- Винтовая передача своими руками
- ЧПУ станок своими руками чертежи
- Конструкция станка ЧПУ.
- Ходовая часть.
- Каретка «Х»
- Каретка «Y»
- Каретка «Z»
- Конструкция и назначение шарико-винтовых передач для станков с ЧПУ
- Назначение шарико-винтовых пар
- Области применения ШВП
- Характеристики ШВП для оборудования с ЧПУ
- Установка ШВП на станок с ЧПУ
- Простой и недорогой 3-х осевой станок с ЧПУ своими руками
- Характеристики станка
- Необходимые инструменты
- Необходимые материалы
- Печать шаблонов
- Наклеивание и выпиливание элементов
- Сверление
- Сборка
- Готово!
- Шарико-винтовая передача. Расчет винтовой передачи
- Описание устройства
- Устройство и виды
- Резьба и расчет
- Шарико-винтовая передача (ШВП)
- Применение и развитие ШВП
- Использование ШВП
- Качества передачи
- Изготовление и точность
Винтовая передача своими руками
ЧПУ станок своими руками чертежи
ЧПУ станок своими руками, чертежи простой бюджетной конструкции. Задача данной статьи – на примере, помочь желающим разобраться в построении механической части оборудования.
Перед началом работ, составим
Техническое задание разрабатываемого станка:
1. Точность при обработке деталей не более 100 (мкм).
2. Скорость перемещения шпинделя по осям:
- холостой ход – 90 (см/мин)
- рабочий режим – до 45 (см/мин)
3. Рабочая область механической обработки детали:
- по оси «Х» – 70 (см)
- по оси «Y» – 39 (см)
- по оси «Z» – 7 (см)
Хотя конструкция любительская, а несложные расчеты, все равно необходимо произвести.
Шаговый двигатель ДШИ-3-1.
В оптимальном режиме работы (полушаговом), двигатель совершает: 400 шагов за один оборот вала и 150 оборотов в минуту. Нетрудно рассчитать, на какое расстояние переместится рабочая фреза. Если шаг резьбы винта выбрать 3 (мм), то получим перемещение фрезы: за один шаг двигателя 3/400=7,5 (мкм); за одну минуту работы двигателя 3х150=45 (см).
Ходовой винт трансмиссии:
- диаметр винта 14 (мм)
- резьба прямоугольная
- резьбовой шаг 3 (мм)
- высота профиля резьбы 1,5 (мм)
Винт закреплен жестко с обеих сторон, с одной стороны вставлен в подшипниковый узел, с другой стороны насажен на вал шагового двигателя
Изготовления винта (не закалена резьбовая часть) из стали А40Г. Если резьбовую часть термически обработать и отшлифовать, подойдет сталь 40ХГ или 65Г.
Применим радиально упорный двухрядный подшипник серии 3056200 (открытый), или его аналог 3200-2rs (закрытый), который обеспечивает упор винта в двух направлениях вдоль оси. Натяг подшипника обеспечивается корончатой гайкой, с последующей ее фиксацией на валу, при помощи шплинта.
![]()
Ходовая регулируемая гайка.

Конструкция гайки позволяет регулировать зазор люфта в винтовой передаче. Материал для ее изготовления – бонза марок БрО10Ф1 или БрО6Ц6С3.
Вес каретки с навесным оборудованием по оси «Х», примерно около пяти килограмм. Следовательно, максимальный прогиб направляющей из закаленной стали 40Х (твердость 40…50 HRC), диаметром 16 (мм) на длине 700 (мм), составит 2…3 (мкм), чего вполне достаточно.
Корпус с подшипником скольжения.
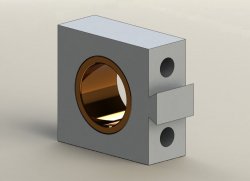
Подшипники скольжения, изготовленные из бронзы марок БрО10-1, БрОЦС5-7-12 или БрОЦС6-6-3, имеют ряд положительных моментов:
- обладают малой массой и небольшими габаритными размерами
- хорошо работают на больших скоростях и при больших нагрузках
- бесшумны
- обладают хорошей демпфирующей способностью.
Они запрессовываются в алюминиевый корпус наглухо, с припуском по внутреннему диаметру.
Длина втулки определяется по формуле: L = 0,8d
Зубчатый ремень и шкив.
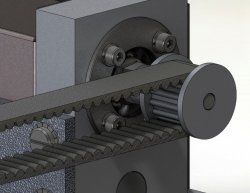
Выбираем алюминиевый зубчатый шкив ременной передачи типа 5М-15 диаметром 23,87 (мм) и зубчатый замкнутый ремень с таким же профилем зуба типа 5М-15 длиной 1200 (мм).
Находим межосевое расстояние между центрами шкивов по формуле:
l – длина ремня
d – диаметр шкива
подставим значения ½ (1200 – 3,14 х 23,87) = 562,5 (мм)
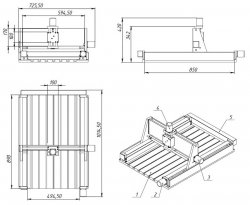
Конструкция станка ЧПУ.
Ходовая часть.
Каретка «Х»

