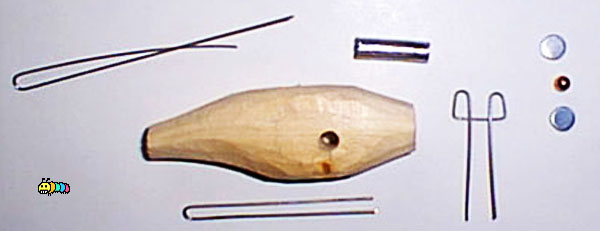
В первую очередь при описании заливки формы под воблер хотелось бы сказать, чего не надо делать.
На первом рисунке видно, что в клей добавлены наполнители, от чего он загустел. Это «не есть хорошо».
Скажу точнее, что туда добавлены опилки, мелко просеянные через сеточку.
Задумка была в том, что за счет легкого наполнителя еще больше повысить плавучесть воблера.
Но получилось хуже. Загустевшая масса не проникла во все места, поэтому добавлять нужно чистую или слегка подкрашенную массу. Добавить можно немного мела, пасту из авторучки и т.п.
Заливать нужно, во избежании пузырьков, тонкой струйкой и как советуют некоторые через чего либо. Например, карандаш.
То есть вы льете на кончик карандаша, а масса стекает по нему в отверстие. Так будет меньше пузырьков, образовавшихся при разведении.
Еще есть методика разведения клея без пузырьков в полиэтиленовом пакете. Вы не мешаете составляющие в баночке, а мнете массу руками через пакет.
Чем теплее будет смола перед смешиванием, тем лучше будет заполняться. Пусть она постоит перед этим в теплом месте, например на батарее или т.п.
Чтобы много не разводить клея, необходимо приблизительно прикинуть, сколько его туда уйдет.
В дальнейшем, вы будете ориентироваться вашим опытом. Мне хватало неполного спичечного коробка, ведь внутри еще и вкладыш. Вливать все сразу не надо.
Заливайте часть массы, поднимите углы формы по очереди пару раз и медленно, чтобы масса затекла в дальние уголки и вытеснила воздух.
Дальше вливаем еще часть и так до появления массы в воздушном отверстии. Покрутив заполненную форму еще пару раз медленно в разные стороны, но не допуская, чтобы смола вытекала, оставляем на несколько часов до затвердения.
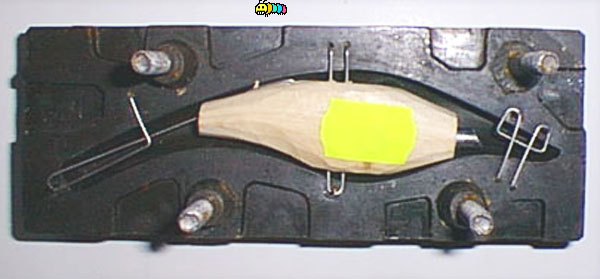
Ну вот и все! Большая часть работы сделана! Ниже вы видите только что открытую форму, слегка протертую тряпкой от смазки.
Вот теперь нужно поумерить свой пыл и не торопиться, иначе можно испортить всю проделанную ранее работу.
Заметьте, на фото видно, что петельки слегка утоплены в пластилин. Я об этом раньше писал.
Если вы это забыли сделать, то возможно вам придется уродовать изделие, дабы выдернуть его оттуда.
Аккуратно, за каждую петелку, а особенно за кусок затвержевшей массы в отверстии, куда заливали( можно даже вбить в это место острие отвертки), мы будем вытаскивать его.
Вот воблер и на свободе. Скажем, что это не лучший экземпляр, что получались, зато лучше видны ошибки.
Как видите, зад воблера отсутствует (был пузырь воздуха — 100%), даже пенопласт виден.
Не беда, разведем погуще массу и зашпаклюем. На другом фото раковина вначале и масса мелких раковин на «пузе».
Как раз форма стояла так, что пузыри поднимались вверх и образовали такое количество раковин. Это почти неизбежно.
Вообщем, после того, как уберем ненужные детали с нашего воблера и проядясь по нему меленькой шкурочкой получаем что то вроде этого.
Источник
Воблеры из эпоксидки
В мире существует множество разнообразных приманок для ловли рыбы спиннингом, начиная от давно используемых колеблющихся блесен и заканчивая разными гибридами.
