Воск для литья своими руками
Пользователь
Регистрация: 12.10.2007
Сообщений: 4136
В друзьях у: 5
Голосов: 544 / 43

Пользователь
Регистрация: 24.02.2009
Сообщений: 1852
В друзьях у: 1
Голосов: 116 / 20
Пользователь
Регистрация: 19.07.2005
Сообщений: 1049
В друзьях у: 2
Голосов: 15 / 3
Нарыл информации по компонентам модельных восков.
Может быть будут идеи что из этого можно использовать.
Ну а тут просто рецепты готовые.
Пользователь
Регистрация: 27.12.2011
Сообщений: 39
В друзьях у: 1
Голосов: 4 / 0
Пользователь
Регистрация: 19.07.2005
Сообщений: 1049
В друзьях у: 2
Голосов: 15 / 3
Пользователь
Регистрация: 12.10.2007
Сообщений: 4136
В друзьях у: 5
Голосов: 544 / 43
Пользователь
Регистрация: 19.07.2005
Сообщений: 1049
В друзьях у: 2
Голосов: 15 / 3
Пользователь
Регистрация: 12.10.2007
Сообщений: 4136
В друзьях у: 5
Голосов: 544 / 43
Пользователь
Регистрация: 03.10.2013
Сообщений: 179
В друзьях у: 1
Голосов: 35 / 4
Варить на слабом огне (на электро печке 3 позиция), начиная с воска, затем палочки, после целлофан и в конце мука. От начала расплавления воска и до выливания МЕШАТЬ. Для повышения твердости, добавляйте больше целлофана.



Пользователь
Регистрация: 26.01.2008
Откуда: Донецк. Украина
Сообщений: 102
В друзьях у: 0
Голосов: 25 / 1
Источник
Воск для литья своими руками

Пользователь
Регистрация: 28.02.2006
Откуда: Волжский
Сообщений: 4394
В друзьях у: 7
Голосов: 691 / 1033
| Цитата |
|---|
| (stasprib 27.12.2014 18:59:24) Уважаемые форумчане! есть ли возможность самому изготовить модельный воск? может кто задавался таким вопросом. поделитесь опытом. |
Пользователь
Регистрация: 26.09.2013
Сообщений: 723
В друзьях у: 4
Голосов: 30 / 1
| Цитата |
|---|
| (Янис 27.12.2014 21:35:45) |
| Цитата |
|---|
| (stasprib 27.12.2014 18:59:24) Уважаемые форумчане! есть ли возможность самому изготовить модельный воск? может кто задавался таким вопросом. поделитесь опытом. |
А зачем эти головняки. просто интересно.

Пользователь
Регистрация: 30.06.2011
Откуда: Москва
Сообщений: 1571
В друзьях у: 15
Голосов: 479 / 5
Скопилась куча опилок с фрезеровки. Здоровенный мешок ферриса. Но он с СОЖ и ещё чего мож. Особо к ним не привязан.
Есть идеи? 

Пользователь
Регистрация: 04.11.2012
Откуда: ИЗ СЧАСТЬЯ
Сообщений: 2154
В друзьях у: 5
Голосов: 492 / 16
Источник
Восковое моделирование (резьба по воску)
«Приквел» для моего поста о ювелирном литье
В прошлый раз меня неоднократно просили рассказать как же ведется работа над восковой моделью, которая затем обращается в металлическую отливку.
Суть заключается в изготовлении объемной модели (восковки) будущего ювелирного изделия в натуральном размере со всеми толщинами, фактурами, рисунками и надписями. В процессе литья получается металлическая отливка, точно повторяющая восковку до последней царапины. Современный ювелирный воск конечно имеет мало общего в пчелиным, это химический композит, обладающий большой прочностью и больше похожий на пластик, однако плавится уже при температуре 70-100 градусов, что необходимо для технологии. Это также позволяет не только срезать с него лишнее резцом как при резьбе по дереву, но и наплавлять новую массу, исправляя дефекты и буквально выращивать модель, что делает его идеальным материалом для скульптурирования малых детальных форм. Моделирование из воска стало для меня самым удивительным и интересным ремеслом в жизни!

