От качества изготовления и четкости подбора этого движителя во многом зависят общие характеристики построенной вами модели. Поэтому ясно, что процессу проектирования воздушных винтов уделяется максимальное внимание.
Однако расчетные методы подбора пропеллеров весьма замысловаты, трудоемки и не слишком точны. Сегодня мы рекомендуем ряд хорошо зарекомендовавших себя винтов, уже прошедших испытания на массовых микродвигателях внутреннего сгорания.
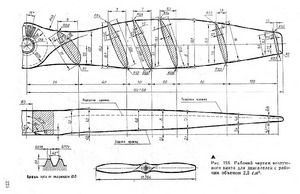
На чертежах показаны шаблоны пропеллеров для распространенных классов моделей. Рядом с порядковым номером винта указан его диаметр и шаг.
Технология изготовления несложна. Вырезав из тонкого пластика или плотной бумаги шаблоны «Вид в плане» и «Вид сбоку», их накладывают на деревянную заготовку и аккуратно обводят по контуру карандашом. При этом разметка наносится со всех сторон бруска. После этого заготовке придается форма, соответствующая шаблонам при прямоугольном поперечном сечении. Окончательная профилировка лопастей проводится с помощью ножа, напильника и наждачной бумаги. Во время доводки профиля до заданного сечения контролируется уравновешенность винта. Окончательная отделка пропеллера – шлифовка мелкой наждачной бумагой и трех — четырехкратное покрытие эмалитом с последующей защитой поверхности легким слоем двухкомпонентного паркетного лака с дополнительным контролем сбалансированности.
Последовательность профилировки лопастей.
Штриховкой показаны удаляемые зоны материала.
Все предложенные воздушные винты изготавливаются из плотной древесины – березы, бука или граба. Для радиоуправляемых моделей можно рекомендовать пропеллеры №1 и 2; для кордовых пилотажных — № 3 и 4; для таймерных, снабженных компрессионными моторами типа «Ритм», КМД-2, МАРЗ, хорошо подойдут винты № 5, а для школьных таймерных с «дизелями» рабочим объемом 1,5 см3 — № 6. для кордовых гоночных моделей предназначены винты № 7 и 8, а для скоростных «калилок» (без резонансных труб) — № 9 и 10.
Рабочий четреж воздушного винта для ДВС 2,5 см3
Источник
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ВОЗДУШНЫХ ВИНТОВ
Аэросани, аэроглиссеры, всевозможные аппараты на воздушной подушке, экранопланы, микросамолеты и микроавтожиры, различные вентиляторные установки и другие машины не могут действовать без воздушного винта (пропеллера). Поэтому каждый энтузиаст технического творчества, задумавший построить одну из перечисленных машин, должен научиться изготовлять хорошие воздушные винты.
А поскольку в любительских условиях их проще всего делать из дерева, речь пойдет только о деревянных пропеллерах. Однако следует учесть, что по деревянному (если он окажется дачным) можно изготовить совершенно аналогичные винты из стеклопластика (методом формования в матрицу) или металла (отливкой).