Тем не менее мое внимание захватили воблеры. Даже если на рыбалке мои товарищи активно ловят рыбу на другие приманки, я упорно применяю эти пластиковые, и не только пластиковые, рыбки. Естественно, воблер нельзя назвать приманкой на все случаи жизни, но то же самое нельзя сказать и о любом другом типе приманок. Не буду рассказывать об истории появления этих обманок и путях их совершенствования, расскажу лишь о своем опыте применения и создания воблеров в домашних условиях.
По характеру плавучести есть модели плавающие, с нейтральной плавучестью и тонущие. Выбор в пользу какого-то типа зависит от условий ловли. Например, тонущие приманки хорошо держатся в потоке воды, или если вам нужно достаточно сильно заглубить приманку и выполнить максимально длинную проводку у самого дна, — такой тип прекрасно подходит. А если вы ловите в коряжнике и видите или знаете рельеф, который образуется на выбранном вами участке, можно выполнять проводку плавающим воблером. Подведя его к препятствию, достаточно остановить проводку, приманка всплывет над опасным участком, и вы можете смело продолжить проводку. Воблеры с нейтральной плавучестью при остановке проводки могут зависать в толще воды и оставаться неподвижными — такие приманки хороши при ловле малоактивной рыбы.
Следующим критерием выбора будет заглубление воблера — это глубина, на которую опустится приманка при равномерной проводке. На эту характеристику влияют угол установки лопатки и размещение колечка, к которому привязывается основная леска. Например, у вас в коробке есть два одинаковых воблера, но на одном колечко расположено ниже по лопатке, чем у другого, — большее заглубление будет иметь именно первый.
Если вы нацелены на ловлю определенного вида рыбы, вам нужно знать, какой характер игры предпочитает объект вашей охоты. Например, судак отдает предпочтение приманкам с низкоамплитудной высокочастотной игрой, щука же, наоборот, предпочитает вялую, но размашистую игру. По собственному опыту добавлю, что сказанное не является аксиомой. Опытным рыболовам достаточно взглянуть на приманку, и они точно знают, какой характер игры в нее заложили разработчики. Предлагаю ознакомиться с некоторыми конструктивными особенностями, влияющими на игру воблера.
Все колебания любого предмета, не только приманки, совершаются относительно его центра тяжести, поэтому если вы хотите, что бы у вашего будущего воблера голова стояла на месте, нужно создавать его тело (форму) таким образом, чтобы центр тяжести стремился ближе к голове воблера. Сделать это можно, сконструировав форму тела с горбом в районе головы или размещая огрузку в той части тела, относительно которой вы хотите получить колебания. Сместить центр тяжести можно, уменьшая хвост приманки в сечении, что позволит уменьшить вес хвостовой части тела относительно головной. Горбатые формы приманок в своей игре имеют амплитудную составляющую, большую, чем частотную, т. е. игра у таких приманок высокоамплитудная низкочастотная.
Игра приманок зависит не только от формы тела, но и от лопатки: чем больше площадь лопатки воблера, тем активнее колебания приманки. Но лопатка — наверное, больше инструмент для тонкой настройки. Я специально сказал «наверное», потому как на собственном опыте так и не смог прийти к однозначному выводу. Проектируя свои поделки, я подбираю лопатки под готовую форму, а не наоборот.
Мое увлечение по самостоятельному созданию воблеров возникло из-за достаточного количества свободного времени. Первые приманки были неказисты и совсем не привлекательны на вид, позже я стремился повторить характер игры купленных воблеров, но при этом со своей формой тела. Меня увлек процесс создания воблеров. С количеством стало улучшаться и качество моих поделок. А когда на водоеме мои приманки еще и ловили рыбу, восторгу моему не было предела. Но как всегда без ложки дегтя, а в данном случае очень большой ложки, не обошлось. Каждая последующая приманки была иная. При выбранном на тот момент способе изготовления добиться повторяемости приманок от образца к образцу было невозможно. При внешней схожести они были разными. Тогда я начал искать способы, чтобы прийти к повторяемости результатов. На будущее я решил остановиться на нескольких моделях с возможностью их повторения (фото 1).
Как я уже писал выше, первый шаг к созданию приманки — выбор объекта ловли. Например, мы охотимся на щуку. Щука предпочитает размашистую вялую игру, основной объект охоты этого хищника плотва, уклейка. Места засад щуки располагаются на спокойном течении вблизи коряжника или других мест с характерными подводными препятствиями. Подводя итог, воблер должен быть плавающим или обладать нейтральной плавучестью, форма тела приманки — вытянутая с горбинкой, размер приманки определяется средним размером кормовой базы для конкретного водоема, следовательно, варьирует от 55 до 110 мм.