Состоит из двух частей, каждая из которых, имеет две опоры для направляющих, собранных на алюминиевом уголке 30х50х5 (мм) закрепленного на плите.
Каретка «Y»

Состоит из двух опор, скрепленных направляющими.
Каретка «Z»
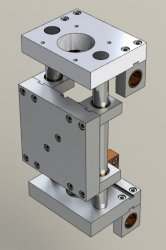
Состоит из двух опор, скрепленных двумя направляющими, по которым движется кронштейн для шпинделя станка.
Ходовая часть в сборе.

На каретки установим трансмиссии. На зубчатые шкивы – зубчатый ремень.

Максимально закроем все движущие части станка защитными кожухами и получим вот такой вариант.
Как видим, собрать ЧПУ станок своими руками не так и сложно. Просто необходимо разработать чертежи, либо заказать готовые.
А теперь, посмотрим как это работает.
Дополнительно, можно ознакомиться с построением аналогичного самодельного станка.
Конструкция и назначение шарико-винтовых передач для станков с ЧПУ
Для создания станков с программным числовым управлением необходимо использовать шарико-винтовые пары. Они отличаются не только внешним видом, но и конструкцией. Для выбора определенной модели следует заранее ознакомиться со строением и комплектующими ШВП.
Назначение шарико-винтовых пар
Все виды ШВП для станков с ЧПУ предназначены для преобразования вращательного движения в поступательное. Конструктивно состоят из корпуса и ходового винта. Отличаются друг от друга размерами и техническими характеристиками.
Основным требованием является минимизация трения во время работы. Для этого поверхность комплектующих проходит процесс тщательной шлифовки. В результате этого во время движения ходового винта не происходит резких скачков его положения относительно корпуса с подшипниками.
Дополнительно для достижения плавного хода применяется не трение скольжение относительно штифта и корпуса, а качение. Для получения этого эффекта применяется принцип шариковых подшипников. Подобная схема увеличивает перегрузочные характеристики ШВП для станков с ЧПУ, значительно повышает КПД.
Основные компоненты шарико-винтовой передачи:
- ходовой винт. Предназначен для преобразования вращательного движения в поступательное. На его поверхности формируется резьба, основная характеристика — ее шаг;
- корпус. Во время движения ходового винта происходит смещение. На корпус могут устанавливаться различные компоненты станка: фрезы, сверла и т.д.;
- шарики и вкладыши. Необходимы для плавного хода корпуса относительно оси ходового винта.
Несмотря на все преимущества подобной конструкции шарико-винтовые передачи для ЧПУ применяются только для средних и малых станков. Это связано с возможностью прогиба винта при расположении корпуса в его средней части. В настоящее время максимально допустимая длина составляет 1,5 м.
Аналогичными свойствами обладает передача винт-гайка. Однако это схема характеризуется быстрым износом комплектующих из-за их постоянного трения между собой.
Области применения ШВП
Относительная простота конструкции и возможность изготовления шарико-винтовой передачи с различными характеристиками расширяет область его применения. В стоящее время шарико-винтовые пары являются неотъемлемыми компонентами самодельных фрезерных станков с числовым программным управлением. Ну на этом область применения не ограничивается.
Благодаря своей универсальности ШВП могут устанавливаться не только в станках с ЧПУ. Плавный ход и практические нулевое трение делают их незаменимыми компонентами в точных измерительных приборах, установок медицинского назначения, в машиностроении. Нередко для комплектации самодельного оборудования берут запчасти от этих приборов.