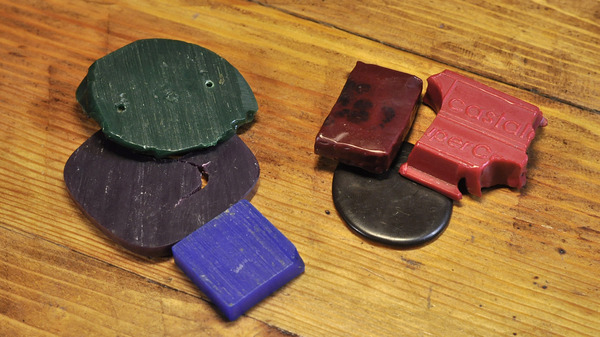
Ювелиры различают модельный воск и литейный (на фото слева и справа соответственно) Первый (известный как Ferris) твердый как дерево или пластик, строгается в сухую мелкую стружку, пилится, сверлится фрезами и полируется, но даже при толщине меньше миллиметра остается прочным. Я редко использую его для самой мелкой тонкой резьбы, для него кужно больше инструмента, больше времени и вообще это не выбор новичка. Литейный же (хоть и предназначен для заливания в резиновую форму для тиражирования восковок) мне нравится для резьбы больше. Он позволяет быстрее и я бы сказал агрессивнее работать со скульптурной формой — отстригать от мягкого куска лишнее, наплавлять новое, оперативно править. Купить тот и другой можно в ювелирных магазинах типа Рута или Сапфир, но скорее всего в большом количестве, сколько новичку не изрезать за годы. А пытаться сварить нечто похожее для резьбы самостоятельно у меня лично не удавалось, хотя то-то близкое при желании можно получить. У любого ювелира в своем городе можно спросить где есть небольшой магазинчик, где можно купить материал в небольшом количестве. обычно всегда есть какие-нибудь мелкие лавочки.
Для работы с литейным воском не требуется использование бормашины и напильников, хватит лишь комплекта из трех-четырех резцов, простой паяльник и пара дополнительных мелочей о чем позже. Никакие покупные инструменты вроде резцов по дереву или стоматологических колупалок здесь не подойдут. Хотя из последних можно самостоятельно выточить более подходящие резцы, но их стальное основание довольно тяжелое для комфортной работы с невесомой моделью. Я предпочитаю легкие резцы на деревянной палочке или в крайнем случае переточенные старые надфили. Основная суть — один резец с широким скругленным лезвием, чтобы снимать много материала и формировать общую форму, один тонкий игольчатый для гравировок и тонких деталей и самый главный — трубчатый. похожий на ложку, чтобы плавить в нем воск прижимая к паяльнику и наплавлять капли воска к модели. Плюс он же и режет, потому таким резцом делается до 80% всей работы.

Также понадобится подходящая стальная емкость для плавления воска — восколит.
Это может быть емкость для разогревания воска паяльником — 2см глубиной (на длину жала паяльника), 4-5см в диаметре и закрепленная в каком-то кожухе, чтобы можно было держать в руке и плавить воск паяльником, не опасаясь обжечься. Удобный восколит получается из дна стальной рюмки, вклеенного в отрезанный жестяной баллончик от спрея. Можно использовать маленькое корытце, чтобы брать его пассатижами и ставить на какой-нибудь нагреватель. У меня уже много лет настольным девайсом выступает нагреватель от велосипедного вулканизатора – такой прямоугольный утюг на 250Вт, выдерживающий температуру в диапазоне 120-160гр внутренним термостатом.
А еще лучше сделать восколит из паяльника, припаяв твердым припоем к жалу металлическую (лучше медную) чашу для воска а сам нагреватель паяльника смонтировав на подставку. Такую «электро-ложку» можно брать руками за подставку чтобы отливать воск. В него же ссыпается все стружка от резьбы и переплавляется в новый материал. Воск после этого нисколько не меняет своих свойств, он абсолютно безотходный.

