- Такое решение самодельного линейного подшипника-втулки или наши руки не для скуки.Часть 1.
- Подпишитесь на автора
- Подпишитесь на автора
- Центрирующая втулка на промвале
- Разработка технологического процесса изготовления центрирующей втулки
- Определение типа производства с учетом объема выпуска детали. Выбор маршрута обработки заготовки для втулки, расчет ее размеров и припусков на механическую обработку. Вычисление режимов резания аналитическим методом, техническое нормирование операций.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Содержание
- Введение
Такое решение самодельного линейного подшипника-втулки или наши руки не для скуки.Часть 1.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Здравствуйте Господа 3dшники!
Прошу не судить меня строго за мой первый пост, так как последние мои рукописи — это письма домой из армии,так что писатель из меня никакой.
Что сподвигло на написание? Да просто хотел озвучить свои мысли вслух, посоветоваться и посовещаться.
Может подобное решение и обсуждалось, если честно я не нашел, будьте добры , ткните пальцем.
Как и многих здесь присутствующих, путь 3d_printа для меня начался с Rep-Strap.
Сколхозил худо-бедный принтер и ваяю.. для себя, для друзей, некоторые вещи даже покупали.
Ну да ладно. не об этом.
Во общем проблема как и у многих с линейными подшипниками и направляющими.
Направляющих. ПОЛНО. Работаю ИТ-специалистом, так что струйников через меня прошло ‘немало’.
Жаль только, что диаметр у всех разный и нестандартный: 9.5мм, 10.5мм и тд . 8мм-осей попалось штук 6-8.
Купил направляющие из нержавейки диаметрами 8мм, 10мм, 12мм. и соответственные ЛП.
Вроде как то все работает, только то люфты, то борозды на осях образуются.
Раньше каретки катались на капролоновых втулках, которые иногда подклинивали.
Соглашусь, что кое-где виной было моё рукожопство, и вообще первый блин комом).
Сейчас проектирую H-Bot и голова греется . какие взять направляющие. чтобы не борозд, не люфтов, не клинов.
А также чтобы сейчас, и безвозмездно, (те ДАДОМ)(с)Сова), и чтоб печаталось быстро, качественно, красиво!)
Оси и ЛП. — нахлебался.
Оси и капролоновые втулки. — знакомый токарь уехал из города
Рельсы. — по отзывам, смотря на какого продавана напорешься.
Каретки на подшипниках качения. -получилось громоздко, гремит, грохочет , опять же мое рукожопство.
Пробовал печатать втулки из тримерной лески — межслойное сцепление слабое, и вообще так и не научился печатать леской.
Видел, продается для печати хороший нейлон, но думаю пока рано на таком принтере браться за ‘Виллиама , нашего Шекспира’ (с).
О втулках из ABS мнения тоже расходятся.
Вчера уснуть не мог, нашел на Yuotube видео где один парень показывал . короче вот видео:
Повторюсь: может подобное решение и обсуждалось, если честно я не нашел, будьте добры , ткните пальцем.
Но оно мне понравилось и я решил с ним поэкспериментировать.
В видео парень использовал тефлоновые трубки.
Моя мысль была проще — совместить ABS и Neylon в ‘линейном подшипнике-втулке’.
Из ABS напечатать обойму, а шариками-роликами там будут кусочки триммерной лески.
На пальцах не объясню, покажу во FreeCade.