Это стало возможным благодаря следующим свойствам:
- минимизация потерь на трение;
- высокий коэффициент нагрузочной способности при небольших габаритах конструкции;
- низкая инертность. Движение корпуса происходит одновременно с вращением винта;
- отсутствие шума и плавный ход.
Однако следует учитывать и недостатки ШВП для оборудования ЧПУ. Прежде всего к ним относятся сложная конструкция корпуса. Даже при незначительном повреждении одного из компонентов шарико-винтовая передача не сможет выполнять свои функции. Также накладываются ограничения на скорость вращения винта. Превышение этого параметра может привести к появлению вибрации.
Для уменьшения осевого зазора сборка выполняется с натягом. Для этого могут устанавливаться шарики увеличенного диаметра или две гайки с осевым смещением.
Характеристики ШВП для оборудования с ЧПУ
Для выбора оптимальной модели шарико-винтовой передачи для станков с числовым программным управлением следует ознакомиться с техническими характеристиками. В дальнейшем они повлияют на эксплуатационные качества оборудования и время его безремонтной эксплуатации.
Основным параметром ШВП для станков с ЧПУ является класс точности. Он определяет степень погрешности положения подвижной системы согласно расчетным характеристикам. Класс точности может быть от С0 до С10. Погрешность перемещения должна даваться производителем, указывается в техническом паспорте изделия.
| Класс точности | С0 | С1 | С2 | С3 | С5 | С7 | С10 |
| Погрешность на 300 мкм | 3,5 | 5 | 7 | 8 | 18 | 50 | 120 |
| Погрешность на один оборот винта | 2,5 | 4 | 5 | 6 | 8 |
Кроме этого при выборе нужно учитывать следующие параметры:
- отношение максимальной и необходимой скорости мотора;
- общая длина резьбы ходового винта;
- средние показатели нагрузки на всю конструкцию;
- значение осевой нагрузки — преднатяг;
- геометрические размеры — диаметр винта и гайки;
- параметры электродвигателя — крутящий момент, мощность и другие характеристики.
Эти данные должны быть предварительно рассчитаны. Следует помнить, что фактические характеристики ШВП для оборудования с ЧПУ не могут отличаться от расчетных. В противном случае это приведет к неправильной работе станка.
Количество оборотов шариков за один круг определит степень передачи крутящего момента от вала корпусу. Этот параметр зависит от диаметра шариков, их количества и сечения вала.
Установка ШВП на станок с ЧПУ
После выбора оптимальной модели необходимо продумать схему установки ШВП на станок с ЧПУ. Для этого предварительно составляется чертеж конструкции, закупаются или изготавливаются другие компоненты.
Во время выполнения работы следует учитывать не только технические характеристики шарико-винтовой передачи. Основное ее предназначение — движение элементов станка по определенной оси. Поэтому следует заранее продумать крепление блока обработки к корпусу ШВП для станков с ЧПУ. Необходимо сверить размеры посадочных отверстий, их расположение на корпусе. Следует помнить, что любая механическая обработка шарико-винтовой передачи может повлечь за собой негативные изменения ее характеристик.
Порядок установки в корпус станка с ЧПУ.
- Определение оптимальных технических характеристик.
- Измерение длины вала.
- Создание схемы сопряжения монтажной части вала с ротором двигателя.
- Установка передачи на корпус станка.
- Проверка работоспособность узла.
- Подключение всех основных компонентов.
