Вакуумная металлизация
Для изменения основных свойств металла, пластика, керамики или других материалов может проводиться процесс металлизации. Вакуумная металлизация – один из наиболее распространенных методов напыления металла, за счет чего образуется защитная поверхность с определенными свойствами, несвойственными подложке. Рассмотрим особенности технологии вакуумной металлизации подробнее.

Технологический процесс вакуумной металлизации
Рассматриваемый метод обработки деталей применяется достаточно давно. Вакуумная металлизация – процесс, основанный на испарении и выпадении конденсата материала на подложку. Среди особенностей данного процесса следует отметить нижеприведенные моменты:
- Универсальность и высокая эффективность метода определяет его большое распространение. В будущем ожидается более обширное применение процесса металлизации полимерных и других материалов. Развитие рассматриваемого метода обработки связывают с совершенствованием используемого оборудования. Так современные вакуумные установить позволяют автоматизировать процедуру металлизации деталей, повысить качество получаемых поверхностей, снизить себестоимость получаемых изделий. Единственное препятствие на пути развития данной отрасли – высокая стоимость современного оборудования и возникающие сложности при его установке, использовании и обслуживании.
- Технологический процесс вакуумной металлизации достаточно сложен, на результате отражается условие проведения каждого этапа. При нагреве материала, который должен стать будущим покрытием, он претерпевает большое количество изменений. Примером можно назвать то, что изначально покрытие испаряется, затем происходит адсорбция, после чего выпадение конденсата и кристаллизация для закрепления слоя на поверхности.
- На качество получаемого результата оказывает воздействие достаточно большое количество факторов, среди которых отметим физико-химические качества подложки, выдерживаемые условия проведения металлизации.
- Образование напыляемого покрытия при металлизации происходит в два основных этапа: перенос энергии и массы от источника к поверхности и их распределение по всей подложке.
Технология вакуумной металлизации подходит для обработки самых различных деталей. В качестве примера можно привести рулонные материалы из пластика или пластмассы.
Типовая технология состоит из нескольких основных этапов:
- Подготовка детали к проводимому процессу. Среди требований, которые предъявляются к детали можно отметить отсутствие острых кромок и скрытых участков от прямолинейного попадания конденсата. Вакуумная металлизация пластмасс или других материалов возможна только в том случае, если фора заготовки не сложная.
- Обезжиривание и сушка. Некоторые материалы могут содержать большое количество адсорбированной влаги, к примеру, полимеры. Сушка проводится при температуре около 80 градусов Цельсия, время выдержки составляет 3 часа. Обезжиривание уже проводится в вакуумной камере на подготовительном этапе. Технология обезжиривания предусматривает разматывание рулона и воздействие тлеющего разряда. Как показывают результаты проведенных исследований, выполнение отжига на стадии подготовки полимеров благоприятно сказывается на структуре рассматриваемого материала, так как существенно снижается показатель внутреннего напряжения. Вакуумная рулонная металлизация должна проводится с исключением вероятности образования складок на этапе подготовке заготовки, так как их можно назвать дефектов.
- Этап активационной обработки поверхности. Вакуумная металлизация пластика и других материалов предусматривает активацию поверхности. При этом могут использоваться самые различные методы активации, выбор которых зависит от качеств самого материала. Данный процесс предназначен для повышения показателя адгезии поверхности.
- Нанесение вещества на поверхность. В большинстве случае вакуумная металлизация алюминия или другого сплава проходит при применении резистивного метода испарения при условии воздействия температуры. Вольфрамовая технология испарения применяется намного реже, так как предусматривает нагрев среды до небольшой температуры, в результате чего испаритель разрушается за минимальные сроки.
- Заключительный этап касается контроля качества металлизации. Если наносимый слой носит декоративный характер, то в большинстве случаев контроль качества заключается в регистрации оптических свойств. Кроме этого уделяется внимание равномерности напыления, прочности соединения поверхностного слоя и структуры.
Технология вакуумной металлизации пластмасс и других материалов сложна, для получения качественной поверхности нужно соблюдать все условия обработки.
Область применения вакуумной металлизации
При рассмотрении области применения данной технологии отметим, что она может применяться для покрытия следующих материалов:
- пластика;
- алюминия;
- различных полимеров;
- стекла;
- керамики;
- металлов.

