- Закалка топора в домашних условиях – видео, фото, нюансы
- Из какой стали производят топоры
- Основные этапы закалки топора
- Отжиг
- Закалка
- Отпуск
- Как правильно закалить топор в домашних условиях
- Как самостоятельно закалить топор
- Процесс отжига
- Этап закалки
- Отпуск после закалки
- Как самому закалить металл в домашних условиях
- Закалка топора в домашних условиях
- ГОСТ 18578 – 89 Топоры строительные
- Отжиг
- Основные этапы
- Отжиг
- Закалка
- Отпуск
- Закалка
- Способы закаливания
- В камере
- На открытом огне
- Отпуск
- Особенности технологии
- Закалка с самоотпуском
- Самоотпуск
Закалка топора в домашних условиях – видео, фото, нюансы
Как качественно закалить топор в домашних условиях? Актуальность данного вопроса объясняется широкой востребованностью этого инструмента. Кроме того, на примере такого простейшего домашнего инструмента, каким является топор, можно в подробностях разобрать нюансы нескольких типов термической обработки – отжига, закалки и отпуска.

Хороший кованный топор способен надрезать гвоздь
Узнать о том, что новый топор, приобретенный с рук или в строительном магазине, необходимо закалить, достаточно легко: если лезвие инструмента очень мягкое (что можно определить по его смятию даже при рубке сучков небольшой толщины), значит, оно нуждается в качественной закалке. В том случае, если на рабочей части топора в процессе работы появляются трещины или лезвие выкрашивается, его следует подвергнуть полноценному отпуску.
Из какой стали производят топоры
Чтобы определить, насколько качественно выполнена закалка топора, можно воспользоваться обычным напильником, который не сильно изношен и имеет мелкую насечку. В том случае, если твердость рабочей части топора высокая, напильник будет легко скользить по ней, если средняя, то инструмент будет слегка снимать шероховатости, если низкая – напильник будет хорошо брать металл. Если топор закалили в соответствии с общепринятыми требованиями, то наиболее твердой является острая часть (на ширину примерно 3 см от лезвия), а металл в остальной части инструмента более мягкий.
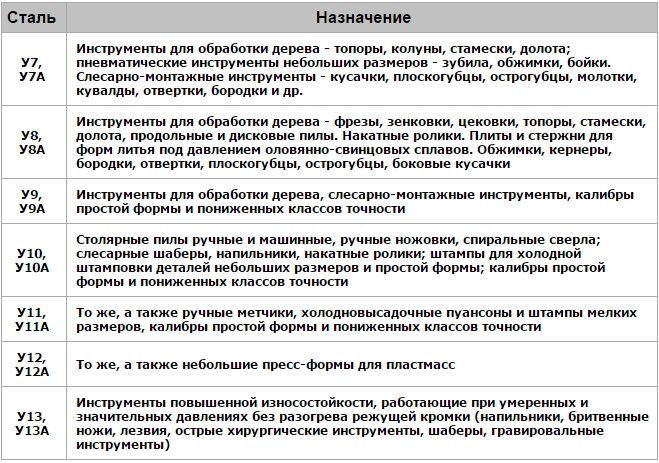
Назначение инструментальных углеродистых сталей
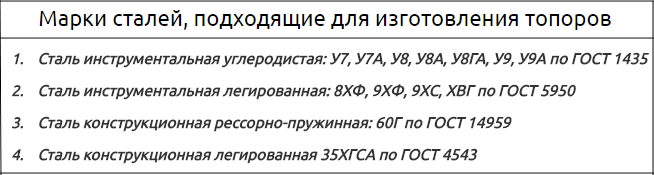
Как правило, топоры изготавливаются из сталей этих марок
После того как вы выяснили, что инструмент все же нужно закалить, необходимо определить, из какого металла он изготовлен. Предприятия, работающие в полном соответствии с утвержденными нормативными документами (ГОСТами), производят топоры из определенных сталей, марки которых оговорены в специальной таблице. Естественно, что для каждого из таких сплавов требуется свой температурный режим нагрева и определенная охлаждающая среда, которые и обеспечат требуемое качество термической обработки. Все подобные параметры для каждой из марок сталей также можно найти в специальных справочниках.

