- КАК СДЕЛАТЬ ВИНТ И КРЫЛЬЯ АВТОЖИРА
- НЕСУЩИЙ ВИНТ АВТОЖИРА
- Автожир своими руками: чертежи, описание. Самодельные автожиры
- Автожир: характеристики
- Автожир своими руками
- Рекомендации
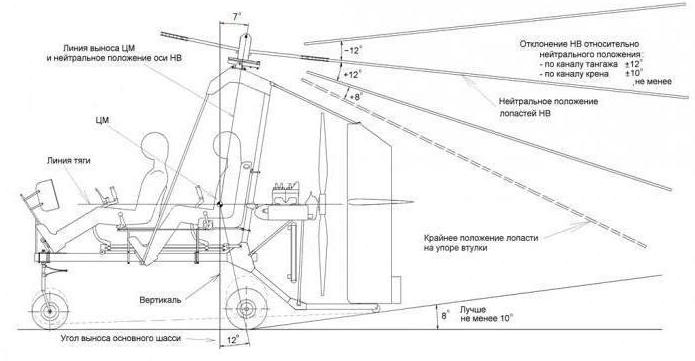
- Основные геометрические параметры автожира, имеющего шасси с носовым колесом
- Основа летательного аппарата
- Элементы килевой балки
- Рама для автожира
- Сборка основы
- Спинка, сиденье и шасси
- Ротор автожира и цена
КАК СДЕЛАТЬ ВИНТ И КРЫЛЬЯ АВТОЖИРА
ВИНТ И КРЫЛЬЯ АВТОЖИРА Можно без преувеличения сказать, что главное в планере-автожире — это несущий винт. От правильности его профиля, от веса, точности центровки и прочности зависят полетные качества автожира. Правда, безмоторный аппарат на буксире за автомобилем поднимается всего на 20— 30 м. Но и полет на такой высоте требует обязательного соблюдения всех ранее высказанных условий.
Лопасть автожира (рис. 1) состоит из главного, воспринимающего все нагрузки элемента — лонжерона, нервюр (рис. 2), промежутки между которыми заполнены пластинами из пенопласта, и задней кромки, изготовляемой из прямослойной сосновой рейки. Все эти части лопасти склеиваются синтетической смолой и после надлежащего профилирования оклеиваются стеклотканью для придания дополнительной прочности и герметичности. Материалы для лопасти: авиационная фанера толщиной 1 мм, стеклоткань толщиной 0,3 и 0,1 мм, эпоксидная смола ЭД-5 и пенопласт ПС-1.
Смола пластифицируется дибутилфталатом в количестве 10—15%. Отвердителем служит полиэтилен полиамин (10%). Изготовление лонжерона, сборка лопастей и их последующая обработка производятся на стапеле, который должен быть достаточно жестким и иметь прямолинейную горизонтальную поверхность, а также одну из вертикальных кромок (их прямолинейность обеспечивается строжкой под линейку типа лекальной, не менее 1 м длиной). Стапель (рис. 3) делают из сухих досок. К вертикальной продольной кромке (прямолинейность которой обеспечена) на время сборки и склейки лонжерона крепятся винтами металлические установочные пластинки на расстоянии 400—500 мм друг от друга. Верхний край их должен возвышаться над горизонтальной поверхностью на 22— 22,5 мм.
Для каждой лопасти автожир следует заготовить 17 полос фанеры, раскроенных по чертежу лонжерона наружным слоем вдоль, с припусками на обработку по 2—4 мм на сторону. Поскольку размеры листа фанеры 1500 мм, в каждом слое неизбежна склейка полос на ус не менее чем 1 : 10, а стыки в одном слое должны отстоять от стыков в другом, следующем за ним на расстоянии 100 мм. Отрезки фанеры располагаются так, что первые стыки нижнего и верхнего слоев отстоят от комлевого торца лонжерона на 1500 мм, второго и предпоследнего слоев — на 1400 мм и т. д., а стык среднего слоя будет на расстоянии 700 мм от торца комлевой части лопасти.