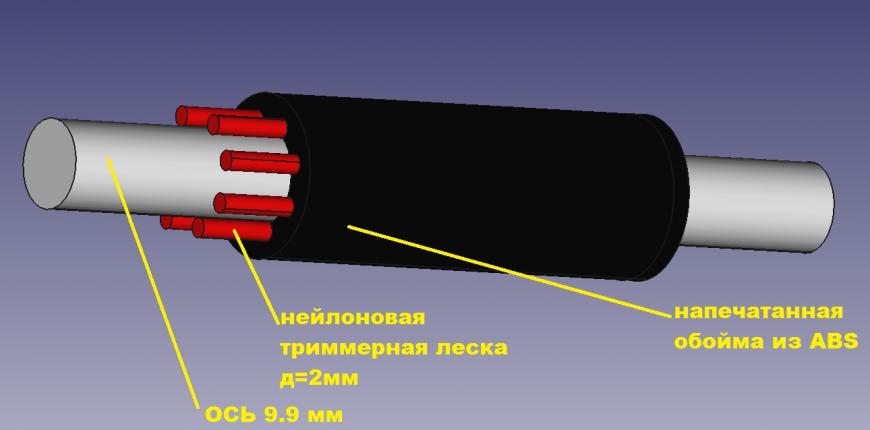
И тут Остапа понесло. А если во так:
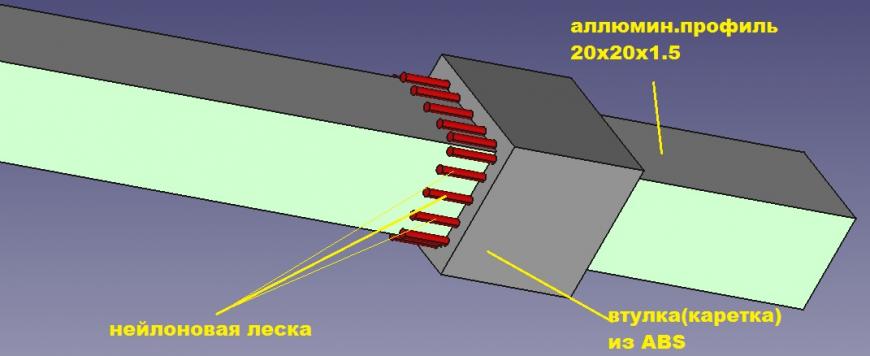
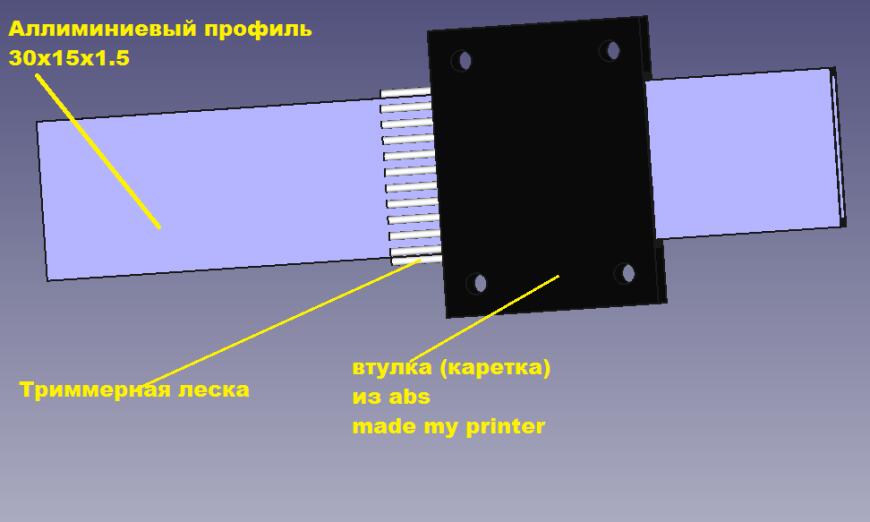
Вообщем фантазировать можно много.