Режимы отжига углеродистых сталей
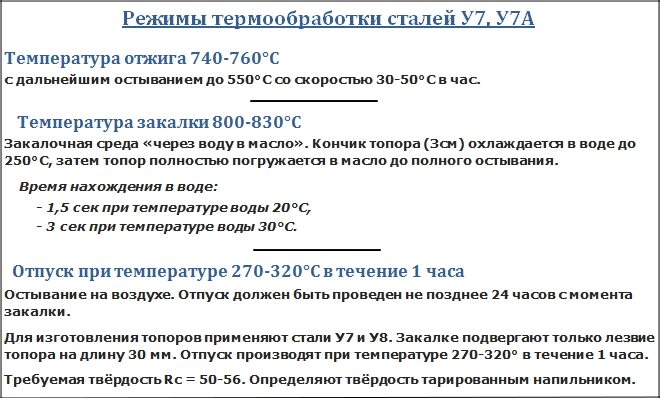
Режимы термообработки на примере сталей марок У7 и У7А
Из всех типов сталей, используемых для изготовления топоров, наиболее распространенными можно считать инструментальные стальные сплавы марок У7 и У7А. Именно поэтому в качестве примера мы рассмотрим, как закалить рабочую часть топора, изготовленного из сплава марки У7.
Основные этапы закалки топора
Если вам надо закалить топор в домашних условиях, надо затупить его режущую кромку, доведя ее толщину до 1 мм. Сама процедура термической обработки инструмента, выполняемая в том числе и в домашних условиях, состоит из нескольких этапов.
Отжиг
Отжиг – это первый этап термической обработки не только топора, но и любого другого инструмента. Целью данной технологической операции, которую можно выполнить и в домашних условиях, является очистка структурной памяти металла. В результате происходит улучшение его внутренней структуры, снятие внутренних напряжений и уменьшение твердости. Суть данной процедуры заключается в том, что рабочую часть топора нагревают до 740–760° и подвергают медленному охлаждению до 550°, скорость которого составляет 30–50 градусов в час.

Простейший горн для нагрева топора – листовой металл с прорезями, на который укладываются кирпичи и насыпается уголь
Самым важным моментом при выполнении отжига является правильное определение температуры нагрева. В таких ситуациях можно ориентироваться на свой опыт или на обучающие видео, чтобы определить требуемый порог нагрева по цвету раскаленной стали. Однако есть и более надежный способ, позволяющий точно определить температуру, до которой нагрелась сталь. Это достаточно просто реализовать даже в домашних условиях. Данный способ предполагает использование обычного магнита, который перестает притягиваться к поверхности изделия из инструментальной стали при 768°. Таким образом, периодически прикладывая магнит к поверхности топора, можно определить, что процесс нагрева следует прекратить, чтобы приступить к следующему этапу термической обработки.
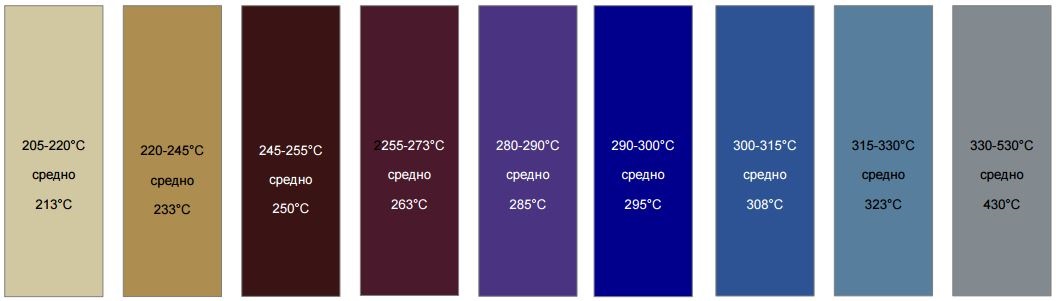
Цвет инструментальной стали, нагретой до 768°, красно-бордовый, а если ее нагреть до 800–930 градусов, что необходимо для выполнения закалки, она станет ярко-красной. Посмотреть, как изменяются цвета инструментальной стали в зависимости от температуры ее нагрева, можно по видео, которое несложно найти в интернете.