Вакуумная металлизация изделий из стекла
Наибольшее распространение получила металлизация пластмассовых изделий. Это связано с тем, что подобным образом изделие из дешевого пластика приобретает более привлекательный вид.
Если нужно сэкономить на производстве, но при этом обеспечить высокие декоративные качества, проводится напыление алюминия или других металлов.
Примером назовем изготовление деталей автомобилей, которые используются при отделке салона. Китайские и японские автопроизводители давно начали применять рассматриваемую технологию для удешевления своих автомобилей. При этом применение вакуумной металлизации проводится не только в декоративных целях, за счет более высокой прочности поверхностного слоя детали служат дольше, снижается степень трения. Однако металлизация не позволяет повысить прочность всего полимерного изделия.
Данная технология применяется и при производстве различных вещей, применяемых в быту, недорогих украшений. Большое распространение связано с тем, что поверхностный слой не истирается на протяжении длительного периода эксплуатации. Ранее применяемые технологии напыления не предусматривали создание высокой адгезии между подложкой и декоративным покрытием.
Преимущества вакуумной металлизации
У данной технологии есть довольно большое количество преимуществ:
- Возможность автоматизации процесса. Как ранее было отмечено, устанавливаемое оборудование позволяет максимально автоматизировать рассматриваемый процесс, за счет чего снижается вероятность появления дефектов из-за ошибки человека.
- Получаемая поверхность будет равномерной, что обеспечивает привлекательный вид и высокие эксплуатационные качества детали. Как правило, после металлизации поверхность полимеров напоминает шлифованный металл.
- При соблюдении технологии напыления поверхностный слой может прослужить в течении многих лет. Этап контроля качества позволяет исключить вероятность откалывания поверхностного напыляемого слоя или его быстрое истирание.
- Подобным образом можно придать изделию самые различные качества: коррозионную стойкость, электрическую проводимость, уменьшить степень трения, повысить твердость поверхности. В большинстве случаев вакуумная металлизация применяется для декорирования деталей.
- Основные эксплуатационные качества подложки остаются практически неизменными. Нагрев материала при этапе просушки проходит до температуры, которая не приведет к перестроению его структуры.
- Технология может применяться на финишном этапе изготовления детали. При правильном выполнении всех этапов проводить доработку обрабатываемых деталей не нужно.

Вакуумная металлизация декоративных изделий
Если рассматривать недостатки, то следует отметить сложность процесса перехода напыляемого вещества из одного состояния в другой. Обеспечить требуемые условия можно исключительно при установке специального оборудования. Поэтому своими руками провести вакуумную металлизацию с обеспечением высокого качества поверхности практически не возможно.
В заключение отметим, что даже небольшая толщина металлического слоя на полимерном покрытии способна придать полимерам металлический блеск и электропроводность, защитить структуру от воздействия солнечного света и атмосферного старения. При этом создаваемый слой может иметь толщину всего несколько долей миллиметра, за счет чего вес изделия остается практически неизменным. Кроме этого вакуумная металлизация позволяет получить совершенно уникальный материал, который будет обладать гибкостью и легкостью, а также свойствами, которые присущи металлам.
Источник
Установка вакуумной металлизации VTT 1000 «U»
Здравствуйте, сегодня я хотел бы рассказать вам о вакуумной металлизации применительно к одной из существующих установок.
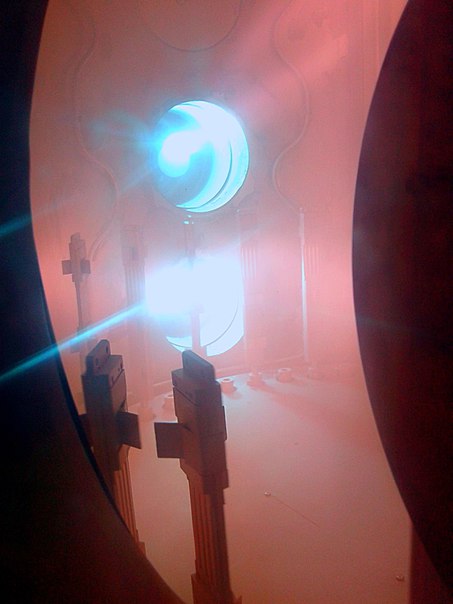
На фото вы можете видеть процесс работы катодно-дугового испарителя, осаждающего на изделия микронную пленку хрома за пару минут.
Желающих узнать как оно работает и почему прошу под кат.(много фото)
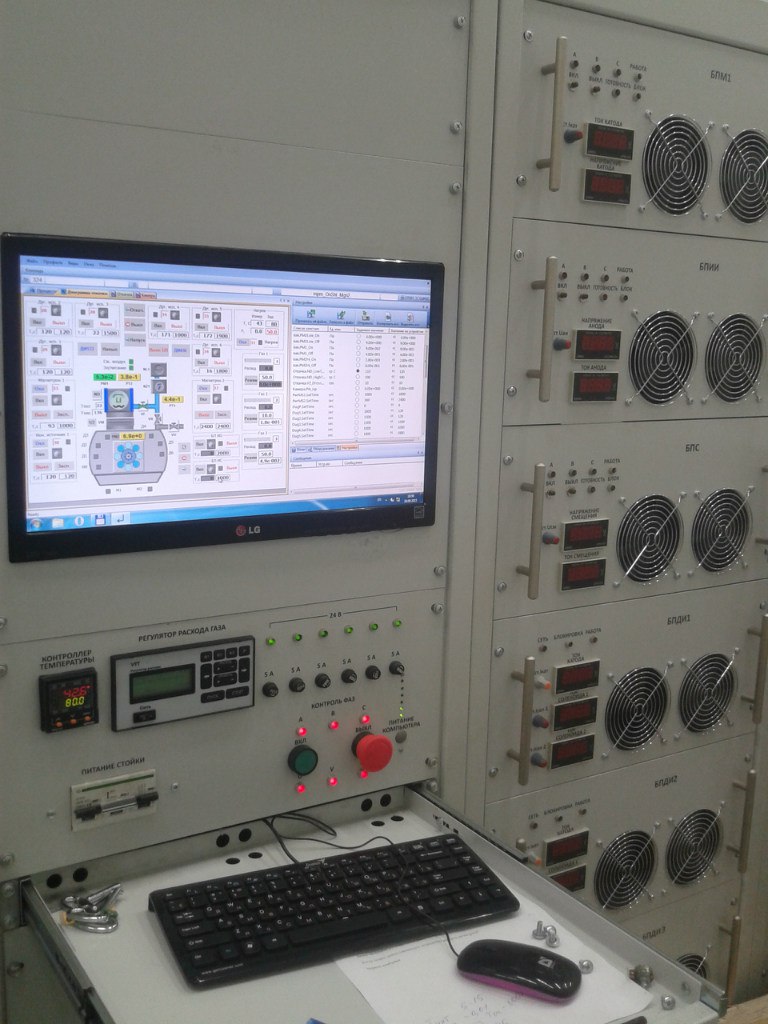
Начнем с самого очевидного — фото установки снаружи и общего описания элементов, для желающих под спойлером будут подробности.