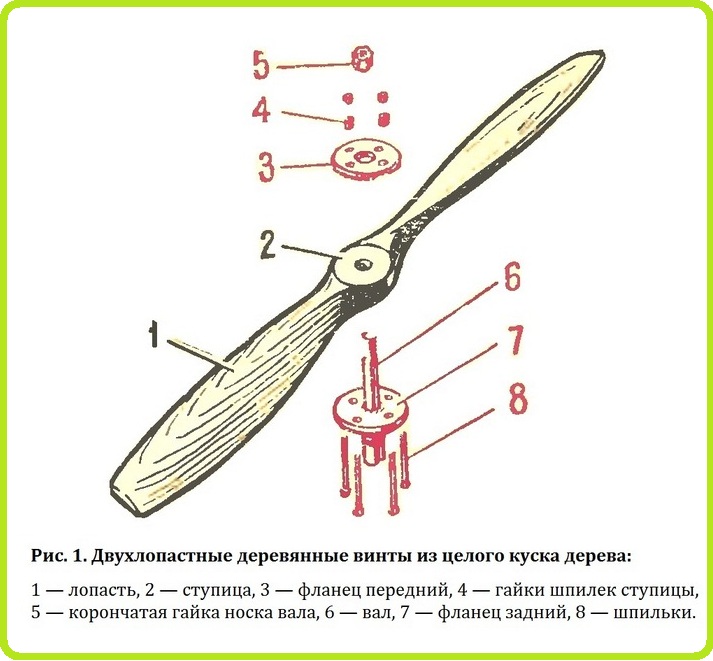
Наибольшее распространение благодаря своей доступности получили двухлопастные винты из целого куска древесины (рис. 1). Трех и четырехлопастные воздушные винты сложнее в изготовлении.
ВЫБОР МАТЕРИАЛА
Из какого дерева лучше всего сделать винт? Такой вопрос часто задают читатели. Отвечаем: выбор дерева прежде всего зависит от назначения и размеров винта.
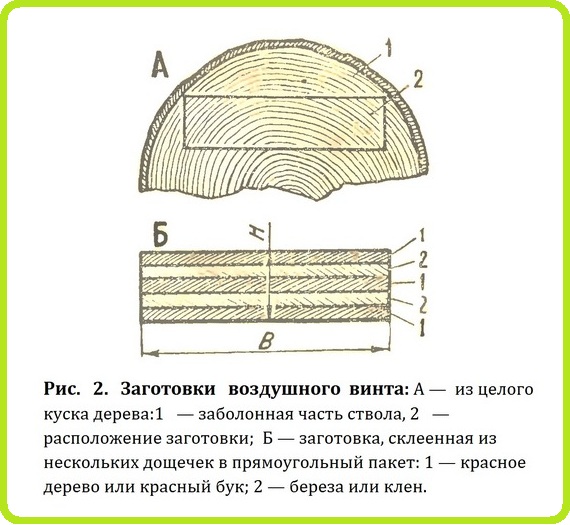
Винты, предназначенные для двигателей большей мощности (порядка 15—30 л. с), также можно изготовлять из монолитных брусков твердой породы, но требования к качеству древесины в этом случае повышаются. При выборе заготовки следует обращать внимание на расположение годичных колец в толще бруска (оно хорошо просматривается по торцу, рис. 2-А), отдавая предпочтение брускам с горизонтальным или наклонным расположением слоев, выпиленным из той части ствола, Которая ближе к коре. Естественно, что заготовка не должна иметь сучков, кривослоя и других пороков.
Рис. 2. Заготовки воздушного винта
Если подходящего по качеству монолитного бруска найти не удалось, придется склеить заготовку из нескольких более тонких дощечек, толщиной 12—15 мм каждая. Такой способ изготовления винтов был широко распространен на заре развития авиации, и его можно назвать «классическим». По соображениям прочности рекомендуется применять дощечки из древесины разных пород (например, береза и красное дерево, береза и красный бук, береза и ясень), имеющие взаимно пересекающиеся слои (рис. 2-Б). Винты, изготовленные из клееных заготовок, после окончательной обработки имеют очень красивый внешний вид.
Некоторые опытные специалисты клеят заготовки из многослойной авиафанеры марки БС-1, толщиной 10—12 мм, собирая из нее пакет нужных размеров. Однако рекомендовать этот способ широкому кругу любителей мы не можем: слои шпона, расположенные поперек винта, при обработке могут образовать трудно устранимые неровности и ухудшить качество изделия. Концы лопастей винтов, изготовленных из фанеры, получаются весьма хрупкими. Кроме того, у высокооборотного винта в корне лопастей действует очень большая центробежная сила, доходящая в некоторых случаях до тонны и более, а в фанере поперечные слои на разрыв не работают. Поэтому фанеру можно применять только после расчета площади корневого сечения лопасти (1 см 2 фанеры выдерживает на разрыв около 100 кг, а 1 см 2 сосны — 320 кг.) Винты приходится утолщать, а это ухудшает аэродинамическое качество.