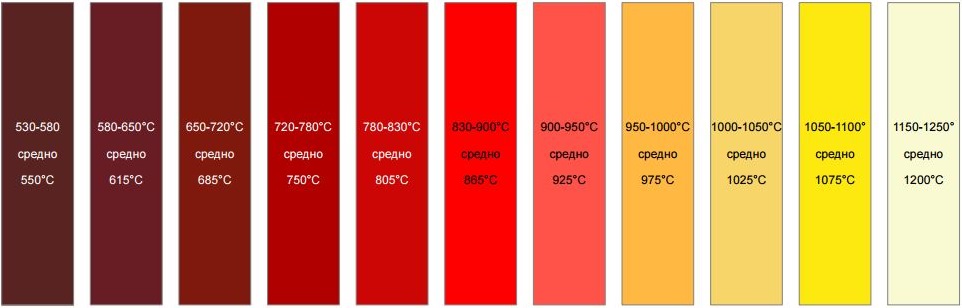
Цвета каления стали (нажмите для увеличения)
После того как требуемая температура для проведения отжига топора, который требуется закалить, достигнута, следует прекратить его нагревать. Затем топор оставляют в потушенной печи часов на десять для медленного остывания.
Закалка
После окончания процедуры отжига поверхность топора, который надо закалить, следует очистить от окалины. Для этого можно использовать проволочный круг. Когда поверхность топора очищена, ее необходимо снова нагреть, но уже до 800–830°. Степень нагрева можно контролировать, следя за цветом стали, который должен стать ярко-красным.

Нагрев топора «до красна» в импровизированном горне из кирпичей
После нагрева топор необходимо охладить. Для этого используют две среды – воду, нагретую до 30°, и масло. В первую очередь охлаждается лезвие топора (шириной 3–4 см), для чего его опускают в воду на 3–4 секунды. Чтобы в используемой воде не образовалась паровая подушка, которая будет препятствовать эффективному охлаждению, лезвие надо интенсивно двигать в емкости. В масляную охлаждающую среду помещается весь топор, при этом важно следить за тем, чтобы масло не воспламенилось.
Чтобы снизить твердость рабочей части топора, которую она приобретет после того, как ее закалить, ее необходимо подвергнуть отпуску. Перед выполнением такой технологической операции поверхность топора необходимо также зачистить проволочным кругом, что позволит контролировать степень ее нагрева, ориентируясь на цвета побежалости.
Цвета побежалости стали (нажмите для увеличения)
Отпуск
Отпуск закаленной рабочей части топора позволяет снять внутренние напряжения, сформировавшиеся в металле в процессе закалки, а также уменьшить хрупкость материала. Для выполнения этой процедуры в домашних условиях можно использовать обычную духовку, нагрев ее до 300° и поместив в нее топор на 1 час (прежде чем приступать к отпуску, посмотрите соответствующее видео). После выдерживания топора в духовке его охлаждают, оставив на открытом воздухе. О том, что отпуск был проведен при требуемой температуре, будет свидетельствовать синий цвет побежалости на поверхности топора.

Фотография топоров, прошедших закалку, отпуск и зачистку лезвия
Чтобы убедиться в том, что рабочая часть топора стала несколько мягче после отпуска, можно использовать напильник, как уже описывалось выше. Следует иметь в виду: чем выше температура, при которой выполняется эта процедура, тем более мягким и пластичным получится в итоге закаленный металл. Для выбора температуры отпуска, от которой напрямую зависит твердость готового изделия, также можно воспользоваться специальными таблицами.
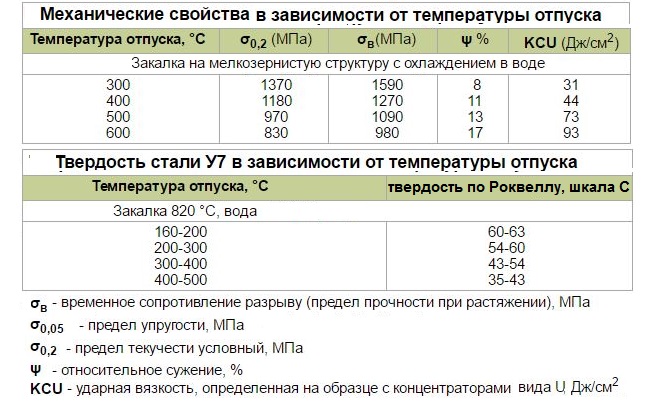
Зависимость механических свойств стали марки У7 от температуры отпуска
В заключение предлагаем посмотреть отличное видео, в котором мастер подробно рассказывает обо всех основных этапах самостоятельной закалки топора в домашних условиях.
Источник
Как правильно закалить топор в домашних условиях
Основные этапы закалки топора: важность процедуры и способы оценки качества обработки. Сорта стали для изготовления топоров. Возможные нарушения технологии закалки. Особенности проведения самостоятельной закалки. Этапы работы: отжиг, закалка, отпуск.