Соответственно будут распределяться вдоль лонжерона вторые и третьи стыки заготовляемых полос. Кроме того, нужно иметь 16 полос стеклоткани толщиной 0,3 мм и размером 95X3120 мм каждая. Предварительно они должны подвергнуться обработке для удаления замасливателя. Склеивать лопасти нужно в сухом теплом помещении при температуре 18—20° С.
ИЗГОТОВЛЕНИЕ ЛОНЖЕРОНА АВТОЖИРА Перед сборкой заготовок стапель выстилается калькой; чтобы они не слипались. Затем укладывается и выравнивается относительно установочных пластин первый слой фанеры. Его прикрепляют к стапелю тонкими и короткими гвоздями (4— 5 мм), которые вбивают у комля и у конца лопасти, а также по одному с каждой стороны стыков для предотвращения смещения отрезков фанеры по смоле и стеклоткани в процессе сборки. Поскольку они останутся в слоях, их вколачивают вразброс.
Гвозди вбивают указанным порядком и для закрепления всех последующих слоев. Они должны быть из достаточно мягкого металла, чтобы не повреждать режущие кромки инструмента, употребляемого для дальнейшей обработки лонжерона. Слои фанеры обильно смачивают при помощи ролика или кисти смолой ЭД-5. Затем последовательно накладывают на фанеру полосу стеклоткани, которую разглаживают рукой и деревянной гладилкой, пока на ее поверхности не покажется смола. После этого на ткань кладут слой фанеры, у которого сначала смазывают смолой ту сторону, которая ляжет на стеклоткань. Набранный таким образом лонжерон покрывают калькой, укладывают на него рейку размером 3100X90X40 мм.
Между рейкой и стапелем струбцинами, расположенными на расстоянии 250 мм друг от друга, по всей длине рейки производят обжатие набранного пакета, пока его толщина не сравняется с верхними кромками установочных пластин. Излишки смолы надо удалить до ее затвердения. * — — ш — — Заготовка лонжерона снимается со стапеля через 2—3 суток и обрабатывается до ширины 70 мм в профильной части, 90 мм — в комлевой, а также длины между торцами — 3100 мм. Необходимое требование, которое следует соблюсти на этом этапе, — обеспечение прямолинейности поверхности лонжерона, образующей в процессе дальнейшего профилирования переднюю кромку лопасти.
Поверхность, к которой будут приклеиваться нервюры и заполнитель из пенопласта, должна быть также достаточно прямолинейной. Обрабатывать ее следует рубанком и обязательно с ножом из твердых сплавов или в крайнем случае, драчевыми напильниками. Все четыре продольные поверхности заготовки лонжерона должны быть взаимно перпендикулярными.
ПРЕДВАРИТЕЛЬНОЕ ПРОФИЛИРОВАНИЕ Разметку заготовки лонжерона производят так. Ее кладут на стапель и на концевом торце, передней и задней плоскостях наносят линии, отстоящие от поверхности стапеля на расстоянии 8 мм. На концевом торце, кроме того, вычерчивают с помощью шаблона (рис. 4) полный профиль лопасти в масштабе 1 : 1. Особой точности при изготовлении этого вспомогательного шаблона не требуется. С наружной стороны шаблона наносят линию хорды и на ней у носка профиля и в точке на расстоянии 65 мм от него сверлят два отверстия 6 мм
Глядя сквозь отверстия, совмещают линию хорды шаблона с линией, проведенной на концевом торце лонжерона, чтобы нанести на нем линию, определяющую границу профилирования. Во избежание сдвигов шаблон крепится. К торцу тонкими гвоздями, под которые в нем сверлятся произвольно расположенные по их диаметру отверстия. Обработку лонжеронов по профилю производят простым рубанком (грубая) и плоским драчевым напильником.
В продольном направлении ее контролируют линейкой. Завершив обработку, приклеивают нервюры к задней поверхности лонжерона. Точность их установки обеспечивается тем, что на них в ходе изготовления наносят линию хорды, которая совмещается с линией хорды, нанесенной на задней плоскости заготовки лонжерона, а также визуальной проверкой прямолинейности их расположения относительно вспомогательного шаблона.
