- Литьё ювелирных украшений в домашних условиях
- pro-vosk.ru
- Состав ювелирного воска и работа с ним
- от katechka
- Состав ювелирного воска модельного
- Как выбрать ювелирный воск
- Изготовление восковок из ювелирного воска
- Шпатели и инжектор для работы с ювелирным воском
- Воск модельный Ferris плитка 92х38 мм зеленый
- Работа с ювелирным воском: видео
Литьё ювелирных украшений в домашних условиях


Воск при помощи паяльника наносится на металлический палец нужного для кольца диаметра. Палец обернут фольгой для более простого снятия восковки в будущем.
Для резьбы по воску используются резцы, у Тимофея они самодельные. Широкие и плоские для снятия большого количества материала и создания формы, игла для тонкой работы и гравировок, и трубчатый резец-ложка для универсальной работы и наплавления воска, что будет показано дальше.





Когда проведена разметка рисунка и букв, постепенно углубляются линии и удаляются лишние фрагменты из фона. И спустя не определенное количество времени модель становится похожа на то, что вы могли видеть на пальце автора канала AlexGyver. Затем железный палец убирается, фольга тоже. Далее идет не обязательная процедура снятия с модели слепка. Слепок позволяет быстро изготавливать восковки и тиражировать модель, например, для фанатов. Но в то же время, даже при изготовлении единичного изделия, одна восковка дает одну литейную форму, и чтобы ее не запороть, тоже можно сделать слепок на всякий случай, это как сохранится в игре или программе.
Модель заливается жидкой резиной, например, ПентЭласт-718, которая действует как эпоксидка и вулканизируется при добавлении катализатора. Формочка для создания слепка сделана из пластилина. Для улучшения передачи мелких деталей восковка тоже тщательно обмазывается резиной, а затем погружается в форму. После отверждения слепок очищается и все разбирается, слепок разрезается.






Из чаши с расплавленным воском воск намазывается на литники, чтобы соединить их вместе. Это нужно для обеспечения правильного потока и кристаллизации распаренного металла. Далее следует процесс формообразования (или формовка). Полученную литейную елку нужно промыть от грязи и жира и закрепить в стальной трубе, где она будет заполнена огнеупорным гипсом. Трубка — это каркас, она называется опока.
Модели промываются в настойке боярышника, в мыльной, а затем в чистой воде. При помощи малярного скотча поднимаются стенки трубы. Гипс разводится в соответствии с инструкцией.
Недостаточно просто залить, нужно полностью удалить из него все пузыри, иначе расплавленный металл их заполнит и тогда изделие покроется кучей мелких шариков, которые не везде будет возможно удалить и рисунок на модели будет испорчен.