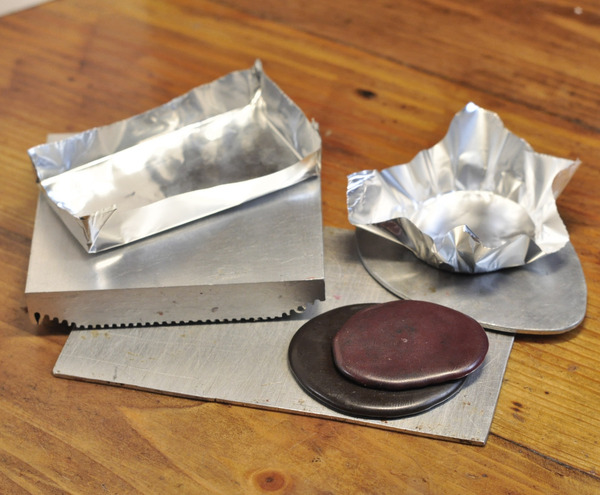
Воск удобен тем, что заготовку для резьбы не нужно отпиливать от бруска, достаточно расплавить часть паяльником в восколите и вылить на фольгу или алюминиевую пластину — получится пластинка толщиной 2-3мм и требуемого размера, из которой можно вырезать практически любое изделие (для редких исключений свои методы)
Медальоны и прочие декоративные изделия можно моделировать из плоской заготовки — объемные элементы всегда можно нарастить, приплавляя кусочки воска прямо паяльником (не забывая дуть на него, чтобы дым не попал в глаза, он довольно едкий) и лишь в единичных случаях приходится брать большой кусок воска и резать из него. Про художественную составляющую здесь мне говорить нет смысла, каждый сможет моделировать ровно настолько, насколько он способен. Смотрите фотографии украшений в сети у других мастеров, ищите что-то тематическое в картинках поисковика, выбирайте понравившийся стиль, рисуйте, почитайте книги (Рисунок для ювелиров, Моделирование из воска для ювелиров и скульпторов) и разумеется практикуйтесь. Первые модели выходят долго, сложно и топорно, но после 5-10-30ой рука набивается.

Изготовление колец требует иного подхода – создание заготовки и вся резьба ведется на «железном пальце» — цилиндре нужного размера. Для моделирования стержень может быть из любого материала – будь это шприц, корпус от помады, маркер или даже свернутая в трубку бумага. Если стержень не слишком подходит его можно обмотать бумагой до нужного диаметра. Я же за много лет обзавелся комплектом «железных пальцев» всех размеров.
Лучший способ получить заготовку – наплавлять на железный палец кусочки воска в один большой монолитный наплыв. Затем с него срезается лишняя толщина, делается разметка центральной линии, намечается навершие печатки и так далее. Кольцо полностью режется не снимаясь с железного пальца, это полезно для воска чтобы не истирать его руками. Уже после завершения лицевой стороны можно снять модель и проработать обратную сторону – здесь можно будет заметить недоливы воска при изготовлении заготовки, а также для массивных печаток требуется выборка навершия.

