобы не сломать заготовку. Первый параметр замеряют штанген-циркулем, а второй высчитывают по формуле.
Результат напрямую зависит от высоты профиля h. Высота может быть больше или меньше 20 мм. В первом случае радиус устанавливают не меньше 3.5 х h, во втором — не меньше 2.5 х h.
Если радиус заготовки небольшой, то для сгибания может оказаться достаточно неподвижной плиты, оборудованной штырями-упорами, тисков или роликов. Сгибание по большому радиусу выполняется на неподвижных оправках или гибочных пластинах.
Потребность в заполнителе определяется радиусом сгибания. Если он не больше 50 мм, а профиль не выше 20 мм, то можно гнуть на холодную без наполнителя.
При необходимости прогрева трубу наполняют песком без крупных примесей, греют в нужном месте и гнут за один прием.
Не рекомендуется никаким способом гнуть профиль с толщиной стенки меньше 2 мм.
Как таковых методов для сгибания профилированных труб умельцы изобрели много. Но всех их объединяет один недостаток — потребность в большой физической силе.
Если мастер не отличается хотя бы средним телосложением, то процесс загибания может стать для него невыполнимым. Поэтому, выбирая способ обработки профильных труб, лучше ориентироваться на применение специализированных инструментов.
Источник
Как согнуть профильную трубу?

Гнутая профильная труба – обязательный элемент в конструкции беседок, навесов, теплиц, заборов, даже гаражей. Толстостенный профиль большого сечения используются при возведении крыш зданий. От того, насколько качественно согнётся профиль, зависит надёжность и приглядный вид возводимого сооружения.



Особенности
В отличие от трубы с круглым сечением, загиб профиля с квадратным или прямоугольным представляет собой большую сложность. Из-за наличия резких углов, из которых была отлита профильная труба, гнуть профиль в некоторых случаях нужно частично. Применяют следующие подходы.
- Воздействуя на трубу изнутри давлением. Это может быть любая сыпучая или жидкая среда. Она поможет трубе принять правильную форму при изгибании, без проминания и «морщин» с внутренней стороны.
- Нагрев профиля до температуры, близкой к той, при которой сталь размягчается.
При изгибании трубы на профиль воздействуют сила сжатия с внутренней стороны изгиба и сила растяжения – с внешней. Стороны теряют правильное расположение, приданное им на заводе.
Если не соблюсти радиусы изгиба – профиль лопнет снаружи и/или промнётся внутрь с противоположной стороны. Влияние оказывают и толщина стенок, габариты сечения. Испорченное изделие восстановлению не подлежит.


Что понадобится?
Самый быстрый способ – использование профиле- или трубогиба. Холодное сгибание трубы до 10 мм – и квадратной, и круглой похоже на сгибание арматуры. Достаточно соблюсти правило – не менее 15 наружных радиусов круглой трубы либо не менее 15 значений большей ширины прямоугольной трубы. Сгибание квадратного профиля потребует Если нет доступа к промышленному трубогибу, в котором гибка по радиусу выставляется очень точно, то помогут болгарка и сварочный аппарат. Но «ломаное» гнутьё – крайняя мера.
Холодное гнутьё также возможно при помощи простого приспособления, сделанного из другой трубы (или арматуры) и специальной скобы с большой площадью захвата, позволяющей согнуть круглую или квадратную трубу постепенно. Такой способ используется, когда идеальный, равномерный сгиб необязателен.


Самодельный профильный трубогиб – в простейшем случае плита с отверстиями, в которую вставлены штыри. Они расположены так, чтобы сгибаемая труба проходила между ними, но заранее выстраиваются с обеих сторон по кривой. Другой вариант – рычаг с овальным шаблоном, выполняющим роль своеобразного лекала, состоящего из плоскопараллельных плоскостей. Используют также специальный ролик-колесо, прокатываемый по зоне будущего изгиба: глубина прогибания регулируется прилагаемой силой. Все способы самодельного гнутья требуют определённой сноровки и опыта.

Способы
Согнуть профиль 40×20 или 20×20 в домашних условиях особого труда не составит. Для этого подойдут все способы, перечисленные ниже. Узкие профтрубы (менее 20*20), особенно тонкостенные, гнутся с помощью примитивного захвата или даже на любой криволинейной и гладкой поверхности.
Главное – не гнуть изделие по радиусу, меньшему, чем 10-15 сторон (значений ширины) профтрубы, не делать резких движений. Так, для размера 40 на 20 см радиус гиба не ниже 0,3 м.


Болгаркой
Болгарка (или углошлифовальный ручной электростанок с отрезным диском по металлу) позволяет согнуть профильную трубу своими руками, используя пропилы. Они отстоят на равном расстоянии друг от друга, когда их более двух. Один пропил позволит сделать лишь резкий, прямоугольный изгиб. Чем больше пропилов – тем плавнее изгиб. Он примет вид правильной ломаной. Пропилы нужны, чтобы лишний металл с внутренней стороны не образовывал складки, придающие трубе неприглядный вид.
Величина угла каждого пропила определяется общим гибочным углом, делённым на количество выпиленных зазоров. Чтобы профтруба приняла аккуратный вид, и внутрь не затекала дождевая вода, пропилы должны быть с острым углом у наружной стенки трубы, а не прямоугольными. Например, арочная труба, имеющая угол сгиба в 180 градусов, при 20 пропилах требует угол для каждого из них в 9 градусов. Добиться этого можно лишь на крупногабаритном профиле и при использовании более тонких дисков – либо делать пропилы ножовкой по металлу, а не болгаркой.