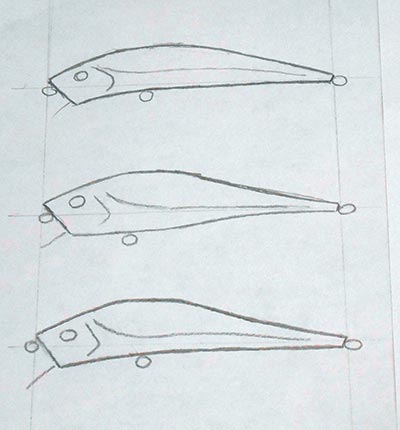
Когда в голове сформировалась идея будущего уловистого воблера, нужно выразить его на бумаге в масштабе 1:1, а лучше нарисовать рядом несколько вариантов и выбрать один (фото 2).
После этого переходим к изготовлению модели, она же будет шаблоном для последующей работы. Я делаю продольный пропил в шаблоне для установки в него проволочного каркаса, к тому же пропил служит осевой линией. Если вы при изготовлении модели собираетесь использовать древесину, прекрасно подойдет липа — она легко режется и не скалывается по волокнам. Я же применяю плотный пенопласт. На этом этапе можно продолжать экспериментировать с формой будущей приманки, она может отличаться от того, что вы нарисовали на бумаге. Это не страшно, главное, чтобы то, что вы делаете, нравилось прежде всего вам. Модель можно детализировать: сделать глаза, жаберные крышки, имитировать чешую (фото 3).
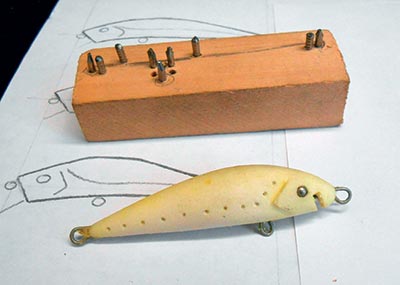
Следующий шаг — изготовление проволочного каркаса. Я использую проволоку из нержавейки диаметром 0,8 мм. Обычно брюшной тройник располагается в центре масс приманки, но это не обязательно, так как этот тройник не должен при забросе и проводке цепляться за лопасть воблера, а следовательно, колечко крепления брюшного тройника можно смещать. Каркас готов, сделаем для него шаблон. Для этого приготовим кусочек дерева и гвоздики с заранее откусанными шляпками. Обведем карандашом форму каркаса на деревяшке и в местах поворотов проволоки забьем гвоздики, но не до конца. Теперь с помощью этого приспособления мы сможем изготовить несколько одинаковых каркасов (фото 4).
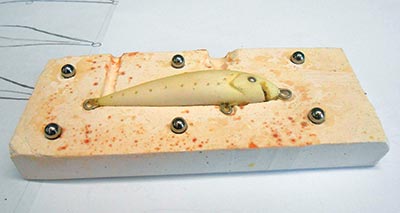
На следующем этапе делаем форму для заливки. Для этого понадобятся гипс, пластилин и сам шаблон с установленным в него проволочным каркасом. Гипс можно приобрести в магазинах для детского творчества, там же есть и пластилин. Можно использовать и алебастр. Наносим на шаблон тонкий слой смазки (смазку лучше брать густую), так как гипс хорошо впитывает жидкости. Не забываем сделать два или более каналов для заливки эпоксидной смолы и выхода лишнего воздуха из формы. Смазанный шаблон обкладываем пластилином с одной стороны чуть ниже импровизированной осевой линии. В пластилине делаем углубления и вставляем в них, например, шарики от подшипника. Это заготовки для будущих направляющих в форме для заливки. Снова смазываем. Подготавливаем гипсовую смесь. Выливаем ее на пластилиновую полуформу, с установленным в нее шаблоном приманки. После затвердевания гипса вынимаем шаблон и шарики от подшипника. У вас получилась одна половинка формы для заливки (фото 5).
Обрабатываем наждачной бумагой поверхность, чтобы убрать неровности, и готовимся к заливке второй полуформы. Теперь вместо пластилина мы будем использовать готовую полуформу с установленным в нее шаблоном. Гипс я рекомендую использовать по причине того, что он имеет мелкое зерно, и если ваш шаблон содержит мелкие детали, гипс с легкостью их отразит, но только в том случае, если вы будете получать полуформу обливанием, а не вдавливанием шаблона (фото 6).