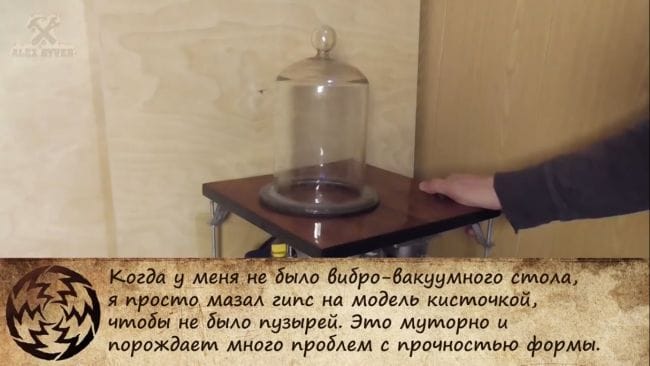

Насос откачивает воздух из-под колпака, а столешница вибрирует от моторчика с эксцентриком. Таким образом из гипса выбиваются и выдуваются все пузыри. Гипс замешивается по времени, потому что процесс жестко ограничен. Гипс не просто грязь, которая засохнет. При замесе он жидкий и льется как кефир, но уже через 8-10 минут твердеет, так как в нем происходит химическая реакция. Если его перемешивать дальше в этом состоянии, то он вообще навсегда останется кашей.
В вакууме гипс закипает, из него выходит воздух. Сперва его вакуумируется сам замес, затем он разливается по опокам и вакуумируется снова. Это все нужно успеть сделать за 8 минут. В опоках гипс вновь закипает и поднимается, вот для этого и нужен скотч. Опока заливается до верху и гипс может начать вытекать. Через час-два после формовки гипс уже твердый, его можно обрабатывать механически.
Опоки распечатываются, убирается скотч, поставка с пластилином и выдергивается проволока. Таким образом открываются литники, ведущие к модели. Восковки уже исполнили свое предназначение, передав свою форму гипсу. Все, пути назад нет, восковая модель превратилась в восковую лужу, теперь нужно удалить из форм воду, ее там чуть ли не треть по массе.
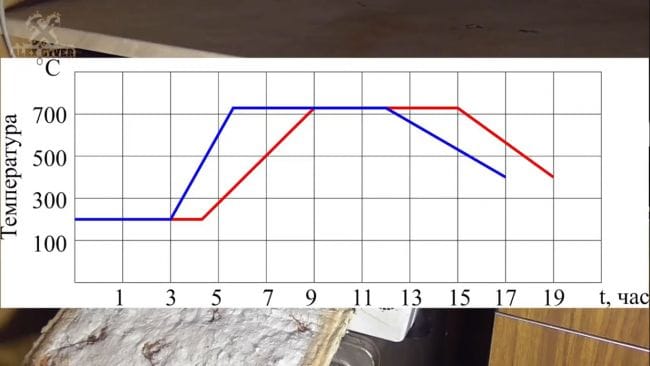
Формы сейчас супер сырые, их нужно не просто просушить, а прокалить, чтобы из кристаллической решетки гипса вышла вся вода. Для этого печь должна плавно поэтапно поднимать температуру до 730-750 градусов и затем немного опустить ниже перед литьем. Этим занимается термоконтроллер. Прокалка под надзором термоконтроллера занимает 9 часов.
Литье будет производиться под давлением от силы инерции, и форма закрепляется в специальном высокотехнологичном устройстве. В качестве металла используется всякий серебряный лом и плавится обычной горелкой.
На раскаленный металл добавляется обычная борная кислота (продается в аптеке). Она становится масляной пленкой, которая покрывает металл и защищает его от окисления, поглощает шлаки и очищает расплав, в общем выполняет те же функции, что и при обычной пайке. Борная кислота, кстати, дает зеленое пламя.


Далее для надежности идет второй флюс — это тетраборат натрия (он же бура), делает все то же самое, что должен делать обычный флюс. Плавящийся металл перемешивается титановой спицей. К слову, металл не льется в литники сам по себе, потому что сила поверхностного натяжения что скатывает его в ртутный шарик, не дает ему пролиться в тонкий коридор литейной системы. Для этого они сделаны тонкими, чтобы можно было расплавить и подготовить металл и только после этого разом заливать всю массу.
Далее следует процесс литья под давлением, в котором сила инерции забивает металл вовнутрь формы. Как бы безумно это ни выглядело, этот способ действительно практикуется по сей день, хотя чаще мастера предпочитают использовать более стационарные установки-карусели. Например, в таких льют зубные коронки и все довольны. Металл кристаллизуется под давлением — это дает ему лучшие характеристики. Далее отливка извлекается и очищается от гипса.
Переходим к обработке отливки. После откусывания или спиливания литников, отливку нужно обжечь докрасна, чтобы снять напряжение в металле и очистить от нагара литейной формы. После нагрева отливка опускается в раствор обычной пищевой лимонной кислоты из продуктового магазина и все это дело кипятится горелкой. Когда лимонная кислота кипит, она действует как реальная кислота — разъедает и смывает лишнее с металла, серебро становится белым.



Далее следует полировка для придания поверхности блесков, а затем производится чернение или оксидирование, процесс искусственного состаривания в растворе серной печени.
Щепотка порошка плавится пока не вспыхнет, затем заливается водой и доводится до кипения. В полученном растворе серебро чернеет за считанные секунды.

Колечко готово. Вот так оригинальная восковая модель превратилась в блестящее серебряное колечко.
Благодарю за внимание. До новых встреч!
Источник
pro-vosk.ru
Сайт о восках и их свойствах
Состав ювелирного воска и работа с ним
от katechka