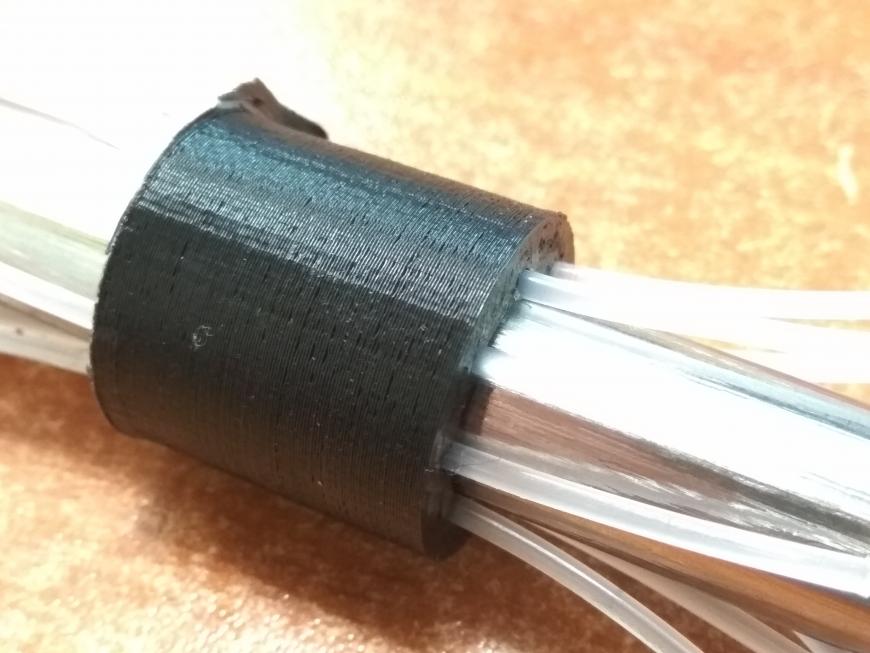
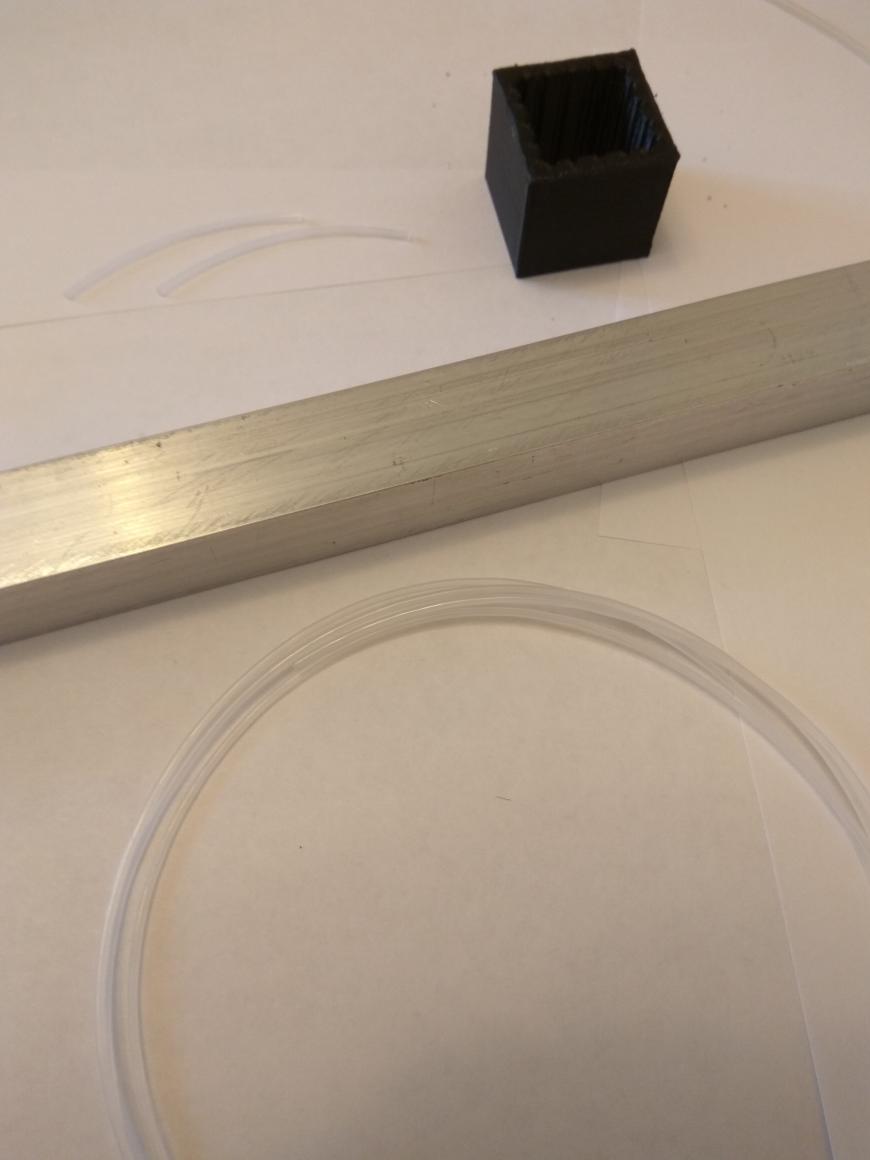
Сегодня пятница, а принтер на работе. Вот что