Блоки справа — это управление отдельными силовыми элементами: магнетронами(нет не как в микроволновке), катодно-дуговыми испарителями, блоком ионной очистки, блоком питания стола с изделиями.
Левая стойка содержит ПК с мнемосхемой происходящего и возможностью управлять процессом, управление питанием, блок предохранителей, дублирование расхода натекателей легирующих газов и аварийную кнопку.
Возможности управления мнемосхемой весьма велики — включение отдельного каждого элемента(испарителей, натекателей, вращения стола и тд), настройка его параметров(ток, напряжение, расход газа ), включение охлаждения и вращения стола.
Так же позволяет задавать последовательность действий и создавать техпроцесс под требуемые задачи, что довольно удобно в обслуживании оператором.
Единственное неудобство вызвала клавиатура, оператором не используемая в принципе, у которой залипла стрелка вправо(листание констекстного меню) и при выборе режимов работы устроила Ад и Израиль в виде самопроизвольных действий, заставив наладчиков немного поседеть.
Сам корпус камеры достаточно велик, поэтому в кадр полностью не влез.

Чуть позже мы ее откроем и посмотрим, что внутри, а так же увидим, как происходит непосредственно процесс напыления.
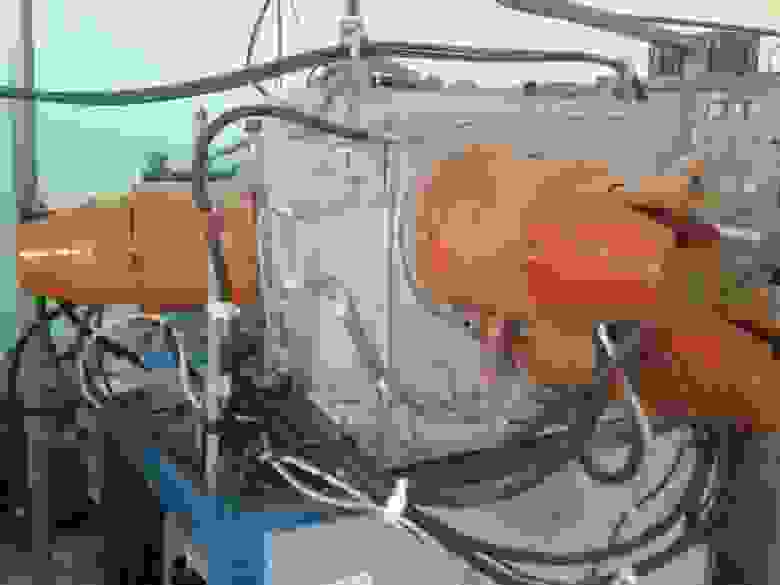
Теперь обойдем установку для осмотра насосной группы и крепления испарительных катодов.
Первыми на глаза попадутся катоды, их три штуки в ряд с каждой стороны. Это позволяет поставить шесть различных материалов.
Состоят они из магнитной системы (под серым цилиндром — 2 индуктивных катушки для фокусировки и стабилизации разряда), силовых кабелей(присоединенных к сварочному аппарату и корпусу), кабелей формирования поджига(как при сварке — коснулся, дугу зажег и дальше она горит сама) и шлангов охлаждения.
На двери вы видите маленькие закрепленные цилиндры — это натекатели, позволяющие очень точно дозировать легирующий газ, так как для техпроцесса важно удерживать давление в определенном диапазоне.