После этого можно выполнить первый пробный запуск оборудования. В процессе работы не должно возникать колебания и вибрации. В случае их появления выполнять дополнительную калибровку компонентов.
При поломке ШВП во время эксплуатации станка с ЧПУ ремонт передача можно сделать самостоятельно. Для этого можно заказать специальный комплект. С особенностями проведения восстановительных работ можно знакомиться в видеоматериале:
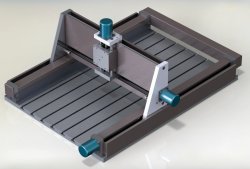
Простой и недорогой 3-х осевой станок с ЧПУ своими руками
Целью этого проекта является создание настольного станка с ЧПУ. Можно было купить готовый станок, но его цена и размеры меня не устроили, и я решил построить станок с ЧПУ с такими требованиями:
– использование простых инструментов (нужен только сверлильный станок, ленточная пила и ручной инструмент)
– низкая стоимость (я ориентировался на низкую стоимость, но всё равно купил элементов примерно на $600, можно значительно сэкономить, покупая элементы в соответствующих магазинах)
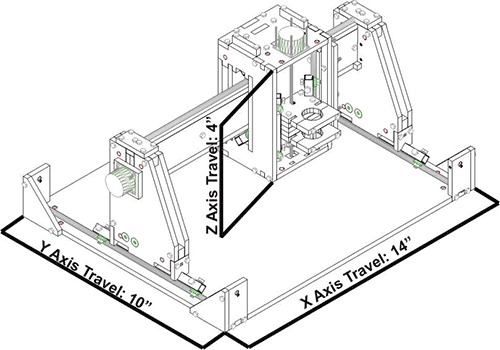
– малая занимаемая площадь(30″х25″)
– нормальное рабочее пространство (10″ по оси X, 14″ по оси Y, 4″ по оси Z)
– высокая скорость резки (60″ за минуту)
– малое количество элементов (менее 30 уникальных)
– доступные элементы (все элементы можно купить в одном хозяйственном и трех online магазинах)
– возможность успешной обработки фанеры
Станки других людей
Вот несколько фото других станков, собравших по данной статье
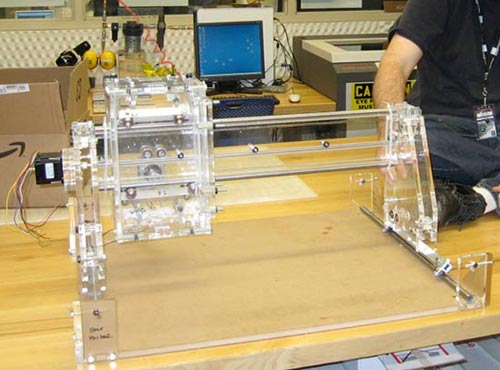
Фото 1 – Chris с другом собрал станок, вырезав детали из 0,5″ акрила при помощи лазерной резки. Но все, кто работал с акрилом знают, что лазерная резка это хорошо, но акрил плохо переносит сверление, а в этом проекте есть много отверстий. Они сделали хорошую работу, больше информации можно найти в блоге Chris’a. Мне особенно понравилось изготовление 3D объекта при помощи 2D резов.
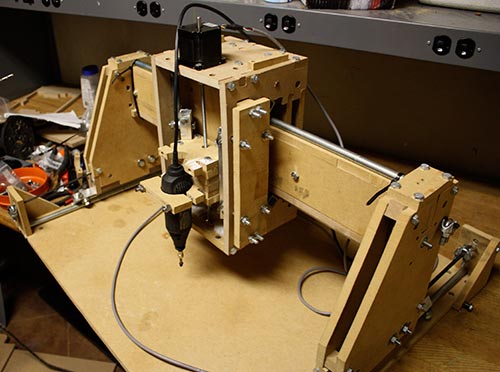
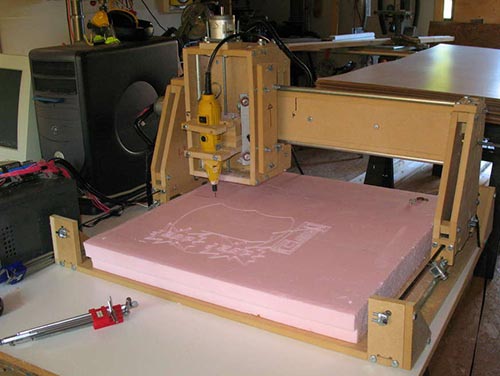
Фото 2 – Sam McCaskill сделал действительно хороший настольный станок с ЧПУ. Меня впечатлило то, что он не стал упрощать свою работу и вырезал все элементы вручную. Я впечатлён этим проектом.
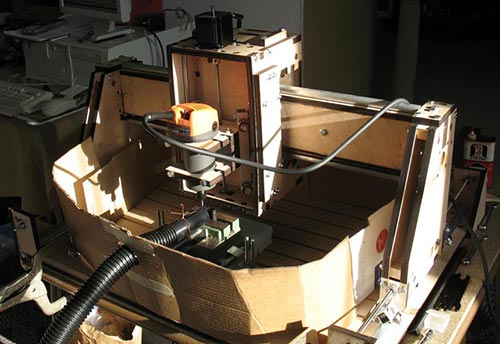
Фото 3 – Angry Monk’s использовал детали из ДМФ, вырезанные при помощи лазерного резака и двигатели с зубчато-ремённой передачей, переделанные в двигатели с винтом.
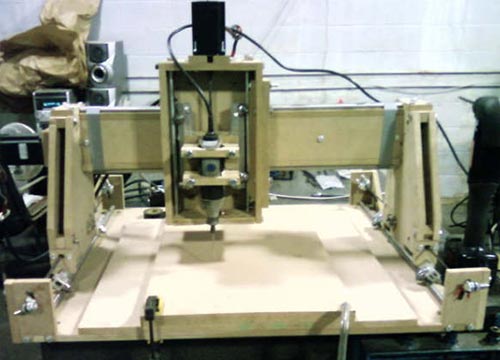
Фото 4 – Bret Golab’s собрал станок и настроил его для работы с Linux CNC (я тоже пытался сделать это, но не смог из-за сложности). Если вы заинтересованы его настройками, вы можете связаться с ним. Он сделал великую работу!
Характеристики станка
Боюсь что у меня недостаточно опыта и знаний, чтобы объяснять основы ЧПУ, но на форуме сайта CNCZone.com есть обширный раздел, посвященный самодельным станкам, который очень помог мне.
Резак: Dremel или Dremel Type Tool
Параметры осей:
Ось X
Расстояние перемещения: 14″
Привод: Зубчато-ременная передача
Скорость: 60″/мин
Ускорение: 1″/с2
Разрешение: 1/2000″
Импульсов на дюйм: 2001
Ось Y
Расстояние перемещения: 10″
Привод: Зубчато-ременная передача
Скорость: 60″/мин
Ускорение: 1″/с2
Разрешение: 1/2000″
Импульсов на дюйм: 2001
Ось Z (вверх-вниз)
Расстояние перемещения: 4 ”
Привод: Винт
Ускорение: .2″/с2
Скорость: 12″/мин
Разрешение: 1/8000 ”
Импульсов на дюйм: 8000
Необходимые инструменты
Я стремился использовать популярные инструменты, которые можно приобрести в обычном магазине для мастеров.