сегодня успел воплотить:
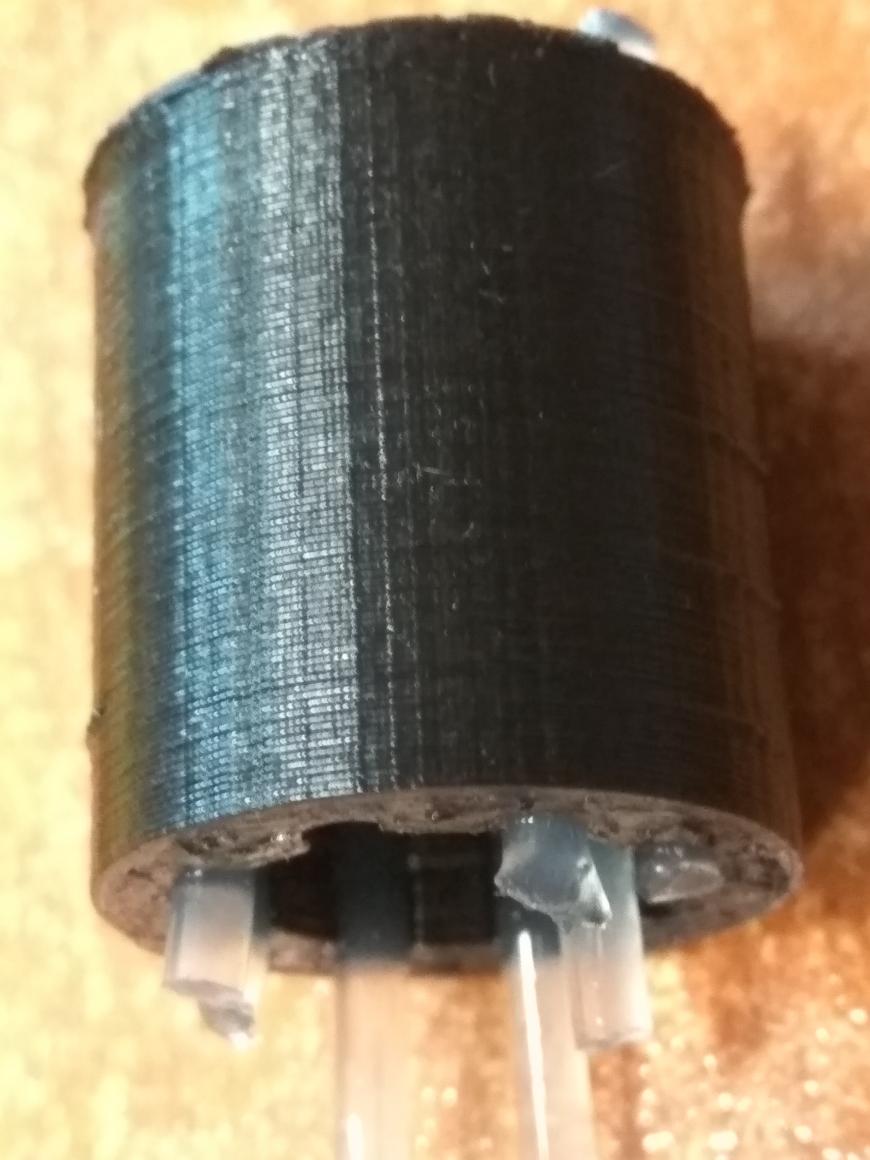
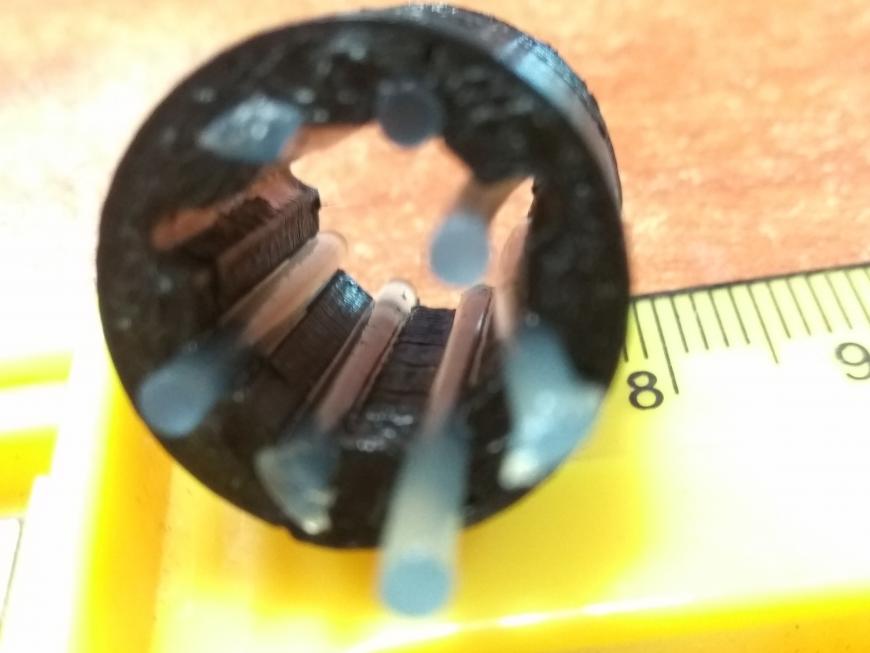
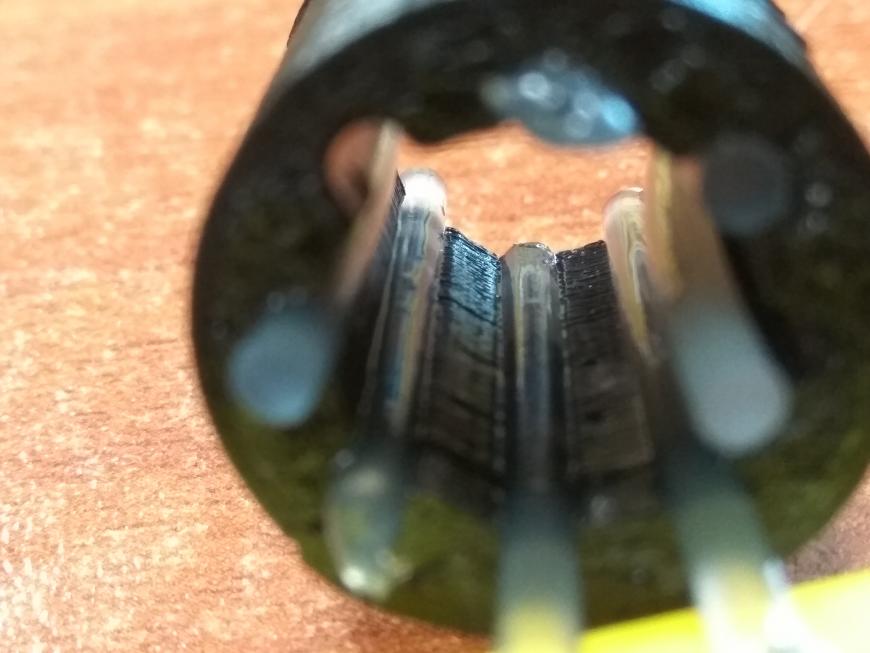



Первым порадовало, что не нужно печатать нейлоном, а рабочим материалом является именно он , что есть второй Плюс.