Технологию дальнейшего литья по модели я описывал в предыдущем посте. Однако если новичок пока не может позволить себе такие пиротехнические эксперименты, в своем городе всегда можно найти ювелирную литейку, которая принимает чужие модели на литье. Это не так уж дорого стоит, примерно 30-40 за грамм готовой отливки плюс непосредственно металл (бронзу или латунь маловероятно что льют, скорее всего только серебро и золото, первое сейчас стоит примерно 37-40р/гр). Итого литье одной средней модели может стоить 500-700р в серебре.
Источник
Как сделать самодельный модельный воск для литья, резьбы и фрезеровки.
Современные воски для моделирования и литья по сути являются пластиком, точнее — полимерные композиции. Сколько в них именно воска сказать трудно, может быть и вовсе его там нет. Поэтому я покажу свои рецепты, как сделать самодельный модельный воск для литья, резьбы и фрезеровки из доступных компонентов и различных видов воска.
Таймкоды:
00:42 | Исходные материалы
06:40 | Добавки и присадки
08:31 | Красители
11:06 | Первый рецепт
12:12 | Второй рецепт
13:07 | Третий рецепт
14:47 | Четвертый рецепт
16:06 | Пятый рецепт
17:36 | шестой рецепт
18:50 | Проверка воска
1. Парафин — 30
Пчелиный воск — 60
Воск литьевой FREEMAN — 10
2. Парафин — 40
Церезин — 60
канифоль — 5
3. Парафин — 60
PEVA (полиэтиленвинилацетат) – 20
Стеарин — 20
4. Воск пчелиный — 45
Стеарин — 10
Термоклей — 40
5. Парафин — 85
Вспененный полиэтилен — 15
6. Тальк — 45
Парафин — 40
Пчелиный воск — 5
Стеарин — 10
◆ Видео которые стоит посмотреть:
1. https://youtu.be/lKjPvpcJG7Y
2. https://youtu.be/0_3zH5UAvng
3. https://youtu.be/wqnU4dQpFPA
4. https://youtu.be/4aHzljlrEvk
Все мои видео: https://clck.ru/P5P9j
СЛЕДИ ЗА ОБНОВЛЕНИЯМИ
◆Группа ВКонтакте: https://vk.com/folkcraft
ДЛЯ ТЕХ, КТО ЖЕЛАЕТ ПОДДЕРЖАТЬ КАНАЛ
◆ Донат: https://www.donationalerts.com/r/folk_craft
◆ Задать платный вопрос: https://www.yoolaguru.com/FolkCraft
РЕКЛАМА И ДРУГИЕ КОММЕРЧЕСКИЕ ПРЕДЛОЖЕНИЯ
♬ Музыка из видео:
В этом видео фоновая музыка
#воск #воски #восковыеотливки #модельный
Видео Как сделать самодельный модельный воск для литья, резьбы и фрезеровки. канала Folk Сraft
Источник
Литьё латуни по выплавляемым моделям (филамент WAX)
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Перед тем как отливать восковки, нам нужно распечатать эти самые восковки. Я буду использовать пластик WAX (вакс) от компании «Filamentarno!». По сути WAX — это воск в виде филамента. Рекомендую к просмотру ролик по печати материалом WAX На ULTi STEEL:
Под одним из моих роликов подписчик посоветовал мне попробовать распечатать воск на фольгированном скотче. Хм, почему бы и нет? Я взял простую алюминиевую ленту. Если честно, результатом я не очень сильно доволен, потому что с одной стороны оторвало крупную деталь, например шестерёнку.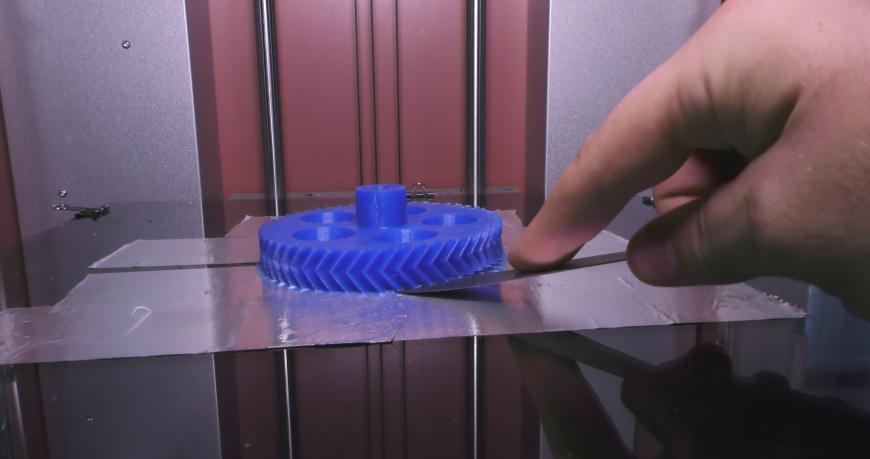
Поэтому данный способ рекомендовать не могу, плюс ещё огромная проблема — алюминиевая лента оставляет на стекле следы от клея.
Также я распечатал несколько крепёжных уголков, которые нашёл на сайте Тингвивёрс и несколько литников.


За что я очень сильно обожаю материал WAX, у него прекрасно отходят поддержки, прям супер. В одном из следующих статей мы обязательно поговорим о возможности постобработки именно вакса.
Для литья я буду использовать классический способ литья в песок с жидким стеклом. Для этого нужно сделать опоку. Опока — это форма, в которую кладётся сама заготовка, и всё это укладывается вокруг формовочной смесью. Для опоки я использовал, так как я сам работаю в магазине сантехники, приварыши на 3 и 4 дюйма, соответственно.

Нужно сделать отверстия в опоке чтобы формовочная смесь успела высохнуть. После сверления Опока выглядит так:

Но перед тем как засыпать формовочную смесь, нам нужно приклеить литники к восковкам. Я взял классический литьевой воск красного цвета. После чего простой зажигалкой его разогреваю, несколько капель падают на деталь, и сверху я приклеиваю литник. Достаточно одной капли, на самом деле, потому что если капать много, то по краям получается облой, и это может испортить внешний вид детали, поэтому не перестарайтесь — достаточно одной капли, две уже в принципе бывает много. При этом температура плавления литьевого воска намного ниже, чем у того же вакса. Вакс начинает размягчаться при 90 градусах, поэтому всё в порядке. Можно спокойно капать — восковкам ничего не будет.