Закалка топора представляет собой процедуру термической обработки, суть которой заключается в нагреве металла до температуры выше критической с последующим быстрым охлаждением. Цель операции – повышение твердости и прочности материала со снижением пластичности. Технология закалки топора не отличается особой сложностью. В случае необходимости эту процедуру можно провести в домашних условиях.
Как самостоятельно закалить топор
В первую очередь необходимо убедиться в необходимости проведения рассматриваемой процедуры. Как правило, ее проводят в случае приобретения бюджетной модели топора. Для недобросовестных производителей характерны следующие ошибки:
- Отсутствие закалки. В этом случае материал топора будет очень мягким. Он будет быстро тупиться, а в случае рубки твердых пород древесины на поверхности инструмента будут оставаться вмятины и зазубрины.
- Нарушение технологии термообработки. Она выражается в отсутствии отпуска металла после проведения закалки. В этом случае материал топора будет хрупким – в процессе работы на его поверхности будут появляться трещины и выщербины.
Для проверки качества закалки мастера рекомендуют использовать плоский напильник с мелкой насечкой. Важно, чтобы он был в хорошем состоянии, без дефектов рабочей плоскости. Если напильник скользит по поверхности топора, практически не цепляя ее, это говорит о высокой твердости инструмента. В противном случае рабочая часть будет легко поддаваться обработке.
На качественном топоре сталь будет твердой только в районе острия, на расстоянии 3–5 см от края. Остальная часть поверхности будет мягкой. Такое распределение обеспечивает устойчивость к нагрузкам для лезвия. Кроме того, мягкий обух – это гарантия того, что он не лопнет в процессе работы.
Если в результате проверки было решено, что топор нуждается в закалке, необходимо установить, из какой стали он изготовлен. Это залог качественной обработки, поскольку каждому материалу соответствует свой температурный режим.
Все топоры, которые изготовлены на территории СНГ, подчиняются требованиям межгосударственного стандарта ГОСТ 18578-89.

Перед тем как мы рассмотрим особенности технологического процесса, посмотрите видео о закалке топора в домашних условиях.
Процесс отжига
Перед работой необходимо сточить режущую кромку до толщины 1 мм. Под действием высокой температуры заточка все равно оплавится. После этого можно приступать к нагреву.
Отжиг – это высокотемпературная операция, в результате которой получают однородную структуру металла без внутренних напряжений в кристаллической решетке. Это происходит за счет обнуления памяти частиц металла под действием температуры. Материал становится мягким и легко поддается механической обработке. Отжиг можно проводить в обычной печи из кирпича.
Процедура имеет следующий вид:
- Нагреваем металл до температуры выше критической. Для стали У7 этот показатель составляет 760 °C. При проведении работ в домашних условиях самое главное – правильно установить температуру. Опытный специалист легко установит степень нагрева по цвету металла, а новичку лучше использовать магнит. Это связано с тем, что сталь и железо не магнитятся при температуре 768 °C.
- Запоминаем цвет раскаленного металла – красно-бордовый. Это понадобится в процессе закалки топора. Цвета каления и побежалости:

- По достижении заданных температурных параметров необходимо медленно охладить заготовку до 550 °C. Скорость остывания не должна превышать 50 °C за час.
- Оставляем заготовку до полного охлаждения печи.
- Очищаем топор от окалины и приступаем к закалке.

Этап закалки
- Рабочую кромку окунают в воду на глубину 3–4 см. Оптимальная температура жидкости – 30–35 °C. Заготовка должна постоянно находиться в движении. В противном случае паровая подушка помешает равномерному охлаждению. Продолжительность закалки – 3–4 секунды.
- Для продолжения процедуры необходимо подготовить масло и металлическую емкость. Обратите внимание: под действием высокой температуры оно может загореться. В качестве меры безопасности необходимо подготовить кусок плотной ткани. В случае возгорания емкость с маслом нужно накрыть полотном, перекрыв доступ к кислороду. Заготовку опускают в жидкость целиком.
После данной процедуры материал топора будет очень твердым и хрупким. Чтобы устранить этот недостаток, следует провести отпуск металла. Перед этим необходимо очистить поверхность для визуального контроля степени нагрева.
Отпуск после закалки
Данную процедуру лучше всего проводить в духовой печи с функцией регулировки температуры. Топор помещают в камеру, нагретую до 300 °C. Длительность отпуска – 1 час. Заготовка должна остывать при комнатной температуре.
Обратите внимание на изображение:

Синий цвет поверхности указывает на то, что отпуск проходил при 300 °C.