Ювелирный воск для моделирования широко используется ювелирами, именно с его помощью изготавливаются прототипы колец, сережек и других украшений. Воск для ювелирных изделий имеет свои особенности, его изготовление производится с использованием особых продуктов переработки воска. Воск для ювелирного литья может использоваться для моделирования и в других сферах производства — отлить из него можно все, что угодно. Шпатели и инжектор для воска ювелирный — специальное орудие для работы этим материалом. Сегодня мы поговорим о том, как выбрать и где купить ювелирный воск.
Состав ювелирного воска модельного
Ювелирный воск — химический композит из очищенного воска с примесями, который по виду скорее схож с пластиком, чем с пчелиным воском. Он очень прочный, но плавится при температуре 70-100 градусов. Это важные свойства, поскольку тонким деталям нужно выдерживать различные нагрузки (извлечение из формы, заливка в опоке).
В качестве добавок, которые придают воску необходимые свойства используют парафин, церезин, полиэтилен, канифоль, полистирол, карбамид, борную кислоту. А также добавляют красители для маркировки разных составов. Пигмент, который входит в его состав не влияет на качество восковки и изделие может быть любого цвета.
Как выбрать ювелирный воск
Ювелирный воск используется для изготовления различных предметов. Это могут быть корпусы часов, церковные сувениры и прочие изделия. При выборе воска обращайте внимание на следующее:
- Он должен иметь минимальную усадку.
- Поверхность изделия должна быть глянцевой и чистой.
- Температура плавления должна находиться в пределах 60—100 °C.
- Материал должен обладать достаточной текучестью.
Изготовление восковок из ювелирного воска
Работа по изготовлению выплавляемых моделей начинается с получения наряда – задания, написанного на специальном бланке. Мастер сверяет номера пресс-форм, то есть резинок, с номерами, указанными в наряде.
Затем мастер очищает пресс-форму от пыли и остатков воска. В зависимости от сложности модели и особенностей пресс-формы, некоторые резинки сбрызгиваются силиконом – воск легко отделяется от резины и не ломается. Затем все составные элементы резинки складываются, только после этого она считается готовой к работе. Работа с ручным инжектором. Вначале восковщик закручивает клапан и вручную накачивает давление, высота которого зависит от вида изделия.
Затем мастер крепко зажимает пресс-форму между двумя пластиковыми плашками, подносит к носику инжектора и надавливает на него. Горячий воск заливается в резинку и принимает форму вырезанной в ней модели – восковка готова!
Кстати, для того чтобы воск быстрее застывал, пресс-формы обязательно должны быть холодными. Поэтому по мере нагревания резинок восковщик кладёт их в морозильную камеру для охлаждения. Готовые восковки вместе с нарядом сдаются на проверку контролёру ОТК. С помощью микроскопа специалист оценивает качество выполненной работы, а восковщик тем временем может приступать к выполнению следующего наряда.
После контроля качества прототипы будущих изделий напаивают на восковой стержень. В результате получается заготовка для отливки в металле, напоминающая ёлку. Изготовление воскового дерева – очень кропотливая работа, так как плотно прилегающие друг к другу хрупкие модели легко повредить. После этого готовые ёлки отправляются на участок литья, где они отливаются в металле.
Шпатели и инжектор для работы с ювелирным воском
 Для изготовления моделей из ювелирного воска, или восковок необходимо специальное оборудование – инжекторы. Инжекторы бывают двух видов: автоматические вакуумные и ручные. Внутри каждого из них сохраняется высокое давление и температура 75 градусов, необходимые для поддержания воска в расплавленном виде.
Для изготовления моделей из ювелирного воска, или восковок необходимо специальное оборудование – инжекторы. Инжекторы бывают двух видов: автоматические вакуумные и ручные. Внутри каждого из них сохраняется высокое давление и температура 75 градусов, необходимые для поддержания воска в расплавленном виде.
Помимо инжектора восковщику требуется особый инструмент:
- Ша́бер – заточенный металлический стержень, которым удаляют лишний воск.
- Кисточка и ватная палочка. Удивительно, как привычные вещи превращаются в необходимый ювелирный инструмент. Смоченные в бензине, они нужны для корректирования неровностей и мелких дефектов, которые поддаются устранению.
- Увеличительное стекло. С помощью него оценивается качество получившейся восковки и выплавки мельчайших деталей.
Воск модельный Ferris плитка 92х38 мм зеленый
Этот вид модельного воска Ferris предназначен для изготовления восковых моделей колец, печаток, подвесок, звеньев цепочек, пуссет и т.д.
Зеленый — наиболее популярный воск для резьбы.
Это самый твердый воск, на нем возможна прорезка наиболее тонких деталей и сложных дизайнов. Наиболее важной особенностью зеленого воска является простота его обработки напильниками, надфилями и фрезами при высоких оборотах (в том числе и на токарных станках) без оплавления материала.
- Толщина изделий из воска может достигать 0,2 мм, при этом восковка остается прочной и не подвержена деформации.
- Идеал для создания больших, сложных моделей.
- Смягчается при Т=116С.
- Комплект — 15 плиток.
- Размер — 92х38 мм.
- Толщина:
— 1шт. — 25 мм;
— 3шт. — 18 мм;
— 4шт. — 8 мм;
— 7 шт. — 5 мм. - Вес — 454 г.
Купить ювелирный воск можно в интернет-магазинах. Про наличие воска в физических магазинах вашего города можно поинтересоваться у мастера в ювелирной мастерской — вероятнее всего он даст вам дельный совет.
Работа с ювелирным воском: видео
Источник