Вид извлеченного катода( про их работу можно почитать тут и тут)

Он разбирается на тело катода

И головку катода, из распыляемого материала. На фото представлен хромовый катод припаянный на медный байонетный разъем.

Сразу под ними находится узел распределения охлаждения, он не очень примечателен, но полностью автоматизирован, что греет душу, так как если забыть включить охлаждение, то произойдет авария.
Идем дальше и видим сердце установки — насосную группу. Она состоит из трех различных насосов, рассчитанных на работу в различном диапазоне давлений, могущих объединяться последовательно для поддержания друг друга.
Форвакуумный насос(пластинчато-роторный) — создает предварительное разрежение, позволяющее включить следующий насос.

Насос Рутса — создает уже ощутимое разряжение и позволяет консервировать камеру в промежутки работы.
Направо идет на вход форвакуумного насоса, а налево на выход высоковакуумного.

Ну и звезда нашего шоу — диффузионный насос(подробней про применение), позволяет создать условия для работы магнетронов и катодов в условиях напуска легирующего газа.
Сверху вы видите пневмопривод вакуумного затвора, позволяющего отсечь насос во время загрузки камеры.
Чуть ниже вы видите прямоугольник, являющийся ловушкой для паров кипящего в насосе масла. В ловушку поступает хладагент, охлаждающий ее и пары масла конденсируются на ней не выходя в камеру(выходя конечно, но в пренебрежительно малом количестве).


Внешний осмотр закончен, пора заглянуть внутрь. Трясущимися от ужаса руками, откроем дверь вакуумной камеры и первое, что бросится в глаза — это стол, на котором закрепляются детали, которые необходимо покрыть.
Он снабжен планетарной передачей, чтобы детали вращались и вокруг оси стола и вокруг своей оси, для более равномерного покрытия(синева появилась после напыления).

Чуть выше мы видим катоды с лицевой стороны. Трубки вокруг — это нагревательный элемент, позволяющий прогреть стенку камеры в вакууме для удаления водяных паров.
Чуть правее видно(но плохо) заслонку, ограждающую насосы от продуктов напыления

Извините за плохое качество, но сфокусировать лучше не удалось.


Чуть левее видна ионная очистка — выпускает «ленту» заряженных частиц через щелевой зазор, попадающих на изделия и немного распыляющих их поверхность для удаления загрязнений и лучшей адгезии напыляемого материала.

Посмотрим еще левее, на дверь. В ней спрятаны магнетроны(здесь титановые).

Для защиты материала магнетронов от продуктов распыления катодов их можно спрятать за заслонки управляемые с ПК.

Ну и в конце видео процесса.
Дополнения по просьбам трудящихся
Напыляли зеркало с самопальной гравировкой(женским лицом), получилось прекрасно, но фото не сохранилось.
Покрытые медью ситалло-ферритовые стержни. 
Они же в приспособлениях с масками напыления. 
Они же с травмами 
Пачка пробных стекляшек, пробовали различные толщины. 

Покрытие нитридом титана дает золотистое покрытие и повышенную прочность поверхности на износ. 
Различными материалами просветляют оптику. Очень интересное направление. 

Преимущество данного метода — равномерность покрытия, толщины покрытия до нанометров, возможность покрытия диэлектриками, возможность лютых комбинаций материалов и куча вариантов исполнения испарителей.
На заказ вы можете сделать по знакомству, ну или найдя работника данной установки.
Обработка одного стержня с фото выше добавляла к его стоимости 1000р, стоимостью работ для физ лиц не владею.
Источник