Регулировать ‘легкость хода можно количеством нейлоновых вставок’.
Минусом является появление люфта, но тут видимо уже нужно искать золотую середину.
Нейлоновые вставки с большой неохотой встают в пазы.
Вот собственно пока то, что успел. После выходных напечатаю остальные втулки и крепление под них. Они пойдут на дрыг-дрыг стол.
И собственно будет ясно , стоило ли овчинка выделки.
Спасибо за внимание, с радостью приму конструктивную критику, советы и прочие пожелания.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Источник
Центрирующая втулка на промвале
Что такое гайки на осях? ослабляешь на 1,5-2 оборота болты шпилек крепления опор, раздатку в нейтраль, сначала 1ю передачу на 3000 об/мин, потом 2ю, и так далее вплоть до 5й.
расположением рк добиваешься наименьшей вибрации, затягиваешь.
Если один делать будешь, лучше резко в нейтраль кпп перебросить а не газ сбрасывать
И еще — раз уж тебя промвал оборвало — проверь, что бы крестовины в карданных валах не закисшими (люфта не будет при этом, выявить можно только вращением фланцев руками относительно вала, а киснут они вечно) были паралельны (жигулячьи уроды мастера любят их по шлицам разбирать) и шлицы были живы — не заксили и не люфтили.
Я правильно понимаю, что центрировать раздатку с подвешенными колесами — не нужно?
Гайки на осях — имеются ввиду гайки (большие) на оси, которая кронштейнами крепится к днищу. Там еще втулки резиновые есть. Я так понимаю, что она ответственна за поперечное положение раздатки.
Промвал кстати я проанализировал. Его не порвало, оказывается. а просто из шлицов выдернуло.
А вот почему — расскажу.
Снег у нас ))
Так вот — выяснил я тут , что блокировка у меня не включается.
Закисла типа.
Ну. в процессе приложения усилий. (а при этом РК качается) блокировку я включил. но промвал видимо раскачек РК не выдержал.
И стопорное кольцо не помогло.
Пардон, забыл указать)
2121, вестимо.
номер по старому каталогу
2101-2202107
Резинка для шрусового промвала Для оригинального с крестовиной 2121 должна быть классической металлической
Источник
Разработка технологического процесса изготовления центрирующей втулки
Определение типа производства с учетом объема выпуска детали. Выбор маршрута обработки заготовки для втулки, расчет ее размеров и припусков на механическую обработку. Вычисление режимов резания аналитическим методом, техническое нормирование операций.
| Рубрика | Производство и технологии |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 29.05.2012 |
| Размер файла | 957,9 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Содержание
1. Характеристика детали
2. Определение типа производства
3. Выбор маршрута обработки заготовки
4. Обоснование вида метода получения заготовки
5. Расчет припусков на механическую обработку и определение размеров заготовки
6. Расчет режимов резания аналитическим методом
7. Техническое нормирование операций технологического процесса
8. Выбор модели оборудования и определение его количества. Выбор технологической оснастки
9. Расчет приспособления на усилие закрепления
10. Разработка планировки участка
11. Мероприятия по технике безопасности
Список использованной литературы
Введение
Научно-технический прогресс в машиностроении в значительной степени определяет развитие и совершенствование всего народного хозяйства страны. Важнейшими условиями ускорения научно-технического прогресса являются рост производительности труда, повышение эффективности общественного производства и улучшение качества продукции.