В ряде случаев ребро атаки воздушного винта закрывают полоской тонкой латуни, так называемой оковкой. Она крепится к кромке мелкими шурупами, головки которых после зачистки опаиваются оловом, чтобы предотвратить самоотворачивание.
ПОСЛЕДОВАТЕЛЬНОСТЬ ИЗГОТОВЛЕНИЯ
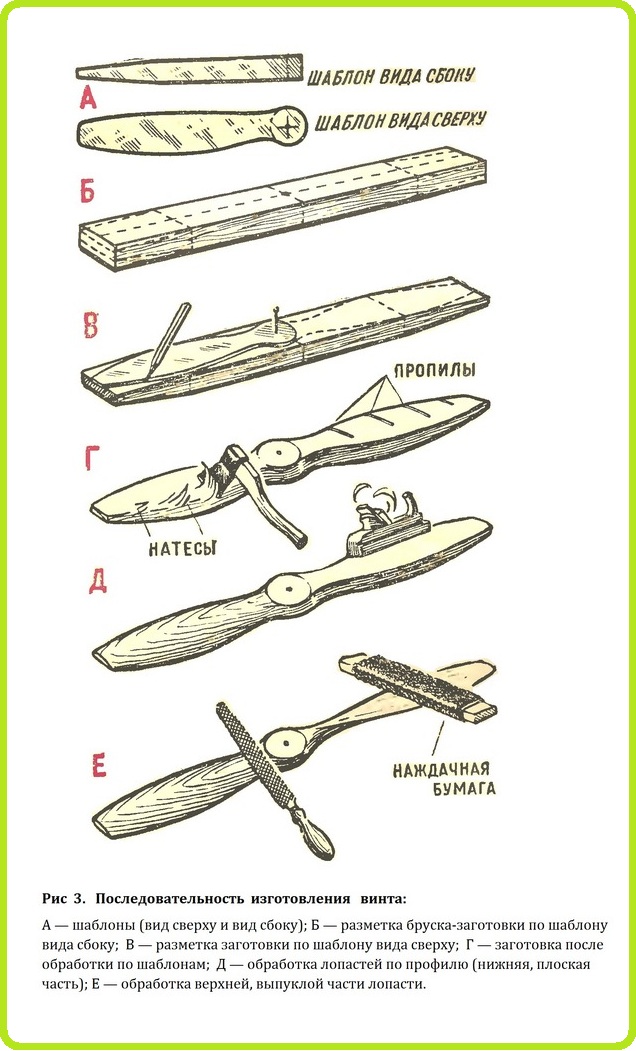
По чертежу воздушного винта прежде всего необходимо изготовить металлические или фанерные шаблоны — один шаблон вида сверху (рис. 3-А), один шаблон вида сбоку и двенадцать шаблонов профиля лопасти, которые будут нужны для проверки винта на стапеле.
Рис. 3. Последовательность изготовления винта
Заготовку винта (брусок) нужно тщательно отфуговать, соблюдая размер со всех четырех сторон. Затем наносят осевые линии, контуры шаблона вида сбоку (рис. 3-Б) и удаляют лишнюю древесину, сначала маленьким топором, потом рубанком и рашпилем. Следующая операция — обработка по контуру вида сверху. Наложив шаблон лопасти на заготовку (рис. 3-В) и укрепив его временно гвоздиком по центру втулки, обводят шаблон карандашом. Затем поворачивают шаблон строго на 180° и обводят вторую лопасть. Лишняя древесина удаляется на ленточной пиле, если ее нет — ручной выкружной мелкозубой пилой. Эта работа должна быть выполнена очень точно, поэтому торопиться не следует.