Разогревать для этого профтрубу незачем. Пропилы размечаются и выполняются в соответствии с радиусом изгиба, запрашиваемого заказчиком. При этом одна из стенок – наружная остаётся целой, что позволит конструкции не развалиться, но труба теряет прочность. Для обретения профтрубой исходной прочности получившиеся стыки провариваются с помощью сварки.
Данный метод относят к холодному гнутью трубы. Термообработка (сваривание) осуществляются уже после сгибания – а не до него, как это происходит в случаях, описанных ниже. Недостаток – ребристая наружная и внутренняя поверхности сгиба, что исключает плотный контакт с криволинейными конструкциями, например, при накладывании композитных или пластиковых кровельных листов поверх каркаса, собранного из таких труб.



Заполняем песком
Перед тем как прогреть трубу, её заполняют песком. Сила упругости, которой обладает песок, позволит профилю не смяться. Внутренняя сторона сгиба останется гладкой. Чтобы согнуть трубу таким образом, сделайте следующее.
- Закройте концы трубы деревянными заглушками, в которых прорезаны продольные отверстия. Последние нужны, чтобы нагреваемый воздух выходил из трубы, заглушки не выбило. Длина заглушек в 10 раз больше ширины профиля.
- Прокалите участок трубы, на котором она согнётся.
- Насыпьте в трубу песок со средней зернистостью. Предпочтительно использовать просеянный и хорошо вымытый песок, предварительно прокалённый до 150 градусов.
- Проверьте, что труба хорошо закрыта, и отметьте участок трубы, подвергаемый сгибанию.
- Зафиксируйте трубу в тисках на верстаке.
- Нагрейте трубу до вишнёво-красного цвета и согните её в отмеченном месте.
- После остывания трубы удалите заглушки и высыпьте песок.
Согнутая дугой труба готова к дальнейшей работе.


С помощью пружины
Если под рукой песка не оказалось, доступа к нему нет – воспользуйтесь квадратной пружиной, витки которой расположены плотно. Пружина предотвратит деформацию и неравномерное изменение толщины стенок трубы, поможет сохранить ей форму.
Свойства высокоуглеродистой стали, из которой изготавливают пружины, не меняются при прокаливании – она обладает такой же упругостью, как и в холодном состоянии.
Посредством воды
Сгибание с помощью воды впору назвать «ледяным гибом». Закройте один конец плотной заглушкой, налейте воду, закройте второй конец и дождитесь морозного дня. Когда вода замёрзнет и расширится, согнуть её будет намного легче, чем в обычных домашних условиях. Изгиб при этом выйдет ровным, без сморщивания и разрывов. Недостаток такого способа – слишком короткую трубу согнуть не удастся, а стальная труба (если она не из нержавейки) может покрыться ржавчиной изнутри, потеряв при этом значительную часть прочности.

Рекомендации
Не пытайтесь изготовить резкий изгиб профиля со значительным углом. Заготовка сломается, и испорченный её участок отправится в металлолом. Не используйте для сгибания профтрубы арматуру, вдев прут в конец трубы – она деформирует её края на конце профиля. Выправить такое повреждение также очень сложно. Попытки рассчитать «правильную» толщину прута под стенки профтрубы не дадут результата – погнётся либо профиль, либо арматура.
Не пытайтесь перегреть металлический профиль при помощи сверхвысокотемпературной горелки (например, с помощью газосварочного аппарата, включённого в режиме резки стали), разогревая его ярче красного оттенка. Став жёлто-оранжевым, железо (да и сталь тоже) размягчается, профиль перекашивается.
Такое повреждение необратимо, испорченные заготовки можно лишь переплавить. В домашних условиях переплавка стали недоступна.


Не сгибайте профиль рывковыми движениями. Слишком быстрая гибка труб приводит к их надломам. Особенно надлому подвержен алюминий и сплавы на его основе. Спешка не нужна. Нагревайте трубу перед сгибанием один раз. Многократный (несколько и более раз) нагрев приведёт к потере прочности стали. Если отдельные участки трубы перегреты при неравномерном нагреве требуемого отрезка, то остудите их, пока цвет нагрева не станет равномерным. Сгибание перегретой трубы приведёт к её разрыву.
При невозможности быстро удалить деревянные пробки, их можно выжечь, нагревая концы трубы. Температура прожига и воспламенения дерева в несколько раз ниже температуры плавления стали. Никаких неприятных последствий в этом случае не наступит. Частичный подпил (истончение стальных стенок) в месте сгиба недопустим. При сгибании такая труба лопнет – её прочность недостаточна для образования плавного изгиба.


Не используйте ствол дерева в качестве овальной или круглой поверхности. Дерево может не выдержать такой нагрузки. Для этого существует отдельное приспособление, притом не одно. Профиль 20х40 и иные размеры, включая 20х20, слишком тонкостенны, чтобы гнуть их, вставляя штыри внутрь. Чтобы получить волнистый, крученый профиль, обычный подвергается ковке. Но ковать профтрубу не рекомендуется тем, кто не обладает навыками кузнеца, этим вы испортите её. Ковка профиля – художественный способ обработки, находящий применение при изготовлении облегчённых по весу перил, ворот, дверей из профтрубы более тонкого сечения.
Согнуть профтрубу, за вид которой не будет стыдно, самостоятельно по силам каждому. Всего насчитывается более десятка станков и приспособлений, заменяющих профессиональный профилегиб. Выбор подходящего метода – дело добровольное.

О том, как согнуть профиль руками без профилегиба, смотрите в следующем видео.
Источник