Технология машиностроения — это наука об изготовлении машин требуемого качества в установленном производственной программой количестве и в заданные сроки при наименьших затратах живого и общественного труда, т.е. при наименьшей стоимости.
Совершенствование технологических методов изготовления машин имеет при этом первостепенное значение. Качество машины, надежность, долговечность и экономичность в эксплуатации зависят не только от совершенства ее конструкции, но и от технологии производства. Применение прогрессивных высокопроизводительных методов обработки, обеспечивающих высокую точность и качество поверхностей деталей машины, методов упрочнения рабочих поверхностей, повышающих ресурс работы деталей и машины в целом, эффективное использование современных автоматических и поточных линий, станков с программным управлением (в том числе и многооперационных), электронных вычислительных машин и другой новой техники, применение прогрессивных форм организации и экономики производственных процессов — все это направлено на решение главных задач: повышения эффективности производства и качества продукции.
В решении этих задач принимают активное участие инженерно-технические работники и руководители производства, подготовка которых осуществляется в высших учебных заведениях по ряду технических специальностей, в том числе и по специальности «Технология машиностроения, металлорежущие станки и инструменты». При подготовке высококвалифицированных инженерных кадров большое место отводится самостоятельной работе студентов — выполнению индивидуальных заданий, курсовых работ и проектов.
Технология, машиностроения как учебная дисциплина, имеет ряд особенностей, существенно отличающих ее от других специальных наук:
1. Технология машиностроения является прикладной наукой, вызванной к жизни потребностями развивающейся промышленности.
2. Являясь прикладной наукой, технология машиностроения вместе с тем имеет значительную теоретическую основу, включающую в себя: учение о типизации технологических процессов и групповой обработке, о жесткости технологической системы, о точности процессов обработки и др.
3. Технология машиностроения комплексной, инженерной и научной дисциплиной, тесно связанной и широко использующей разработки многих учебных дисциплин, изучаемых в технических вузах. Само определение технологии машиностроения как науки об изготовления машин трактует ее как синтез технических проблем организации производства, планирования и экономики машиностроения.
4. Технология машиностроения является одной из самых молодых наук, быстро развивающейся в месте с возникновением новой техники и совершенствование промышленного производства.
При выполнении курсовой работы студент самостоятельно решает большой комплекс инженерных задач. Основной целью курсового проектирования является проверка знаний общетехнических и главным образом специальных дисциплин, приобретенных студентами. Работа над курсовой работой дает возможность проверить умение студента применять полученные им знания при выполнении конкретных производственных заданий. Сюда относится разработка прогрессивных технологических процессов, конструирование приспособлений и инструментов, проектирование машиностроительных цехов и другие проектные работы. Выполнение их, как правило, сопровождается экономическими расчетами. При этом должны учитываться последние достижения отечественной и зарубежной науки и техники, а также опыт новаторов производства. В процессе работы над проектом студент должен проявить свои творческие способности, показать умение разрабатывать перспективные технологические процессы изготовления изделий машиностроения. Качество проекта определяется главным образом глубиной технологических и конструкторских разработок и элементами новизны, внесенными дипломантом.
При проектировании технологических процессов изготовления деталей машин необходимо учитывать основные направления в современной технологии машиностроения.
1. Приближение заготовок по форме, размерам и качеству поверхностей к готовым деталям, что дает возможность сократить расход металла, значительно снизить трудоемкость обработки деталей на металлорежущих станках, а также уменьшить затраты на режущие инструменты, электроэнергию и прочее. Для этого рекомендуется применять штамповку в закрытых штампах и чеканку деталей, получать заготовки методом горячего и холодного выдавливания, прокаткой на специальных станах сложных фасонных профилей, а также периодического сечения; использовать горизонтально-ковочные машины, горячештамповочные прессы и другое высокопроизводительное и обеспечивающее высокую точность заготовок оборудование. При получении отливок рекомендуется применять методы точного литья, литье под давлением, центробежное литье, которые обеспечивают получение отливок деталей с допусками по 4-7-му классам точности, метод прессования форм, металлические формы с покрытием специальным составом и т. д.