Его снова крепят для этой цели к концевому торцу. Нервюры располагают на расстоянии 250 мм друг от друга, причем первая выставляется в самом начале профиля лонжерона или на расстоянии 650 мм от торца комлевой его части.
Рис- 1. Сборочный чертеж лопасти автожира: 1 — лонжерон (фанера, склеенная со стеклотканью); 2 — накладна (дуб или ясень); 3 — задняя кромка (сосна или липа>; 4 — планка (сосна или липа); 5 — заполнитель (пенопласт); 6 — обшивка (2 слоя стеклоткани толщиной 0,1 мм); 7 — триммер (дюралюминий марки Д-16М толщ. 1 мм, 2 шт.); 8 — нервюра (фанера толщ- 2 мм, слой вдоль).
Источник
НЕСУЩИЙ ВИНТ АВТОЖИРА
Ю. РЫСЮК, инженер
СБОРКА И РЕГУЛИРОВКА
В предыдущем номере журнала был подробно описан технологический процесс изготовления лопастей несущего винта автожира.
Следующим этапом является балансировка лопастей по хорде, сборка и балансировка несущего винта по радиусу лопастей. От точности установки последних, зависит плавность работы несущего винта, в противном случае будут возникать повышенные нежелательные вибрации. Поэтому к сборке надо отнестись очень серьезно не спешить, не начинать работу, пока не будет подобран весь необходимый инструмент, приспособления и не подготовлено рабочее место. При балансировке и сборке надо постоянно контролировать свои действия лучше семь раз отмерить, чем один раз упасть хотя бы с малой высоты.
Процесс балансировки лопастей по хорде в данном случае сводится к определению положения центра тяжести элемента лопасти.
Основная цель, вызывающая необходимость балансировки лопасти по хорде, уменьшить тенденцию к возникновению колебаний флаттерного типа. Хотя у описываемой машины возникновение этих колебаний маловероятно, однако помнить о них нужно, и при регулировке следует приложить все усилия для того, чтобы ЦТ лопасти находился в пределах 20-24% хорды от носика профиля. Профиль лопасти NACA-23012 имеет очень малое перемещение центра давления (ЦД точка приложения всех аэродинамических сил, действующих на лопасть в полете), который находится в тех же пределах, что и ЦТ. Это позволяет совместить линии ЦТ и ЦД, что практически означает отсутствие пары сил, вызывающих закручивание лопасти несущего винта.
Предлагаемая конструкция лопасти обеспечивает требуемое положение ЦТ и ЦД при условии изготовления их строго по чертежу. Но даже при самом тщательном подборе материалов, соблюдении технологии весовое несоответствие может возникнуть, в связи с чем и выполняются балансировочные работы.
Определить (с некоторыми допустимыми погрешностями) положение ЦТ изготовленной лопасти можно, изготовив лопасти с припуском на концах 50-100 мм. После окончательной опиловки припуск отрезается, на лопасть ставится законцовка, а отрезанный элемент подвергается балансировке.
На трехгранную, горизонтально расположенную призму своей нижней поверхностью кладут элемент лопасти (рис. 1). Его плоскость сечения по хорде должна быть строго перпендикулярна ребру призмы. Передвижением элемента лопасти вдоль хорды добиваются его равновесия и замеряют расстояние на носке профиля до ребра призмы. Это расстояние должно составлять 20-24% от длины хорды. Если ЦТ выйдет за этот максимальный предел, на носик профиля в концевой части лопасти надо будет навесить противофлаттерный груз такого веса, чтобы ЦТ сместился вперед на необходимую величину.