Для проверки качества обработки необходимо использовать напильник по вышеописанной методике.
Закалка топора – довольно простая процедура, которую по силам провести дома даже новичку. Как вы считаете, какое масло лучше использовать для закалки? Напишите ваше мнение в блоке комментариев.
Источник
Как самому закалить металл в домашних условиях
Закалка топора в домашних условиях
Если топор при работе быстро тупится, на острие появляются вмятины, то сталь мягкая. И это значит, что топор не закален. А если острие выкрашивается или растрескивается, то есть, сталь очень твердая и хрупкая, то это возможно в том случае, если не был проведен отпуск после закалки». Оценить твердость стали, а значит и качество закалки нам поможет незатертый напильник с мелкой насечкой.

Если твердость стали высокая, то напильник по ней скользит почти не цепляя. Если твердость стали средняя, то напильник ее чуть-чуть берет. И если твердость стали низкая и напильник ее спокойно берет, то значит, эта сталь не закалена, либо были нарушена технология термообработки. В случае с этим топором напильник берет его легко. В этом случае, а также в случае повышенной хрупкости, топор подвергаем полному циклу термообработки. Вначале отжиг, а затем закалка и отпуск. Правильной закалкой топора считается такая закалка, при которой разные части топора закалены по-разному. В районе лезвия, на расстоянии примерно трех сантиметров от острия твердость стали должна быть высокой. Твердость остальной части топора должна быть гораздо меньше. Такая закалка обеспечивает износоустойчивость лезвия и пластичность остальной части. И является гарантией того, что при работе не лопнет обух или не отломается полотно.
ГОСТ 18578 – 89 Топоры строительные
Следующий момент, который мы должны знать для проведения эффективной термообработки, это марка стали, из которой изготовлен топор. Все строительные топоры, которые изготавливались в Советском Союзе и изготавливаются сейчас на постсоветском пространстве, должны соответствовать ГОСТу 18578 – 89 Топоры строительные. Этот ГОСТ оговаривает марки сталей для изготовления топоров. Каждая из этих сталей имеет свои температурные режимы термообработки. И свои закалочные среды.
Узнать об этом можно в марочниках сталей или в справочниках термиста, которые есть в свободном доступе в библиотеке. Однако, хочу подчеркнуть тот факт, что основным материалом для изготовления топоров являются стали У7 и У7А. Топор, который я выбрал для экспериментов, имеет клеймо.
Сверху год выпуска — 1963. Слева – размер по ГОСТу А2. Справа – сталь. Из которой изготовлен топор. Это инструментальная, углеродистая сталь У7. Режимы термообработки для стали У7 следующие:
Перед термообработкой надо затупить режущую кромку топора, чтобы его толщина стала примерно один миллиметр.
Отжиг
Итак, приступаем к термообработке. Первая операция называется отжиг. Перед закалкой топора или любого другого инструмента необходимо выполнить отжиг. Отжиг — это своеобразное обнуление структурной памяти металла. Заключается он в нагревании всего инструмента до температуры 740-760 градусов и постепенном охлаждении до 550 градусов. Со скоростью примерно 30-50 градусов в час. Отжиг лучше всего проводить в кирпичной печи. Самый важный вопрос, как определить температуру металла. Профессионал легко определит температуру по цвету. Ну, а новичку на помощь придет обычный магнит.
Дело в том, что сталь, так же как и железо, перестает магнититься при температуре 768 градусов. По мере нагрева магнитом проверяем магнитится ли сталь. Когда магнит перестанет приставать к стали, это значит, что температура нашего топора превысила 768 градусов и больше нагревать его не нужно. Запоминаем цвет свечения для температуры 768 градусов. Он называется красно-бордовый. Это знание нам понадобится при закалке, которая производится при температуре 800-830 градусов, что соответствует переходу от темновато красного к красному цвету. На экране вы видите таблицу цветов каления и побежалости для углеродистой стали.
Хочу обратить ваше внимание на то, что камера искажает реальный цвет, делая его светлее. Итак, требуемая для отжига температура достигнута. Угли сдвигаем подальше от топора, печь закрываем, задвигаем главную задвижку и оставляем часов на 10. Пусть топор остывает вместе с печью. В процессе отжига улучшается микроструктура металла, снимается внутреннее напряжение и уменьшается твердость. После остывания отожженная сталь становится мягкой и легко берется напильником.
Основные этапы
Процедура состоит из трех основных этапов, которые выполняются последовательно без перерыва:
Рассмотрим их по порядку.