Изделие, приобрело очертания винта (рис. 3-Г). Теперь начинается самая ответственная часть работы — придание лопастям нужного аэродинамического профиля. При этом следует помнить, что одна сторона лопасти плоская, другая выпуклая.
Главный инструмент для придания лопастям нужного профиля — остро отточенный, хорошо присаженный топор. Это отнюдь не значит, что выполняемая работа — «топорная»: топором можно делать чудеса. Достаточно вспомнить знаменитые Кижи!
Древесину удаляют последовательно и не спеша, сначала делая мелкие короткие натесы во избежание отщепления по слою (рис. 3-Г). Полезно иметь также небольшой двухручный стружок. На рисунке показано, как можно ускорить и облегчить работу по обтесыванию профильной части лопасти, сделав несколько пропилов мелкозубой ножовкой. Выполняя эту операцию, надо быть очень осторожным и не пропилить глубже, чем требуется.
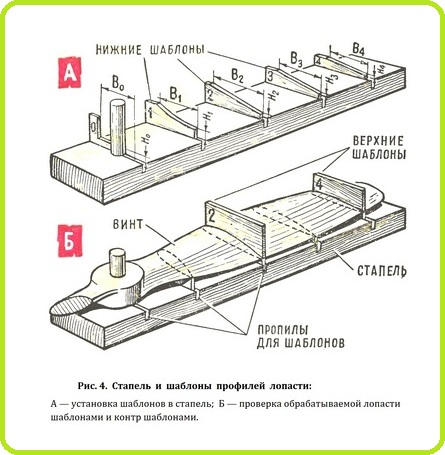
После грубой обработки лопастей винт доводится до кондиции рубанками и рашпилями с проверкой в стапеле (рис. 4-А).
Рис.4. Стапель и шаблоны профилей лопасти
Для изготовления стапеля (рис. 4) надо найти доску, равную по длине винту и достаточно толстую для того, чтобы в ней можно было сделать поперечные пропилы глубиной 20 мм для установки шаблонов. Центральный стержень стапеля изготовляется из твердого дерева, его диаметр должен соответствовать диаметру отверстия в ступице винта. Стержень вклеивается строго перпендикулярно к поверхности стапеля. Надев на него винт, определяют количество древесины, которое предстоит удалить для соответствия лопасти шаблонам профиля. Выполняя эту работу в первый раз, нужно быть очень терпеливым и осторожным. Умение приобретается не сразу.
После того как нижняя (плоская) поверхность лопасти будет окончательно доведена по шаблонам, начинается доводка верхней (выпуклой) поверхности. Проверка ведется с помощью контршаблонов, как показано на рисунке 4-Б. От тщательности выполнения этой операции зависит качество винта. Если неожиданно выяснится, что одна лопасть получилась немного тоньше другой — а это часто бывает у неопытных мастеров, — придется соответственно уменьшить толщину противоположной лопасти, в противном случае и весовая и аэродинамическая балансировки винта будут нарушены. Мелкие изъяны можно исправить наклейкой кусочков стеклоткани («заплаток») или подмазкой мелкими древесными опилками, замешенными на эпоксидной смоле (эту мастику в просторечии называют хлебом).
При зачистке поверхности деревянного винта следует учитывать направление волокон древесины; строгание, циклевку и ошкуривание можно вести только «по слою» во избежание задиров и образования шероховатых участков. В некоторых случаях, помимо цикли, хорошую помощь при отделке винта могут оказать стеклянные осколки.
Опытные столяры после ошкуривания натирают поверхность гладким, хорошо отполированным металлическим предметом, сильно нажимая на него. Этим они уплотняют поверхностный слой и «заглаживают» оставшиеся на нем мельчайшие царапины.
БАЛАНСИРОВКА
Изготовленный винт должен быть тщательно отбалансирован, то есть приведен в такое состояние, когда вес его лопастей совершенно одинаков. В противном случае при вращении винта возникает тряска, которая может повлечь за собой разрушение жизненно важных узлов всей машины.