На шестерёнку я сделал 3 литника, на уголки по одному литнику соответственно, они небольшие смысла делать литников больше не вижу! Но учтите что данные литники сделаны не по науке они ведут напрямую в деталь. Я сделаю отдельную статью по видам литья. Чтобы вы разбирались что да как. Какие есть плюсы какие есть минусы, и как добиться замечательного результата.
Теперь займёмся подготовкой формовочной смеси. У меня в подвале целая большая Закрывающаяся герметично бочка речного просеянного песка. Вообще, речной песок лучше не использовать, потому что у него округлые крупицы. Есть ещё кварцевый песок, его называют карьерным. Вот он идеально подходит для изготовления формовочной смеси. Некоторые говорят, что из речного песка получаются не такие прочные формы. На самом деле, если нормально смешать (добавить жидкое стекло), об этом я расскажу дальше, то форма довольно таки прочная получается, в принципе как камень. Далее в просеянный речной песок добавляется жидкое стекло. Пропорция 1:10 примерно, главное не переборщить, чтобы песок не стал слишком Мокрым. И перемешиваем его. После того, как вы замешали формовочную смесь, нужно ей дать немного постоять, недолго. Нужно чтобы она пропиталась равномерно, стала влажной. К сожалению нельзя определить конкретно, готова ли формовочная смесь, это дело опыта. Нужно 2,3,4,5,10 раз замешать формовочную смесь, дать ей постоять, и вы в принципе начнёте прекрасно понимать, что да, она готова. Я еще не знаю как объяснить фразу, «Она хорошо формуется»
В опоку закладываем немного формовочной смеси, потом кладём восковку и сверху начинаем заталкивать песок.