Отжиг
Процесс отжига необходим для изменения структуры металла, очистки структурной памяти стали и снятие напряжений, полученных во время отливки или предыдущей обработки.
Рисунок 2 – Режимы теплообработки стали У7, У7А
Процедура состоит в выполнении двух действий:
- Нагрев до температуры 740-760°.
- Плавное охлаждение до 550° со скоростью 30-50° в час.
Учитывая разницу температур, можно заключить, что процесс охлаждения займет от 4 до 7 часов.
Основную сложность представляет контроль температуры.
Сталь, нагретая до 768°, имеет красно-бордовый цвет с неярким свечением.
Без опыта сложно понять, достиг металл нужной температуры или нет. На помощь придет обычный магнит. При температуре 768° он перестает притягиваться к поверхности стали, что позволяет с достаточной точностью определить температуру. После достижения нужной степени нагрева печь отключают, а топор оставляют в ней для постепенного охлаждения. Обычно процесс длится несколько дольше расчетного значения — около 10 часов.
Закалка
Для закалки металл надо снова нагреть до температуры 800-830°. Предварительно поверхность очищают от окалины, для чего надо использовать жесткий проволочный круг. Нагрев производят, пока металл не приобретет ярко-красный оттенок.
Важно! При нагреве до 800° придется пользоваться собственным пониманием ситуации, так как более корректных способов определения температуры в домашних условиях не существует. Рекомендуется заранее посмотреть на образец металла, нагретого для закалки, чтобы получить представление о том, как он должен выглядеть.
После нагрева металл надо охладить. Используют воду с температурой 30° и масло. В воду погружают рабочую часть топора (на 3-4 см), активно двигая для исключения образования парового слоя. Длительность погружения в воду — 3-4 секунды, после чего весь топор опускают в масло. При этом надо следить, чтобы оно не загорелось.
Отпуск
Отпуск — это заключительная часть всего процесса, предназначенная для снятия напряжений металла и уменьшения его хрупкости. Перед началом отпуска необходимо вновь почистить поверхность топора проволочным кругом, поскольку понадобится осуществлять визуальный контроль поверхности. Она должна приобрести синий цвет побежалости, соответствующий правильной степени нагрева.
Процедуру производят в обычной духовке, нагретой до 300°. Топор помещают в духовку и выдерживают 1 час, после чего извлекают и остужают естественным способом на открытом воздухе. Критерием качества закалки может стать пробная обработка напильником.
Внимание! Чем выше температура отпуска, тем мягче станет металл.
Закалка
Следующая операция термообработки – закалка. Как я уже говорил, закалка стали марки У7 производится при температуры 800-830 градусов. Нагревать топор можно на костре, в буржуйке или кирпичной печи. Как только металл перестанет магнититься, ждем еще несколько минут, а затем приступаем к закалке. Закалка производится в двух средах. Первая среда, это вода, подогретая до 30 градусов. Вторая – масло. В воду мы окунаем лезвие топора на 3-4 сантиметра. Интенсивно двигаем для того, чтобы паровая подушка не препятствовала охлаждению. Время нахождения в воде – порядка 3 секунд. Затем полностью окунаем топор в масло. Так как масло может загореться, держим наготове кусок плотной ткани. Для того, чтобы в случае возгорания закрыть ею ведро и прекратить доступ кислорода для горения. Контролируем твердость стали после закалки.
Лезвие после закалки получилось очень твердым, а значит и хрупким. Поэтому, путем отпуска его нужно будет сделать более мягким и пластичным. Для того, чтобы хорошо видеть цвета побежалости во время и после отпуска, зачищаем топор проволочным кругом. Вот, что имеем в итоге.
Способы закаливания
Для прокаливания простейших клинков из конструкционной стали можно использовать обычный костер. Поднять температуру выше требуемых 900 °С при обработке высокоуглеродистых сплавов на открытом огне невозможно. Для этой цели потребуется специальная муфельная печь (камера), изготовить ее можно своими руками.
В камере
При желании заняться самостоятельным изготовлением ножей, лучше использовать для этих целей печь из огнеупорной глины с обмоткой из нихрома. Термообработка будет проходить в идеальных условиях, при достаточно высокой температуре по заданному графику. Размер такой конструкции – 200х100х77 мм.
Вначале делается заготовка из картона, который покрывается парафином. Далее используется глина – ее наносят на бумагу слоем достаточной толщины таким образом, чтобы не осталось щелей. Особенно тщательно промазывают стыки. Дверку изготавливают отдельно.