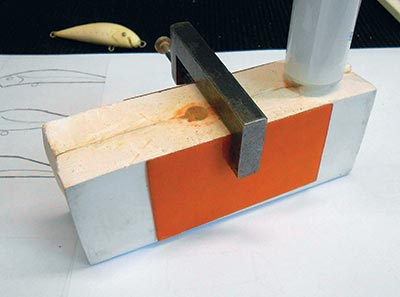
Итак, две полуформы готовы, вы ощущаете легкий зуд в руках и жгучее нетерпение. Пришло время залить нашу будущую приманку. Возьмем подготовленный ранее проволочный каркас, на него установим кусочек пенопласта (он придаст плавучесть нашей приманке) и установим его в форму, предварительно смазанную той же смазкой, что мы использовали при изготовлении формы для отливки. Две половинки плотно сожмем, но главное не переусердствовать с усилием сжатия, гипс достаточно хрупкий материал. Подготовим эпоксидную смолу; лучше использовать смолы с различными пластификаторами, потому так эпоксидка без добавок после затвердевания хрупка. Наберем смолу в шприц и зальем ею форму (фото 7).
Я рекомендую извлекать полученную таким способом приманку из формы не ранее чем через двое суток. После окончательного затвердевания эпоксидной смолы нужно провести небольшую обработку, убрать литники, очистить петли, отшлифовать поверхности до желаемого результата (фото 8).
Осталось только подобрать лопасть воблера и вклеить ее. Рекомендую использовать для вклейки лопасти все ту же эпоксидную смолу. В пропил, сделанный вами в теле приманки, нанесите небольшое количество смолы и вставьте лопасть. Она выдавит излишки эпоксидки из паза. Выдавленная смола заполнит собой полости и создаст небольшой наплыв вокруг места склейки. Дайте высохнуть и снова зашлифуйте место склейки. Шлифовка нужна для улучшения качества покраски.
Теперь можно проводить любые испытания. Если вы довольны результатами вашего труда, то дальше вас ограничит только талант художника… (фото 9)
Источник
Воблер эпоксидной смолы своими руками
—>
—>
читайте и под «ФОТО-Ps*SHUM»
Эпоксидные смолы — это пожалуй самый доступный материал для точного холодного литья пластмассовых деталей в домашних условиях и в наибольшей степени подходит для изготовления спиннинговых приманок сложной формы.
При работе с эпоксидкой (так народ окрестил этот класс веществ) надо знать их основные свойства и поведение при различных физических условиях.
Эпоксидка представляет из себя вязкую смолу, которая после смешивания с отвердителем полимеризуется и переходит в твердую фазу. До полимеризации в смолу можно вводить всевозможные твердые наполнители, которые будут менять в желаемую сторону свойства полученной пластмассы.
Наиболее доступной и широкоизвестной эпоксидкой являются эпоксидные клеи ЭДП и ЭКФ. Следует отметить, что это название является скорее всего торговой маркой, а не названием вещества, поэтому на отечественных заводах при расфасовке этих клеев в тару могут лить что угодно из эпоксидных смол различных марок. Не стоит тогда удивляться, что упаковки этого продукта, приобретенные в разное время или в различных местах будут отличаться по своим свойствам. Если надо выполнить какую-либо работу, на которую потребуется более одной упаковки — тогда лучше приобрести их сразу из одной партии, а не заниматься потом не нужными экспериментами. Клей ЭДП при расфасовке по 280 г стоит около 1,5$ и продается в хозяйственных магазинах. Упаковка содержит два компонента эпоксидную модифицированную смолу и отвердитель, которые перед употреблением смешиваются в соотношении от 8:1 до 10:1. Процесс полимеризации происходит при комнатной температуре в течении нескольких часов, а полная полимеризация заканчивается спустя 12 часов. Чем больше содержание отвердителя в указанном выше соотношении, тем быстрее идет процесс полимеризации и тут следует первое правило — точно отмерять исходные компоненты при изготовлении рабочей смеси, а в отношении отвердителя — лучше его немного «переложить», чем «недоложить».