К сожалению, подобная технология подразумевает то, что во время закладки восковки в данную формовочную смесь, литников быть не должно. По сути, я как бы нарушаю технический процесс, но не хочется заморачиваться, делать вот эти трубки из этой же формовочной смеси — зачем? Лишний перерасход материала. Да и опоку я подобрал для этой шестерёнки не очень удачную. Проблема в том, что по краям от стенок опоки остаётся по 5 миллиметров примерно, из-за этого песок плохо Попадает в зубья.
После того, как закинули формовочную смесь в опоки, кладём их сушиться. Я поставил сушиться на сутки на жаркое астраханское солнце.
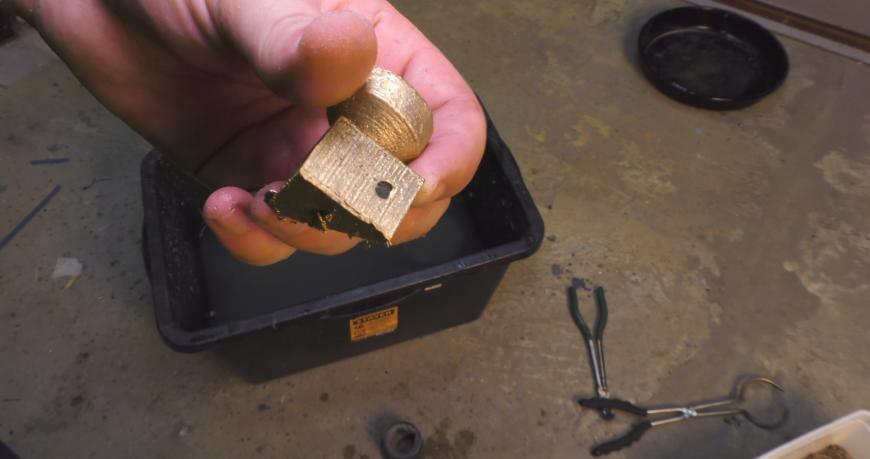
Пока она сушится, давайте посмотрим на мою покупку. Настолько новую покупку, что она пролежала у меня наверное с полгода, прежде чем у меня дошли руки с ней поработать. Это плавильня. Причем не просто плавильня, а ювелирная плавильная. Я взял модель на 2 килограмма. Она стоит примерно 20 тысяч рублей. И в реальности она греется до 1150 градусов. Есть огромнейший минус — то, что тигель, в котором расплавленный металл, кстати вот и он,
Настолько новую покупку, что она пролежала у меня наверное с полгода, прежде чем у меня дошли руки с ней поработать. Это плавильня. Причем не просто плавильня, а ювелирная плавильная. Я взял модель на 2 килограмма. Она стоит примерно 20 тысяч рублей. И в реальности она греется до 1150 градусов. Есть огромнейший минус — то, что тигель, в котором расплавленный металл, кстати вот и он, сделан из графита. И во время литья получается такая проблема, что графит выгорает, а тигель не вечный. через некоторе количество отливок он придёт в негодность и нужно будет покупать новый. Поэтому просто для дома по приколу работать ей, ну честно дороговато , новый тигель в 2 кг. Обойдётся вам 1200-1500 руб.. Надо только узнать на сколько отливок его хватит перед тем как его пробьёт. Также в комплекте с плавильней лежали щипцы для переноса тигля с расплавленным металлом,
сделан из графита. И во время литья получается такая проблема, что графит выгорает, а тигель не вечный. через некоторе количество отливок он придёт в негодность и нужно будет покупать новый. Поэтому просто для дома по приколу работать ей, ну честно дороговато , новый тигель в 2 кг. Обойдётся вам 1200-1500 руб.. Надо только узнать на сколько отливок его хватит перед тем как его пробьёт. Также в комплекте с плавильней лежали щипцы для переноса тигля с расплавленным металлом,
а также я его использовал для переноса опок, очень удобная вещица на самом деле. А также в коробке лежала инструкция, очень рекомендую её не терять, потому что там есть размеры тигля который можно, а точнее надо будет купить когда старый прогорит. Я вообще рекомендую держать у себя хотя бы один запасной, потому что ехать он будет месяц примерно а то и больше, чтобы был запасной для работы.
Включаем плавильню и настраиваем её на 1150 градусов. Я не знал, что плавильня настолько медленно разогревается, на рабочую температуру она выходит минут наверное 40.
Ну что, сутки на солнце прошли. Зачищаем опоки от лишнего песка, который налип по краям, а также железной щёткой снимаем песок который плохо склеился сверху и снизу. Всё затвердело, формовочная смесь стала очень жёсткой, поэтому не боимся железной щёткой снять лишнее. Теперь нам нужно выплавить этот самый воск, который находится внутри опоки. Для этого мы в печь закладываем опоки с восковками, включаем обогреватель на максимум, где-то градусов до 200-300 и вытапливаем. Учтите, что вакс от Филаментарно более густой, то есть простой литьевой воск выливается как вода, причём очень легко, то вакс он довольно таки медленно вытекает, к сожалению.
Учтите, что вакс от Филаментарно более густой, то есть простой литьевой воск выливается как вода, причём очень легко, то вакс он довольно таки медленно вытекает, к сожалению. И опять же это тоже процесс очень небыстрый, вплоть до 40-50 минут. Я помню старый ролик Дани Крастера, где он выплавлял пластик PLA, я не представляю, сколько времени у него на это ушло, наверное можно и состариться так ненароком.
И опять же это тоже процесс очень небыстрый, вплоть до 40-50 минут. Я помню старый ролик Дани Крастера, где он выплавлял пластик PLA, я не представляю, сколько времени у него на это ушло, наверное можно и состариться так ненароком.
Расплав рекомендуют перемешивать при помощи стеклянной палочки. Но это довольно таки дороговатое удовольствие на самом деле. Я рекомендую использовать березовую деревяшку, тонкую и длинную. Честно не знаю почему, видел на литейном производстве. А как известно, обезьянка видит — обезьянка повторяет.
Для защиты расплава от окисления я буду использовать борную кислоту. Не путайте: бура и борная кислота — это две разные вещи. Бура хорошо подходит для алюминия, борная кислота хорошо подходит именно для литья латуни и бронзы. А пока наш металл плавится, время зажигать газовый горн.
Закладываем опоки с вытапленным воском в горн. И разогреваем, практически до бела. Формоваяная смесь (если она замешана правильно) спокойно выдержит. Кстати, не забудьте обезопасить себя и надеть маску на лицо и краги, не перчатки а именно краги.  Многие из вас слабо представляют что такое 1100 градусов. 1100 градусов это так горячо, что на расстоянии полметра от тебя, у тебя жжёт руки в крагах для сварщика.
Многие из вас слабо представляют что такое 1100 градусов. 1100 градусов это так горячо, что на расстоянии полметра от тебя, у тебя жжёт руки в крагах для сварщика.
Заливаем жидкий металл в опоки.