Электроинструмент:
– ленточная пила или лобзик
– сверлильный станок (сверла 1/4″, 5/16″, 7/16″, 5/8″, 7/8″, 8мм (около 5/16″)), также называется Q
– принтер
– Dremel или аналогичный инструмент (для установки в готовый станок).
Ручной инструмент:
– резиновый молоток (для посадки элементов на места)
– шестигранники (5/64″, 1/16″)
– отвертка
– клеевой карандаш или аэрозольный клей
– разводной ключ (или торцевой ключ с трещоткой и головкой 7/16″)
Необходимые материалы
В прилагаемом PDF файле (CNC-Part-Summary.pdf) предоставлены все затраты и информация о каждом элементе. Здесь предоставлена только обобщенная информация.
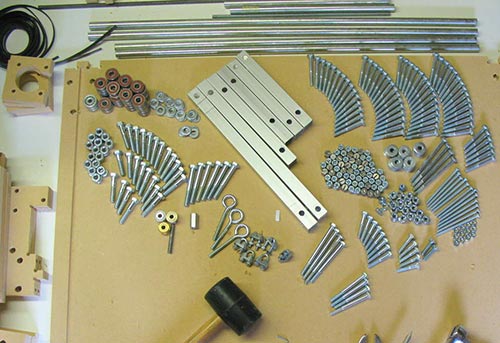
Листы — $ 20
-Кусок 48″х48″ 1/2″ МДФ (подойдет любой листовой материал толщиной 1/2″ Я планирую использовать UHMW в следующей версии станка, но сейчас это выходит слишком дорого)
-Кусок 5″x5″ 3/4″ МДФ (этот кусок используется в качестве распорки, поэтому можете брать кусок любого материала 3/4″)
Двигатели и контроллеры — $ 255
-О выборе контроллеров и двигателей можно написать целую статью. Коротко говоря, необходим контроллер, способный управлять тремя двигателями и двигатели с крутящим моментом около 100 oz/in. Я купил двигатели и готовый контроллер, и всё работало хорошо.
Аппаратная часть — $ 275
-Я купил эти элементы в трех магазинах. Простые элементы я приобрёл в хозяйственном магазине, специализированные драйвера я купил на McMaster Carr (http://www.mcmaster.com), а подшипники, которых надо много, я купил у интернет-продавца, заплатив $40 за 100 штук (получается довольно выгодно, много подшипников остается для других проектов).
Программное обеспечение — (бесплатно)
-Необходима программа чтобы нарисовать вашу конструкцию (я использую CorelDraw), и сейчас я использую пробную версию Mach3, но у меня есть планы по переходу на LinuxCNC (открытый контролер станка, использующий Linux)
Головное устройство — (дополнительно)
-Я установил Dremel на свой станок, но если вы интересуетесь 3D печатью (например RepRap) вы можете установить свое устройство.
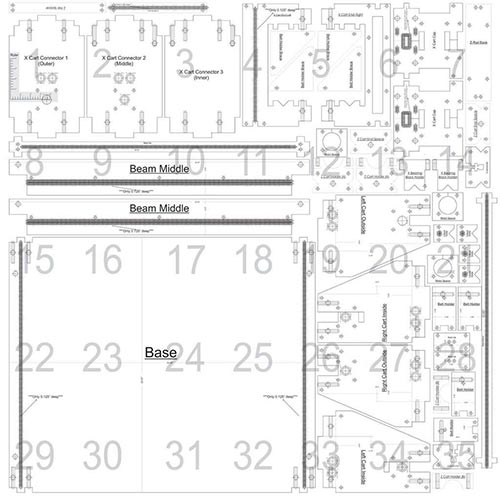
Печать шаблонов
У меня был некоторый опыт работы лобзиком, поэтому я решил приклеить шаблоны. Необходимо распечатать PDF файлы с шаблонами, размещенными на листе, наклеить лист на материал и вырезать детали.
Имя файла и материал:
Всё: CNC-Cut-Summary.pdf
0,5″ МДФ (35 8.5″x11″ листов с шаблонами): CNC-0.5MDF-CutLayout-(Rev3).pdf
0,75″ МДФ: CNC-0.75MDF-CutLayout-(Rev2).pdf
0,75″ алюминиевая трубка: CNC-0.75Alum-CutLayout-(Rev3).pdf
0,5 “MDF (1 48″x48” лист с шаблонами): CNC-(One 48×48 Page) 05-MDF-CutPattern.pdf
Примечание: Я прилагаю рисунки CorelDraw в оригинальном формате (CNC-CorelDrawFormat-CutPatterns (Rev2) ZIP) для тех, кто хотел бы что то изменить.
Примечание: Есть два варианта файлов для МДФ 0,5″. Можно скачать файл с 35 страницами 8.5″х11″ (CNC-0.5MDF-CutLayout-(Rev3), PDF), или файл (CNC-(Один 48×48 Page) 05-MDF-CutPattern.pdf) с одним листом 48″x48″для печати на широкоформатном принтере.
Шаг за шагом:
1. Скачайте три PDF-файла с шаблонами.
2. Откройте каждый файл в Adobe Reader
3. Откройте окно печати
4. (ВАЖНО) отключите Масштабирование страниц.
5. Проверьте, что файл случайно не масштабировался. Первый раз я не сделал это, и распечатал всё в масштабе 90%, о чем сказано ниже.
Наклеивание и выпиливание элементов
Приклейте распечатаные шаблоны на МДФ и на алюминиевую трубу. Далее, просто вырезайте деталь по контуру.