Комель лопасти усилен накладками, которые представляют собой стальные пластины толщиной 3 мм (рис. 2). Они крепятся к комлю лопасти пистонами Ø8 мм и заклепками впотай на каком-либо клее: БФ-2, ПУ-2, ЭД-5 или ЭД-6. Перед установкой накладок ко« мель лопасти зачищается грубой наждачной бумагой, а сама накладка обрабатывается пескоструйным аппаратом. Склеиваемые поверхности деталей, то есть комель лопасти, накладки, отверстия под пистоны и сами пистоны, обезжиривают и тщательно смазывают клеем. Затея расклепывают пистоны и ставят заклепки (по 4 штуки на каждую накладку). После этой операции лопасти готовы к разметке для установки их на втулку.
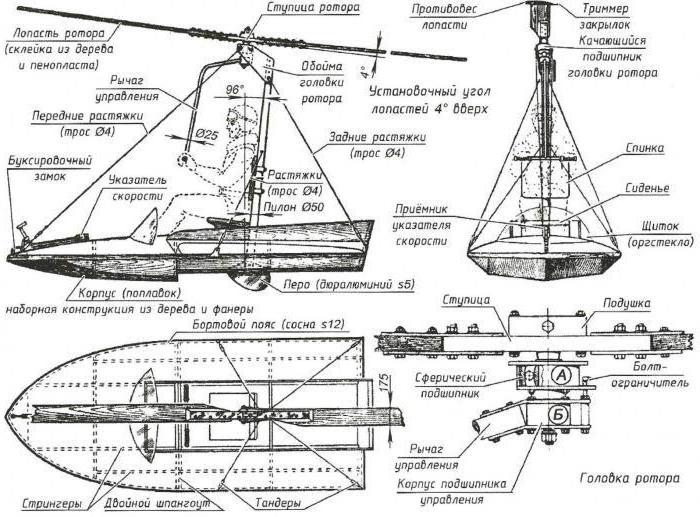
Несущий винт автожира (рис. 3) состоит из двух лопастей, втулки, оси винта с подшипниками качения, корпуса подшипников горизонтального шарнира и ограничителя углов отклонения оси несущего винта.
Втулка состоит из двух деталей: П-образной фермы и нижней пластины (рис. 4). Ферму желательно делать из поковки. При изготовлении ее из проката надо обратить особое внимание на то, чтобы направление проката было обязательно параллельно продольной оси фермы. Такое же направление проката должно быть и на нижней пластинке, которая делается из листа дюралюминия марки Д16Т толщиной 6 мм.
Обработка фермы ведется по операции в следующем порядке: сначала фрезеруют заготовку, оставляя припуск по 1,5 мм на сторону, затем ферму подвергают термической обработке (закалке и старению), после чего производится окончательная фрезеровка согласно чертежу (см. рис. 4). Потом шабером и наждачной бумагой на ферме выводятся все поперечные риски я наносится продольный штрих.
Ось (рис. 5) крепится на пилоне на двух взаимно перпендикулярных осях, которые позволяют ей отклоняться от вертикали на заданные углы.
На верхнюю часть оси насажены два подшипника качения: нижний радиальный № 61204, верхний радиально-упорный № 36204. Подшипники заключены в корпус (рис. 6), который своим нижним внутренним бортиком воспринимает в полете всю нагрузку от веса автожира. При изготовлении корпуса надо обратить особое внимание на обработку сопряжения бортика с цилиндрической частью. Подрезы и риски в месте сопряжения недопустимы. В верхней части корпус подшипников имеет два ушка, в которые запрессованы бронзовые втулки. Отверстия во втулках обрабатываются развертками после их запрессовки. Ось втулок должна проходить через ось вращения корпуса строго перпендикулярно ей. Сквозь отверстия в ушках корпуса подшипников и втулки, которые запрессованы в щеки фермы, проходит болт (рис. 7), являющийся горизонтальным шарниром несущего винта автожира, относительно оси которого лопасти совершают маховые движения.
Источник
Автожир своими руками: чертежи, описание. Самодельные автожиры
Для того чтобы начать собирать что-либо своими руками, необходимо разобраться с основами. Что представляет собой автожир? Это летательный аппарат, который отличается сверхлегкостью. Он является винтокрылой воздушной моделью, которая при полете опирается на несущую поверхность, свободно вращающегося в режиме авторотации несущего винта.