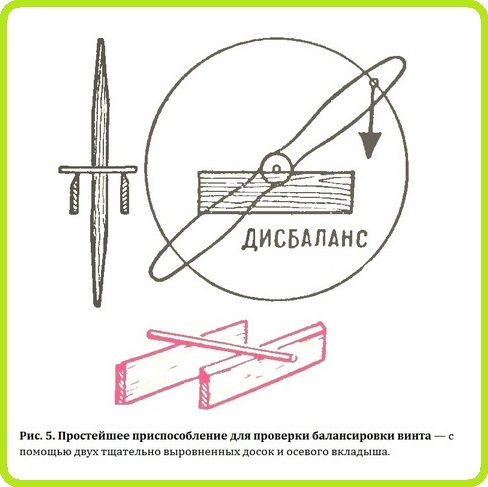
На рисунке 5 изображено простейшее приспособление для балансировки винтов. Оно позволяет выполнить балансировку с точностью до 1 г — этого практически достаточно в любительских условиях.
Рис. 5. Простейшее приспособление для проверки балансировки винта
Практика показала, что даже при очень тщательном изготовлении винта вес лопастей получается неодинаковым. Это происходит по разным причинам: иногда вследствие разного удельного веса комлевой и верхней частей бруска, из которого изготовлен винт, или разной плотности слоев, местной узловатости и т. п.
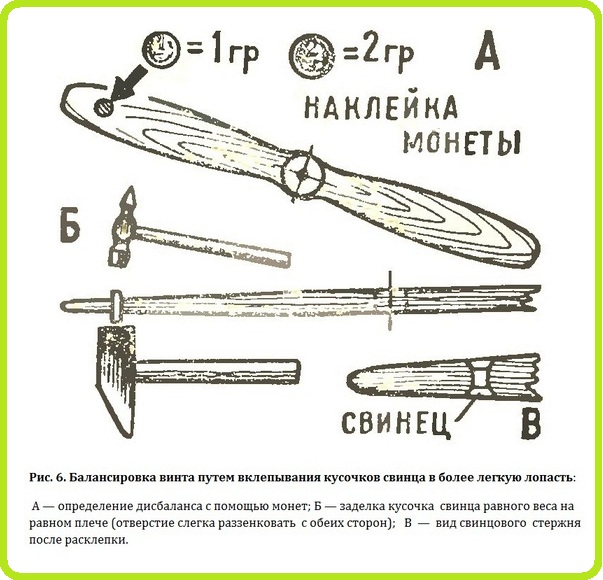
Как быть в этом случае? Подгонять лопасти по весу, сострагивая с более тяжелой какое-то количество древесины, нельзя. Надо утяжелять более легкую лопасть, вклепывая в нее кусочки свинца (рис. 6). Балансировку можно считать законченной, когда винт будет оставаться неподвижным в любом положении лопастей относительно балансировочного приспособления.
Рис. 6. Балансировка винта путем вклепывания кусочков свинца в более легкую лопасть
Не менее опасно биение винта. Схема проверки пропеллера на биение показана на рисунке 7. При вращении на оси каждая лопасть должна проходить на одинаковом расстоянии от контрольной плоскости или угла.
Рис. 7. Схема проверки винта на биение
ОТДЕЛКА И ОКРАСКА ВИНТА
Готовый и тщательно отбалансированный винт должен быть окрашен или отлакирован для предохранения его от атмосферных воздействий, а также для защиты от горюче-смазочных материалов.
Для нанесения краски или лака лучше всего применять пульверизатор, работающий от компрессора при минимальном давлении в 3—4 атм. Это даст возможность получить ровное и плотное покрытие, недостижимое при кистевой окраске.
Лучшие краски — эпоксидные. Можно также применять глифталевые, нитро- и нитроглифталевые или появившиеся в последнее время алкидные покрытия. Они наносятся на предварительно загрунтованную, тщательно отшпаклеванную и ошкуренную поверхность. Обязательна междуслойная сушка, соответствующая той или иной краске.