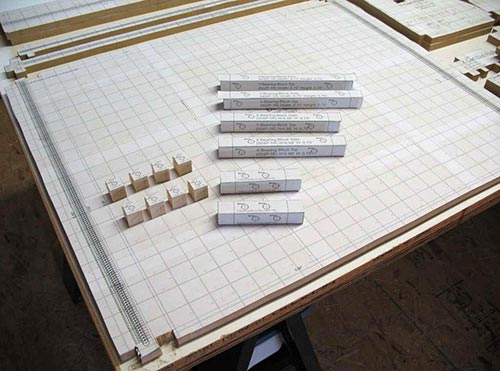
Как было сказано выше, я случайно распечатал шаблоны в масштабе 90%, и не заметил этого до начала выпиливания. К сожалению, я не понимал этого до этой стадии. Я остался с шаблонами в масштабе 90% и, переехав через всю страну, я получил доступ к полноразмерному ЧПУ. Я не выдержал и вырезал элементы при помощи этого станка, но не смог просверлить их с обратной стороны. Именно поэтому все элементы на фотографиях без кусков шаблона.

Сверление
Я не считал сколько именно, но в этом проекте используется много отверстий. Отверстия, которые сверлятся на торцах особенно важны, но не пожалейте времени на них, и использовать резиновый молоток вам придется крайне редко.
Места с отверстиями в накладку друг на друга это попытка сделать канавки. Возможно, у вас есть станок с ЧПУ, на котором это можно сделать лучше.
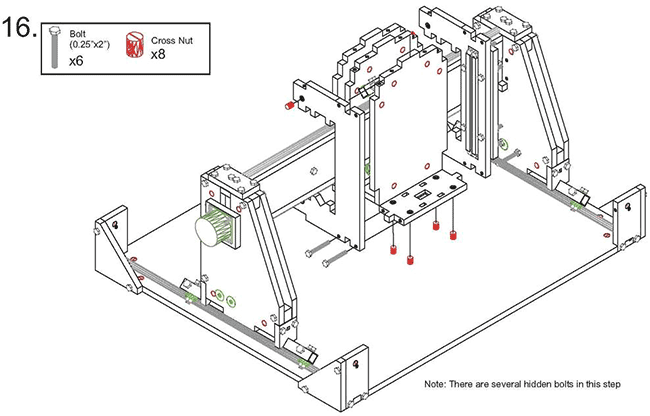
Сборка
Если вы дошли до этого шага, то я поздравляю вас! Глядя на кучу элементов, довольно сложно представить, как собрать станок, поэтому я постарался сделать подробные инструкции, похожие на инструкции к LEGO. (прилагаемый PDF CNC-Assembly-Instructions.pdf). Довольно интересно выглядят пошаговые фотографии сборки.