Автожир: характеристики
Данное изобретение принадлежит испанскому инженеру Хуану де ла Сиерва. Сконструирован этот летательный аппарат был в 1919 году. Стоит сказать, что в то время все инженеры пытались построить вертолет, но вышло именно это. Конечно, конструктор не решил избавиться от своего проекта, а в 1923 году выпустил первый в мире автожир, который мог летать за счет эффекта авторотации. Инженер даже создал собственную фирму, которая занималась производством этих аппаратов. Так продолжалось до тех пор, пока не были изобретены современные вертолеты. В этот момент автожиры утратили свою актуальность практически полностью.

Автожир своими руками
Будучи когда-то основным летательным аппаратом, сегодня автожир превратился в пережиток истории, который можно собрать своими руками у себя дома. Стоит сказать, что это очень даже неплохой вариант для тех людей, кто очень хочет «научиться летать».
Чтобы сконструировать этот летательный аппарат, нет необходимости покупать дорогостоящие детали. К тому же, для его сборки не понадобится специальное оборудование, большое помещение и т. д. Собрать его можно даже в квартире, если в комнате достаточно места и соседи не против. Хотя небольшое число элементов автожира все же будет нуждаться в обработке на токарном станке.
В остальном же, сборка автожира своими руками — это довольно простой процесс.

Рекомендации
Несмотря на то, что аппарат довольно прост, существует несколько видов этой конструкции. Однако, для тех, кто решился создавать его самостоятельно и впервые, рекомендуется начать с такой модели как автожир-планер.
Недостатком этой модели станет то, что для его подъема в воздух понадобится машина и трос, длиной около 50 метров или больше, который можно будет закрепить на автомобиле. Тут необходимо понимать, что высота полета на автожире будет ограничена длиной этого элемента. После того, как такой планер будет поднят в воздух, у пилота должна будет быть возможность сбросить трос.
После отсоединения от автомобиля летательный аппарат начнет медленно планировать вниз под углом примерно в 15 градусов. Это необходимый процесс, так как он позволит пилоту выработать все необходимые навыки пилотирования, прежде чем отправиться в настоящий, свободный полет.
Основные геометрические параметры автожира, имеющего шасси с носовым колесом
Для того, чтобы перейти к настоящему полету, к автожиру своими руками необходимо добавить еще одну деталь — двигатель с толкающим винтом. Максимальная скорость аппарата с таким типом двигателя составит около 150 км/ч, а максимальная высота увеличится до нескольких километров.
Основа летательного аппарата
Итак, изготовление автожира своими руками необходимо начинать с основы. Ключевыми деталями этого устройства будут три дюралюминиевых силовых элемента. Первые две детали — это килевая и осевая балки, а третий — это мачта.
К килевой балке спереди необходимо будет добавить управляемое носовое колесо. Для этих целей можно использовать колесо от спортивного микроавтомобиля. Важно отметить, что эта деталь должна быть оснащена тормозным устройством.
К концам осевой балки с обеих сторон также нужно прикрепить колеса. Для этого вполне подойдут небольшие колеса от мотороллера. Вместо колес можно монтировать поплавки, если планируется использовать автожир как средство для полета на буксире за катером.
Кроме этого, к концу килевой балки нужно добавить еще один элемент — ферму. Фермой называют треугольную конструкцию, которая складывается из дюралюминиевых уголков, а после усиливается прямоугольными листовыми накладками.
Можно добавить, что цена автожира довольно высока, а его изготовление своими руками не только реально, но и помогает хорошо сэкономить.

Элементы килевой балки
Предназначение крепления фермы на килевую балку — это соединение аппарата и автомобиля посредством троса. То есть он надевается именно на эту деталь, которая должна быть обустроена так, чтобы пилот, когда дернет за нее, мог сразу же освободиться от сцепления с тросом. Кроме этого, эта деталь служит платформой для размещения на ней простейших летательных приборов — индикатора воздушной скорости, а также индикатора бокового сноса.