Лучшее лаковое покрытие — так называемый «химо-твердительный» паркетный лак. Он отлично держится и на чистом дереве, и на окрашенной поверхности, придавая ей нарядный вид и высокую механическую прочность.
Источник
Винты самолета своими руками
Подписываемся на VK
Ежедневные новости, видео и приколы.
YouTube канал
Подбор двигателя
Меню сайта
Магазин
TOP статьи
Оборудование
Плосколеты
Создание авиамоделей
Фотоинструкции
Cessna 150
Cessna 152 +закрылки
Сам5Бис2
«Рама» для FPV
Чирок низкоплан
Изготовление Crazy Pig
Полукопия DHC-2 Beaver
Бутербродный Mustang P-51D
Katana 3D
Ultron 3D
Слойка-С
Биплан Manon 3D
Биплан Ultimate
Птиц — мелколет
Тренер в 64 см
Минипланер
Полукопия Як-3
Go-Go Dancer для FPV
IKAR1600 для FPV
Видеоинструкции
3 авиамодели
Авиамодель Тренер
Messerschmitt Bf.109
Летающий Картинг
Обзоры изготовления
Бутылочная технология
Делаем Slow Stick
Фламинго верхнеплан
Из микромашинки
Мультяшная авиамодель
Планер из потолочки
Снежинка
Shark Bait
Shark Bait Биплан
Слойка 3D
Делаем ЛК
ЛК Вжик
ШокФлаер Як 55
GoGo Dancer 1.2м
Alula — слопер из потолочки
Моторная Алула
Питтс Питон
Строим полукопию
Изготовление винта для авиамодели
Технологии моделизма — Авиамодельные технологии
Автор: Administrator
Индекс материала
Изготовление винта для авиамодели
Страница 2
Страница 3
Страница 4
Страница 5
Страница 6
Не так давно на нашем авиамодельном форуме поднимался вопрос о технологии изготовления винтов для авиамодели своими руками.
Конечно, винты для авиамодели не сложно купить и в магазинах, но не всегда хобби магазины бывают рядом с местами полетов.
Да и специфические винты цену имеют весьма не гуманную.
Сегодня я хочу поделиться фотоинструкцией по изготовлению воздушного винта для авиамодели своими руками.
Технология и фото принадлежат Игорю ( Lux ) из Уральска и с его разрешения публикуются на нашем сайте.
Этап первый. Изготовление матрицы.
Фотографии сделаны для изготовлении копии 7-ми дюймового винта. Изготовление винтов других размеров ничем не отличается от изготовления 7-ми дюймового, изменяются только размеры матрицы.
Первой деталью необходимо изготовить опалубку для будущей матрицы. Опалубку изготавливается из 10мм деревянной или МДФ панели. Делается 4 прямоугольника размером 200х45 мм.
В центральных частях вырезается место для будущей матрицы, части склеиваются попарно. По диагонали высверливаются отверстия для направляющих штырей, они будут центрировать опалубку при соединении.
Штыри и буксы (ответная часть штыря) под них желательно изготовить из твердого металла, можно воспользоваться мебельной фурнитурой. Вклеиваются буксы и штыри и получаем 2 «ванночки».
Для того что бы форма всегда собиралась в одинаковом положении на одном торце пропиливается «ключ».
Одна половина заполняется пластилином , в нее укладывается копируемый винт.
Необходимо аккуратно заполнить половинку до линии разъема. Винт при этом получается «утопленным» в пластилин до половины.




















 Не так давно на нашем авиамодельном форуме поднимался вопрос о технологии изготовления винтов для авиамодели своими руками.
Не так давно на нашем авиамодельном форуме поднимался вопрос о технологии изготовления винтов для авиамодели своими руками.