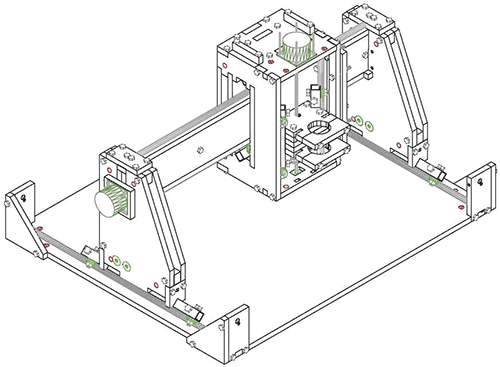
Готово!
Станок готов! Надеюсь, вы сделали и запустили его. Я надеюсь, что в статье не упущены важные детали и моменты. Вот видео, в котором показано вырезание станком узора на розовом пенопласте.
Шарико-винтовая передача. Расчет винтовой передачи

Винтовая передача относится к разряду механических. Основное предназначение этой операции – преобразование вращательного движения в поступательное или наоборот. Данный вид передачи состоит всего из двух элементов – винта и гайки.
Описание устройства
Как уже было сказано, механизм винтовой передачи применяется для преобразования движения. Наиболее распространенными примерами использования данной системы стали такие приспособления, как домкраты, прессы, металлорежущие станки, прокатные станы, грузоподъемное оборудование и т. д. Также стоит отметить, что все это примеры преобразования вращательного движения в поступательное. Но для обратной процедуры это приспособление используется очень редко. К примеру, механизм перемещения пленки фотоаппарата работает по обратному принципу преобразования движения.

Существует несколько преимуществ этой системы: бесшумная работа, плавное зацепление, простота конструкции, возможность получения большой силы.
Однако имеется и ряд недостатков: довольно часто винтовая передача заедает, а ее коэффициент полезного действия, то есть КПД, низкий.
Устройство и виды
В настоящее время имеется два основных устройства системы. Первый ее тип содержит неподвижную гайку и подвижный винт, а второй тип, наоборот, имеет подвижную гайку и неподвижный винт. К первой категории устройств можно отнести винтовой домкрат, а вторая группа используется, например, в ходовых винтах станков и в других устройствах.

Существует также несколько видов винтовых передач:
- Система скольжения.
- Система качения, характеризующаяся тем, что гайка имеет канавки, в которые помещаются шарики.
- Планетарные роликовые передачи, считающиеся довольно перспективными, так как отличаются высокой точностью и жесткостью.
- Волновой вид передачи, он отличается довольно малыми поступательными движениями.
- Гидростатическая винтовая передача, характеризующаяся малой степенью трения, малым износом и довольно высокой точностью.
Резьба и расчет
Кроме того, что существует несколько видов системы, имеется также несколько типов резьбы для гайки и винта. Если необходимо обеспечить наименьшее трение между деталями, то используется прямоугольный вид. Однако тут очень важно отметить, что технологичность этого типа соединения довольно низкая. Другими словами, нарезать такую резьбу на резьбофрезерном станке невозможно. Если сравнивать прочность прямоугольной и трапецеидальной резьбы, то первая значительно проигрывает. Из-за этого распространение и использование прямоугольной резьбы в винтовой передаче сильно ограничено.
По этим причинам, основным типом, который используется для устройства передаточных винтов, стала трапецеидальная резьба. У того типа имеется три вида шага – мелкий, средний, крупный. Наибольшую популярность заслужила система со средним шагом.
Расчет винтовой передачи сводится к расчету передаточного соотношения. Формула выглядит следующим образом: U=C/L=pd/pK. С – это длина окружности, L – ход винта, p – шаг винта, K – число заходов винта.
Шарико-винтовая передача (ШВП)
ШВП – эта одна из разновидностей линейного привода, которая также служит для того, чтобы преобразовывать вращательное движение в поступательное. Однако здесь есть отличие, которое заключается в том, что этот тип системы характеризуется очень малым трением.
Роль винта в таких системах исполняет вал, который обычно выполнен из очень прочной стали. На своей поверхности это устройство имеет беговые дорожки со специфичной формой. Именно такое приспособление способно взаимодействовать с гайкой. Однако их работа осуществляется не напрямую, как это происходит в обычной винтовой передаче, а через маленькие шарики. Здесь используется принцип трения качения.
Данный принцип взаимодействия обеспечивает очень высокие показатели коэффициента полезного действия (КПД), а также высокие перегрузочные характеристики.
Применение и развитие ШВП
Шарико-винтовая передача чаще всего используется в такой отрасли, как авиастроение, в ракетостроении для перемещения рулевых поверхностей, в транспортных средствах. Наиболее широкий спектр использования такой системы можно наблюдать в прецизионном машиностроении, в частности, в станках с ЧПУ.
История создания такого винта является довольно необычной, так как самый первый наиболее точный шариковый винт был получен при использовании низкоточного обычного винта. Устройство имело следующий вид: на винт была смонтирована небольшая конструкция из нескольких гаек, натянутых пружиной, после чего она была притерта по всей длине.