Глина наберет необходимую прочность после тщательной просушки и дальнейшего прокаливания в духовом шкафу при 90-110 °С. Окончательный обжиг производится в печи на открытом огне при 900 °С. Остужать конструкцию следует медленно, поэтому раньше времени ее открывать не следует. После полного остывания глиняной камеры к ней крепят дверцы: делают это так, чтобы они распахивались горизонтально.
Хорошо просохшую заготовку обматывают проволокой из нихрома, которая будет служить нагревательным элементом. Ее понадобится около 18 метров. Витки должны идти плотно. Во избежание межвиткового замыкания проволоку следует предварительно обмазать влажной глиной. Нельзя забывать о проделывании в печи 2 отверстий. Одно необходимо для вставки термопары, измерительного прибора, с помощью которого можно будет контролировать процесс нагрева. Второе отверстие понадобится для контроля за процессом.
Схема: 1 — нихромовая проволока; 2 — внутренняя часть камеры; 3 — наружная часть камеры; 4 — задняя стенка с выводами спирали
Делаем глиняный кожух
Готовый вариант камеры
На открытом огне
Закалить лезвие клинка, изготовленного из металла марок 45 и 50, можно на обычном костре или с помощью газовой горелки. Для проведения работ понадобятся топливо для костра (угли), а также пара больших емкостей. В одной будет находиться машинное масло, во второй – вода. Для удержания горячего лезвия используют кузнечные клещи.
Так как длительное наблюдение за открытым огнем может повлиять на зрение, глаза следует защитить специальными очками. Не помешает также надеть спецодежду из хлопка – синтетика при попадании искры способна быстро воспламениться.
Отпуск
Последняя операция термообработки называется отпуск. Отпуск необходим для уменьшения хрупкости закаленной стали и снятия внутренних напряжений в металле, появившихся в процессе закалки. Отпуск я делаю в обычной духовке. Топор выдерживается один час при температуре 300 градусов, а затем остывает на воздухе. Вот такой красавчик у нас получился после отпуска. Цвет побежалости – синий, свидетельствует о том, что температура отпуска была примерно 300 градусов. Увидеть этот цвет можно, если повернуть определенным образом поверхность металла к освещению. Проверяем твердость металла после отпуска, и убеждаемся, что лезвие стало чуть мягче. Как мы уже знаем, температура закалки У7 стали 800-830 градусов. И уменьшать ее нельзя. При более низких температурах закалки может не произойти вообще. А что же делать в том случае, если после закалки нам необходимо получить пластичную сталь, с относительно невысокой твердостью? При такой ситуации закаляем сталь, как положено, но увеличиваем температуру отпуска. Чем выше температура отпуска, тем пластичнее и мягче будет сталь после отпуска. Данные о твердостях сталей после отпуска, в зависимости от температуры отпуска, есть на каждую марку в марочниках сталей.
Особенности технологии
В домашних условиях, если правильно подойти к делу, можно качественно закалить любой нож. Это может быть охотничий или складной нож, штык-нож или изделие в виде крюка, клинок, выполненный из напильника или подшипника, нож-бабочка и др. Несколько сложнее закалить в домашних условиях изделия, изготовленные из нержавеющих сталей, но и такая задача решаема, если внимательно изучить технологию процесса и подобрать соответствующее нагревательное оборудование.
В качестве охлаждающей среды при выполнении закалки как в производственных, так и в домашних условиях используют различные материалы. Так, наиболее распространенные охлаждающие среды – вода и масло – обеспечивают следующие скорости охлаждения нагретого стального изделия:
- масло при комнатной температуре – 150°/с;
- масло, нагретое до температуры 200°, – 300°/с;
- вода, температура которой составляет чуть выше 20°, – 450°/с;
- ледяная вода – 600°/с.
Отжиг ножа на открытом огне требует пристального внимания
Самой главной проблемой, с которой вы можете столкнуться, пытаясь в домашних условиях закалить нож, является перекаливание металла, что приводит к значительному увеличению его хрупкости. Надо также очень внимательно следить за равномерностью нагрева закаливаемого ножа, чтобы не столкнуться с образованием поперечных трещин на его лезвии.
Существует несложное правило, которого следует придерживаться, чтобы не столкнуться с такой проблемой: та часть лезвия, которая не будет затачиваться, нагревается трижды до фиолетового цвета, что соответствует температуре 285°, а режущая часть нагревается только один раз до желтого цвета, после чего степень ее нагрева проверяют при помощи магнита. Более подробно познакомиться с такой методикой можно, просмотрев соответствующее видео.