Если нормально прокалить опоки то металл остаётся в жидком состоянии довольно долго
И вот деталь и отлилась.
Далее просто даём остыть, если не втерпёж то можно опустить и в воду. Главное убедитесь что опока достаточно остыла.
Отпиливаем литники: Они дальше пойдут в переплавку.
И давайте посмотрим на результат.



 Больше всего мне интересна шестерёнка как самая сложная деталь — отлилась она просто шикарно.
Больше всего мне интересна шестерёнка как самая сложная деталь — отлилась она просто шикарно. 

 Есть мелкие наплывы но они легко убираются. Легче убрать лишнее чем добавить недостающее. Отпиливаем литники. Далее убираем остатки литников на гриндере, после чего обрабатываем пескоструем чтобы убрать весь оставшийся песок из пор. И получилась вот такая шестерня.
Есть мелкие наплывы но они легко убираются. Легче убрать лишнее чем добавить недостающее. Отпиливаем литники. Далее убираем остатки литников на гриндере, после чего обрабатываем пескоструем чтобы убрать весь оставшийся песок из пор. И получилась вот такая шестерня. 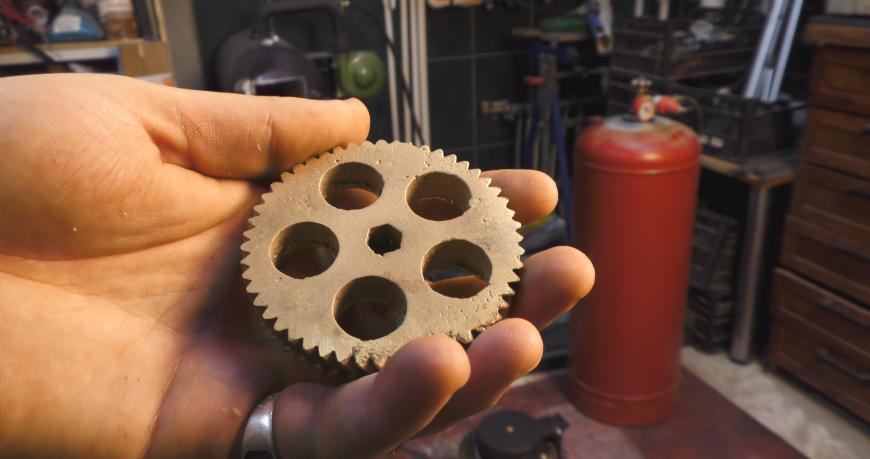


 Зубья пролились отлично, надо будет немножко доработать и в принципе можно пускать в дело. 100 процентов внутри отливки есть микро полости, но опять же прошу отметить, что я лил в домашних условиях, не в промышленных масштабах, не используя вакуум естественно, поры будут. Но для самоделок этого хватает просто на тысячу и один процент. а также для недорогого коммерческого литья качество тоже достойное. Давайте протокарим шестерню чтобы убедится в отсутствии каверн внутри.На токарном я снял около 0,2 мм.
Зубья пролились отлично, надо будет немножко доработать и в принципе можно пускать в дело. 100 процентов внутри отливки есть микро полости, но опять же прошу отметить, что я лил в домашних условиях, не в промышленных масштабах, не используя вакуум естественно, поры будут. Но для самоделок этого хватает просто на тысячу и один процент. а также для недорогого коммерческого литья качество тоже достойное. Давайте протокарим шестерню чтобы убедится в отсутствии каверн внутри.На токарном я снял около 0,2 мм. Как видите поры хоть и есть но их чертовски мало. И то близко к поверхности. Ну что? Надеюсь мой первый полноценный пост быд для вас интересен/полезен. Удачи в ваших свершениях! И как говорится: «Я не учу, а просто делаю и всё.»
Как видите поры хоть и есть но их чертовски мало. И то близко к поверхности. Ну что? Надеюсь мой первый полноценный пост быд для вас интересен/полезен. Удачи в ваших свершениях! И как говорится: «Я не учу, а просто делаю и всё.»
P.S. Оригинальный ролик если вам тоже нравятся взрывы и вот это вот всё:
Источник