Появилась возможность усреднить погрешности шага и винта, и гайки, при помощи перемещения элементов по основе, а также при помощи смены направления натяжения.
Использование ШВП
Чтобы добиться длительного срока службы шариковой винтовой передачи, необходимо следовать правилам эксплуатации этой системы. Чтобы она смогла на должном уровне сохранить все свои показатели, в том числе и точность, очень важно следить за чистотой рабочего пространства устройства. На работающую пару не должны попадать такие абразивные частицы, как пыль, стружка и т.д.

Чаще всего такие проблемы решается тем, что на винт с гайкой устанавливают гофрозащиту из резиновых или полимерных материалов. Это полностью исключает возможность загрязнения. Если система работает в открытом режиме, то эту задачу можно решить и другим путем. В таких случаях монтируется компрессор, который под высоким давлением подает очищенный воздух на работающую пару.
Так как система работает по принципу трения качения, то появляется возможность предварительного натяга, которая позволяет убрать ненужный люфт передачи. Люфт – это зазор, который образуется между вращательным и поступательным движением в тот момент, когда оно меняет свое направление.
Качества передачи
Как и у любой другой системы, у этой имеются свои преимущества и недостатки.
К минусам устройства относят то, что имеется шанс на обратную передачу, если угол работы ШВП слишком большой. Это возникает из-за того, что трение слишком мало, а потому гайка не блокируется при подъеме. Она передает линейное усилие в крутящий момент. К тому же использовать такие системы передачи на ручных приспособлениях не рекомендуется.

К преимуществам относится то, что низкий процент трения обуславливает низкую диссипацию, что, в свою очередь, сильно повышает КПД всей системы. По этому показателю ШВП превосходит любой другой аналог передачи, которая занимается преобразованием вращательного движения в поступательное. Максимальный показатель коэффициента полезного действия для наиболее распространенных ШВП превышает 90%. Для сравнения скажем, что самые близкие к ним метрические или винтовые зубчатые передачи имеют КПД максимум 50%.
Из-за того, что скольжение в шарико-винтовой передаче практически отсутствует, это положительно сказывается на увеличении срока службы ШВП и на экономичности, так как время на простой при ремонте, смазке или замене деталей, существенно снижается. Поэтому такие устройства наиболее выгодные.
Изготовление и точность
Наиболее высокоточные винты для ШВП можно получить только в процессе шлифовки материала. Есть и другой способ получения винта – это накатка. Стоимость будет значительно ниже, чем при шлифовке, но при этом погрешность изделия будет составлять около 50 микрон на 300 мм хода. Заметим, что наиболее высокоточные шлифованные детали характеризуются погрешностью в 1-3 микрона на 300 мм, а некоторые еще меньше. Чтобы получить заготовку для будущего винта, материал должен пройти процесс грубой механической обработки, после этого он закаляется и шлифуется до необходимого состояния.
Инструментальный вид ШВП чаще всего имеет точность до 250 нм на сантиметр. Чтобы изготовить такие изделия, необходимо пройти процесс фрезеровки и шлифовки. Осуществлять эти операции необходимо на очень высокоточном оборудовании. Исходным сырьем для таких винтов является инвар или инварные сплавы.
Источник