Цвета каления и побежалости углеродистых и малолегированных сталей
На нержавеющих сталях цвета побежалости появляются в той же последовательности, но при более высоких температурах
Различные охлаждающие среды обеспечивают и разную глубину закаленного слоя (прокаливаемость). Так, при охлаждении при помощи воды сталь прокаливается со скоростью 1 мм в секунду, а при использовании в качестве охлаждающей среды масла эта скорость уменьшается почти в два раза. Чтобы закалить обоюдоострый нож, получив твердые режущие кромки и упругую сердцевину, надо сделать следующее: нагретый до требуемой температуры клинок сначала опускают на две секунды в воду, а затем помещают в масло.
Еще одной технологией, позволяющей качественно закалить режущую кромку у лезвия со значительной толщиной, является закалка ножа в графите. Используя такую технологию, подробности которой также легко изучить по видео, можно качественно закалить ножи различных моделей и конфигураций (охотничий, штык-нож, нож-бабочка и др.). При этом качественно выполнить такую закалку можно и в домашних условиях.
Самодельный нож после закалки в графите
Нередко требуется осуществить зонный отпуск уже закаленного ножа, чтобы сделать его среднюю часть более упругой, сохранив твердость режущих лезвий. В домашних условиях такая технологическая операция выполняется по нижеприведенному алгоритму.
- Средняя часть клинка разогревается при помощи металлического прутка диаметром 10 мм, раскаленного до максимума.
- После прогрева средней части клинка его опускают в кипяток и выдерживают в нем на протяжении 2 часов.
- После выдержки в кипятке клинок опускают в ледяную воду.
Определять температуру отпуска можно по цветам побежалости – радужной пленке, появляющейся при нагреве зачищенной поверхности ножа: от светло-желтого (поз. 1) до голубоватого (поз. 6)
Если вы пробуете закалить свой нож в домашних условиях, следует придерживаться двух правил, которые позволят вам получить качественный результат.
- Объем используемой охлаждающей жидкости должен быть достаточно большим (минимум 20 литров). В противном случае жидкость будет сильно нагреваться, что изменит температурный режим и скорость охлаждения, а это в свою очередь отрицательно повлияет на результат всей технологической операции.
- Чтобы теплоотдача от нагретого ножа была равномерной и его не повело в процессе закалки, им нельзя двигать в охлаждающей среде – надо держать его неподвижно.
Закалка с самоотпуском
Еще один способ закалки инструмента — это закалка самоотпуском. В начале инструмент разогревается в печи до температуры закалки. Затем, режущая часть охлаждается до температуры 150-170 градусов. После этого режущая часть зачищается от окалины для того чтобы видеть цвета побежалости. Смотрим, как идет фиолетовый цвет. Инструмент выдерживается на воздухе до тех пор, пока тепло от раскаленной части не нагреет охлажденную часть до температуры 250-300 градусов. Об этом мы судим по цвету побежалости. Все фиолетовое. Охлаждаем. В качестве закалочной среды используется вода. Только для охлаждения режущей части она нагрета до 30 градусов. А для окончательного охлаждения топора она нагрета до 50 градусов.
Самоотпуск
Самоотпуск — это процесс, объединяющий операции закалки и отпуска в единую процедуру.
Суть его заключается в резком охлаждении рабочей части инструмента без дополнительного охлаждения всего топора целиком.
Рисунок 3 – Как меняется цвет стали при нагреве топора
Возникает ситуация, когда охлажденная часть нагревается до необходимой температуры за счет тепловой энергии от остальной, не подвергавшейся охлаждению, части.
Процесс контролируют по цвету побежалости.
Когда инструмент приобретает нужный цвет, его окончательно охлаждают в воде или в масле.
Самоотпуск — довольно сложная процедура, результат которой зависит от опыта и навыков мастера. Экономию времени она дает значительную, но неподготовленному человеку лучше выполнить весь процесс целиком, чтобы не пришлось выполнять всю операцию закалки повторно.
Длительность выдержки топора в печи, время, необходимое для обратного нагрева и остальные нюансы процесса зависят от массы факторов, вплоть до размеров и формы топора, поэтому получить ожидаемый результат с первого раза вряд ли удастся. Для первого раза рекомендуется привлечь к работе опытного термиста и получить от него массу полезной информации.
Источник