Второй из отечественных эпоксидных смол, пригодной для домашнего творчества, является эпоксидная смола ЭД-20. Свойства ее более предсказуемы, чем свойства ЭДП, да и конечная стоимость продукта получается почти в два раза ниже, но к сожалению приобрести ее в малой расфасовке практически невозможно. Минимальную расфасовку, которую мне удалось обнаружить это смола ЭД-20 — 6 кг. и отвердитель — 1 кг. (смола и отвердитель продаются отдельно друг от друга). Теперь «вернемся к нашим баранам», т.е. свойствам эпоксидки. Эпоксидка плохо пристает к таким веществам, как полиэтилен (практически не пристает), полистирол, оргстекло… Если на эти материалы нанести защитный слой (например из мастики для паркета), то после полимеризации эпоксидка легко от них отделяется. Защита мастикой металлических поверхностей, поверхностей из других пластмасс и поверхностей из эпоксидки позволяет также легко отделить отливку из эпоксидки после ее полимеризации. Процесс полимеризации эпоксидки связан с химической реакцией между ее компонентами, в ходе которой наблюдается выделение тепла. С другой стороны сама химическая реакция идет более интенсивно при более высоких температурах. По этой причине (если нет достаточного отвода тепла от полимеризующейся массы) происходит ее разогрев, а в случае клея ЭДП иногда температура может подняться до 50 — 60 градусов. Это следует учитывать при выборе материала для изготовления формы… (при таких температурах форма из пластилина поплывет, а отливка будет безнадежно испорчена). Реакция полимеризации идет наиболее интенсивно в приграничном слое. При использовании эпоксидки с твердым наполнителем (цемент, гипс и т.д.) поверхность этого приграничного слоя резко возрастает и процесс полимеризации идет быстрее, чем без наполнителя. Кроме того отвод тепла с этого приграничного слоя ограничен и наблюдается саморазогрев смеси, что также необходимо учитывать. При повышении температуры смола повышает свою текучесть и снижает вязкость, поэтому для заливки мелких деталей раствор необходимо первоначально нагрет до 25 — 30 градусов. Далее в него добавляем наполнитель и только после этого отвердитель. Такая последовательность приготовления исходной массы в наибольшей степени будет гарантировать однородность конечной пластмассы. При понижении температуры и во влажной атмосфере процесс полимеризации смолы замедляется, а при высокой влажности полимеризация вообще может не произойти до конца. До тех пор, пока эпоксидка не полимеризовалась, она ведет себя как вязкая жидкость со всеми вытекающими отсюда последствиями. Введеный в эпоксидку наполнитель в зависимости от его удельного веса либо опускается вниз (цемент например) либо всплывает (деревянная крошка, отдельные пузырьки воздуха). Это необходимо учитывать для правильной ориентации литьевой формы в течении процесса полимеризации, чтобы на ответственных поверхностях не образовались нежелательные раковины от воздушных пузырей и т.п.
Основная беда отечественной эпоксидки — это трудность избавления от воздушных пузырьков, которые образуются в процессе приготовления и перемешивания исходной массы. Рецепт тут один — давать отстояться смеси, чтобы пузыри всплыли, повысить текучесть смолы повышением ее температуры и физическое удаление пузырей, прилипших к поверхностям формы при помощи острого предмета (например зубочистки). Помогает так-же заливка раствора в форму не напрямую, а через промежуточный предмет тонкой струйкой (тогда большинство микропузырей исчезнет на промежуточных поверхностях в процессе заливки).
При работе с эпоксидкой необходимо использовать одноразовую (лучше пластиковую) посуду для приготовления каждой новой партии смеси. Для этого используется всевозможная тара из под различных пищевых продуктов — алюминиевые банки из под пива и соков, пластиковые коробки из под всевозможных молочных продуктов, пластиковые пеналы из под фотопленки и т.п. Главное, чтобы было не жалко выбрасывать после использования смеси. Я, например, развожу эпоксидку в банках из под йогуртов — дешево и сердито!
Исходные компоненты эпоксидки требуют тщательной дозировки, для осуществления которой удобно использовать одноразовые пластиковые шприцы (выпускаются объемом 2, 5 и 10 см3). Смола заливается в шприц сверху.
Отвердитель можно набрать в шприц обыкновенным образом.
Для нанесения на форму защитного слоя, особенно в труднодоступных местах удобно пользоваться ватными палочками. При их помощи также удаляют излишки мастики.
Для удаления воздушных пузырей все углубления в форме после заливки «проходятся» острой деревянной зубочисткой. Дерево не приносит вреда форме и защитному слою, но помогает воздушным пузырям оторваться от поверхности формы и всплыть…
Теперь несколько слов о наполнителях.