2. Повышение производительности труда путем применения автоматических линий, автоматов, агрегатных станков, многорезцовых гидрокопировальных полуавтоматов, станков с числовым программным управлением, в том числе и многооперационных; новых, более совершенных методов обработки, новых марок материалов режущих инструментов, приспособлений с быстродействующими зажимами, механизации и автоматизации загрузки и разгрузки деталей на станках, быстросменных инструментальных наладок и прочее; новых, более совершенных методов организации комплексных технологических процессов обработки деталей машин и сборки изделий.
3. Концентрация нескольких различных операций на одном станке для одновременной или последовательной обработки большим количеством инструментов с высокими режимами резания и автоматизацией вспомогательных приемов.
4. Применение электрохимических и электрофизических способов размерной обработки деталей. К ним относятся электроискровая, электроконтактная, электроимпульсная, анодно-механическая обработки; лучевые, ультразвуковые, электрохимические и электроабразивные способы.
5. Развитие упрочняющей технологии, т. е. повышение прочностных и эксплуатационных свойств деталей путем упрочнения поверхностного слоя механическими, термическими, термомеханическими, химико-термическими способами.
6. Достижение наиболее производительными методами обработки высокой точности размеров и формы деталей, качества поверхностей, точности сопряжении, обеспечивающих надежность и долговечность деталей машин.
7. Организация технологических процессов изготовления деталей и сборки изделий в поточные линии.
8. Значительным резервом повышения производительности труда и улучшения использования основного технологического оборудования в машиностроении является снижение трудоемкости перемещения деталей между рабочими местами и цехами. Транспорт во многих случаях приобретает значение фактора, организующего производство.
1. Характеристика детали
В курсовом проекте разрабатывается технологический процесс изготовления детали — втулка центрирующая. Втулка центрирующая представляет собой тело вращения типа цилиндра, изготовленное из Стали 20. Втулка центрирующая — это деталь, которая обеспечивает плавный переход от отверстия в цилиндре к корпусу с другим отверстием.
Втулку называют центрирующей, так как она соединяется с цилиндром по посадке, обеспечивающей минимальную несоосность отверстий.
Вот один из примеров её использования.
2. Определение типа производства
В машиностроении различают три основных типа производства: массовое, серийное (подразделяется в свою очередь, на мелко-, средне- и крупносерийное), единичное. Тип производства зависит от двух факторов, а именно: заданная программа и трудоёмкость изготовления детали. На основе заданной программы рассчитывается такт выпуска изделия , а трудоёмкость определяется средним штучным временем Тшт.ср по операциям действующим на производстве или аналогичного технологического процесса.
Тип производства зависит от общего объема выпуска, который определяется с учетом технологических потерь, запасных частей и заданного объема выпуска изделия.
От типа производства зависит выбор:
технологических методов обработки;
средств механизации и автоматизации;
организационных форм выполнения технологических процессов.
Тип производства по ГОСТ 3.1119-83 характеризуется коэффициентом серийности:
где: — такт выпуска изделия
Ф — годовой фонд работы оборудования (ч/смена)
N-годовая программа выпуска (шт./год)
— среднее штучно калькуляционное время
n — количество поверхностей
-среднее время обработки одной поверхности детали
Тштi — основное время обработки одной поверхности детали
ц — коэффициент зависящий от типа производства и вида применяемого оборудования
m — количество переходов для обработки одной поверхности детали
Зависимость типа производства от коэффициента серийности следующая:
если — массовое производство;
В данном случае процесс обработки детали можно реализовать нижеследующим образом (табл. 1)
где: n = 10 — количество обрабатываемых поверхностей
? среднее время обработки одной поверхности детали
Источник