Под этим элементом располагается педальный узел с тросовой проводкой к рулю управления средством.
Самодельный автожир также должен быть оснащен оперением, располагающимся на противоположном конце килевой балки, то есть сзади. Под оперением понимают горизонтальный стабилизатор и вертикальный, который выражен через киль с рулем управления.
Последняя хвостовая деталь — это предохранительное колесо.
Рама для автожира
Как говорилось ранее, рама самодельного автожира состоит из трех элементов — килевой и осевой балки, а также из мачты. Изготавливаются эти детали из дюралюминиевой трубы, с сечением 50х50 мм, а толщина стенок должна быть 3 мм. Обычно такие трубы используются в качестве основы для окон, дверей, витрин магазинов и т.д.
Если не хочется использовать этот вариант, можно сконструировать автожир своими руками при помощи коробчатых балок из дюралюминиевых уголков, которые соединяются при помощи аргонодуговой сварки. Лучшим вариантом материала считается Д16Т.

При установке разметки для сверления отверстий необходимо следить, чтобы сверло только коснулось внутренней стенки, но не повредило ее. Если говорить о диаметре требуемого сверла, то он должен быть таким, чтобы модель болта Мб входила в отверстие как можно плотнее. Проводить все работы лучше всего электрической дрелью. Использовать ручной вариант здесь неуместно.
Сборка основы
Прежде чем приступить к сборке основания, лучше всего составить чертеж автожира. При его составлении и последующем соединении основных деталей необходимо учитывать, что мачта должна быть немного отклонена назад. Для того, чтобы добиться этого эффекта, перед установкой у нее немного подпиливается основание. Это необходимо сделать для того, чтобы лопасти несущего винта имели угол атаки в 9 градусов, когда автожир просто стоит на земле.

Этот момент очень важен, так как обеспечение нужного угла создаст необходимую подъемную силу даже при небольшой скорости буксировки аппарата.
Расположение осевой балки — поперек килевой. Крепление осуществляется также к килевой балке при помощи четырех болтов Мб, а для большей надежности они должны быть снабжены законтренными разрезными гайками. Кроме этого, для увеличения жесткости автожира балки соединяются между собой четырьмя раскосами из стального уголка.
Спинка, сиденье и шасси
Для того, чтобы прикрепить раму к основе, необходимо использовать два дюралюминиевых уголка 25х25 мм спереди, прикрепив их к килевой балке, а сзади крепить к мачте при помощи кронштейна из стального уголка 30х30 мм. Спинка привинчивается к раме сиденья и к мачте.
На эту деталь также надеваются кольца, которые вырезаются из резиновой камеры колеса. Чаще всего для этих целей используется камера колеса грузового транспорта. Сверху на эти кольца накладывается поролоновая подушка, которая привязывается тесемками и обшивается прочной тканью. На спинку лучше всего натянуть чехол, который будет выполнен из той же ткани, что и сиденье.
Если говорить о шасси, то передняя стойка должна иметь вид вилки, которая выполнена из листовой стали, а также иметь колесо от карта, поворачивающееся вокруг вертикальной оси.
Ротор автожира и цена
Очень важным требованием для стабильной работы летательного аппарата является плавная работа ротора. Это очень важно, так как сбой в работе этой детали вызовет тряску всей машины, что сильно повлияет на прочность всей конструкции, будет мешать стабильной работе самого же ротора, а также нарушать регулировку деталей. Чтобы избежать всех этих неприятностей, очень важно правильно сбалансировать этот элемент.
Первый способ балансировки заключается в том, что элемент обрабатывается целиком, как обычный винт. Для этого необходимо очень жестко закрепить лопасти на втулке.
Второй способ — это балансировка каждой лопасти по отдельности. В таком случае необходимо добиться одинакового веса от каждой лопасти, а также достичь того, чтобы центр тяжести каждого элемента находился на одинаковом расстоянии от корня.
Цена автожира, изготовленного на заводе, начинается от 400 тысяч рублей и доходит до 5 миллионов рублей.
Источник