В качестве наполнителей чаще всего используют цемент, алебаст (строительный гипс), мел (зубной порошок), древесную крошу. Процентное содержание наполнителя в смеси (по объему) может доходить до 50% (пока смесь не потеряет свою текучесть). Я рекомендую добавлять наполнителя около 30-40%. При таком соотношении удается получить конечный пластик с требуемыми свойствами, снижается расход эпоксидки, и, в тоже время, сохраняется ее достаточная подвижность в процессе литья.
Цемент, как наполнитель хорошо применять при изготовлении всевозможных форм для литья. Конечный пластик получается прочным (видимо сказывается и некоторое «схватывание» цемента). Следует только учесть, что имеющийся в продаже цемент перед приготовлением смеси необходимо просеять через марлю, т.к. в нем много комков большого размера.
Алебастр. Немного хуже, чем цемент, с точки зрения наполнителя, но вполне подходит для экономии эпоксидки.
Мел (зубной порошок). Вполне приемлем с точки зрения свойств, как наполнителя, но обладает одной паршивой особенностью — очень гигроскопичен, а эпоксидка не любит воды. Поэтому от применения мела лучше воздержаться или в крайнем случае перед засыпкой его в смесь хорошенько просушить для удаления влаги.
Древесная крошка. Обладает низким удельным весом и незаменима при изготовлении пластика с удельным весом ниже, чем у исходной эпоксидки. Применяется для изготовления смеси под всевозможные воблеры и т.п. Чем мельче крошка — тем лучше будет конечный пластик. В процессе смешивания с эпоксидкой древесная крошка пропитывается смолой и образуются мелкие локальные частицы с твердой поверхностью, которые не впитывают влагу. Получить приемлемую древесную крошку можно либо зажав деревянную болванку в токарном станке по дереву и опиливая ее поверхность очень грубой наждачной бумагой, либо используя круг-насадку для электродрели с грубой шкуркой, опиливая ею деревянную болванку… в любом случае деревянная болванка до ее «перевода в опилки» должна быть просушена. Для изготовления пластика под воблеры вполне пригодны легкие породы древесины: липа, тополь, сосна, пробка и т.д. однако следует сразу отметить, что существенно снизить удельный вес пластика, как правило не удается, поэтому при изготовлении плавающих моделей приманок приходится в процессе их изготовления помещать внутрь довольно большие вставки из целого куска древесины или другого материала с низким удельным весом.
Перечисленные выше твердые наполнители позволяют получить довольно качественный твердый пластик, но следует учитывать, что иногда он будет и хрупким… (вспомним, что хорошая сталь с высокой твердостью легко ломается…, — аналогичную картину мы имеем и с самодельным пластиком). Для снижения хрупкости и повышения пластичности в смесь можно вводить жидкие пластификаторы, наиболее доступным из которых является касторовое масло.
Процентное содержание пластификатора определяется экспериментально в каждом конкретном случае для соотношения смола-отвердитель-наполнитель… (как правило это одна-две капли масла).
Немножко по температурным режимам полимеризации эпоксидной смеси.
При изготовлении ответственных изделий, которые должны будут выдерживать значительные нагрузки лучше всего если процесс полимеризации эпоксидки будет проходить при комнатной температуре, т.е. температуре, при которой в дальнейшем и будет эксплуатироваться данное изделие. Это способствует получению изделия с минимальными внутренними напряжениями. Не забывайте, что эпоксидка обладает достаточно большим коэфф. линейного расширения и разница в 20 градусов между стадией полимеризации и рабочими условиями может существенно повлиять на конечные результаты. По времени это около 12 часов.
Сократить время полимеризации без создания излишних напряжений можно повысив температуру смолы спустя 4 часа после ее приготовления до 40-50 градусов и выдержав ее при этой температуре в течении часа.
Для литья менее ответственных изделий можно с самого начала поместить форму с заливкой в духовку и выставить температуру 60 — 70 градусов. Выдержав при такой температуре 1 час еще через пару часов получаем готовое изделие. Следует отметить, что при таком режиме полимеризации смола в самом начале процесса становится очень текучей и все оставшиеся в ее объеме воздушные пузыри объединяются в один и поднимаются к верху формы, что может привести к образованию раковины в отливке, при использовании формы замкнутого объема.
Вот вроде и все основные «тонкости» работы с отечественной эпоксидкой, которые получены на практике и которые помогут вам избежать разочарования при изготовлении приманок в домашних условиях.