Импульсная сварка своими руками
Импульсная сварка — что это такое? По сути своей, это обычная электродуговая сварка, в процессе которой подаются дополнительные кратковременные импульсы. Просим не путать данный тип сварки с точечным. Импульсная точечная сварка и импульсно-дуговая сварка — два кардинально разных метода соединения металлов.

Но что, если вы хотите испробовать в своей практике данный метод соединения металлов, но не хотите тратить много денег на покупку качественного сварочного аппарата? Решение есть! Можно сделать самодельную импульсную сварку. Импульсная сварка своими силами собирается за полтора-два часа, а все комплектующие стоят недорого. В этой статье мы подробно расскажем, как своими руками сделать импульсную сварку и каков наш опыт использования самодельного сварочного аппарата.
Сборка импульсной сварки
Преобразователь
Начнем со сборки преобразователя. Который также называют силовой частью сварочного аппарата. Ниже вы можете видеть подробную схему сборки.

Также мы привели несколько таблиц со спецификациями используемых комплектующих.




Схема управления
Ниже приведена понятная и рабочая схема управления, а также видна небольшая часть схемы запуска аппарата.

Как и при сборке преобразователя мы привели несколько таблиц со спецификациями используемых комплектующих.


Плата
Ниже вы можете видеть схематичное изображение печатной платы.

А вот схема расположения всех элементов на плате.

Обращаем ваше внимание, «мягкий запуск» размещается на плате управления.
Прибор в сборе
Ниже вы можете видеть прибор в сборе. Это его простейший вид. Не хватает корпуса с вентиляторами, платы управления (ее нужно прикрепить к самому корпусу), разъема для сварочного тока, а также сетевого фильтра и предохранительного автомата (тоже крепится к корпусу).

Опыт применения
Наш опыт показал, что устройство, собранное по данным схемам, работает практически безотказно. Мы остались довольны функционалом и качеством получаемых швов. Конечно, с помощью такого агрегата вы не сможете выполнить профессиональные сварочные работы, но оно и не нужно. Такой самодельный сварочник подойдет для импульсной сварки забора или теплицы. Словом, он не подведет ни одного домашнего умельца, при этом его сборка обойдется очень дешево.
Собранный по данным схемам сварочник предназначен для работы в сети 220В. Но на нашей памяти случались ситуации, когда напряжение было нестабильным, особенно на даче. Тем не менее, дуга горела стабильно, зажигалась довольно просто. Да, это не профессиональная микроимпульсная сварка, но все же. Кстати, рекомендуем использовать в работе с таким самодельным аппаратом только плавящиеся электроды. Сварка плавящимся электродом куда эффективнее и неплохо стабилизирует горение дуги.
Естественно, для сборки нам понадобилось потратить свое личное время и силы. Но конечная стоимость самодельного аппарата для импульсной сварки оказалась в несколько раз ниже, тем у бюджетных моделей из магазина. При этом самодельное устройство отлично справляется со своими функциями.
Преимущества самодельного аппарата
Помимо цены у самодельного аппарата для импульсной сварки есть множество других преимуществ перед моделями, продающимися в магазине. Первое преимущество — малое потребление тока. Если вы включите обычный аппарат из магазина в бытовую розетку у себя на даче и сварите калитку, например, то вскоре получите счета за электроэнергию и неприятно удивитесь. К тому же, подключать такой аппарат к бытовой розетке просто опасно, автоматы могут не выдержать такой мощности.
Не забывайте и о габаритах покупных аппаратов. Их просто невозможно спокойно перенести в руках с места на место. На заводах сварщики просто используют очень длинные провода, чтобы не перемещать такой аппарат по цеху. При этом цена на такие провода очень высока, и мы не думаем, что вы захотите тратить лишние 100$ на кабели. А вот самодельный аппарат весит немного и его можно легко перемещать.
Также у покупных аппаратов есть свои производственные возможности, и они редко превышают 80%. А зачастую находятся на отметке в 50%. Это значит, что такой аппарат просто не может раскрыть весь свой потенциал. Происходит это из-за того, что большой и технически сложный сварочник сильно нагревается и ему требуется много времени на остывание. По этой причине вы также не сможете варить дольше 2-3 минут подряд.
У самодельного сварочника, собранного по нашим схемам, нет таких недостатков. В нем нет реактивных токов, так что практически вся электроэнергия используется. Вы без проблем можете подключить такой сварочник к домашней розетке и не беспокоиться о счетах за электричество и возможном времени работы. Ведь мощность нашего самодельного прибора лишь немного больше, чем мощность обычного утюга.
С помощью самодельного аппарат для импульсной сварки можно варить более 20 минут, что точно больше, чем положенные 2-3 минуты у аппарата их магазина. А вес такого самодельного прибора не превышает 10 килограмм. Это то, что нужно для домашнего мастера.
Какие еще есть достоинства? Ну вы можете на этапе сборки еще больше удешевить конструкцию. Например, в качестве сварочных кабелей использовать провода с меньшим сечением, достаточно 12 квадратных миллиметров. А для питания аппарата можно использовать провода от бытовых удлинителей.
Особенности
Сварка своими руками с применением самодельного сварочника имеет ряд особенностей. О них мы и поговорим ниже.
В ходе работ дуга может гореть нестабильно. Чтобы это исправить нужно использовать трансформатор с большой степенью индуктивности. Но учтите, что в таком случае значение тока может уменьшится. Это, конечно, минус. Ведь зачастую такие сварочные аппараты работают с переменным током и по умолчанию имеют маленький диапазон регулировки тока, а вместе с тем и низкий коэффициент полезного действия.
А вот у аппаратов, работающих на постоянном токе, сам ток стабилизируется благодаря отдельному дросселю. В некоторых моделях может быть сразу два дросселя. Поэтому время восстановления дуги существенно сокращается, а значение сварочного тока увеличивается.
Вывод очевиден: нужно, чтобы сварочник работал на постоянном токе. Но учтите, что необходимо следить за индуктивностью дросселя. Если она будет слишком большой, то вы не сможете нормально зажечь дугу и электрод просто начнет прилипать к металлу. Можно ли добиться быстрого поджига дуги и стабильного сварочного тока? Конечно. Но для этого нужно сделать так, чтобы индуктивность дросселя была низкой, при этом частота тока была высокой.
Вместо заключения
Самодельный аппарат для импульсной дуговой сварки — это отличная вещь для всех дачных умельцев. При минимальных финансовых затратах вы получите удобный рабочий инструмент, который позволит вам выполнять большое количество самых разнообразных сварочных работ. Вам не придется просить соседа или искать какого-то сварщика на стороне, чтобы сварить теплицу или ворота. При этом самодельный прибор вполне надежен, поскольку в нем используются простые комплектующие. Можете добавить к ним прочный металлический корпус, и тогда вам аппарат будет служить долгие годы.
Источник
Устройство управления высокочастотной микросваркой
Автоматическое электронное устройство управления высокочастотной микросваркой предназначено для сварки металлов высокочастотными токами в среде инертных газов и контактной микросварки.
Расширенные функции регулятора тока позволяют выполнять: электросварку электродами; сварку пластмасс; спайку медных проводов; контактную сварку тонкого листового металла к массивному металлу; регулирование оборотов электродвигателей постоянного тока, проводить электролиз и формовку электродов аккумуляторов и функции автоматического поддержания температуры теплоносителя.
Отличительная особенность технологии использования высокочастотного тока — качественный шов, устойчивое горение дуги, пониженный расход электроэнергии, плавное регулирование тока электросварки, регулирование скорости подачи сварочной проволоки и выбор характеристики зажигания дуги.
Введение
Смысл высокочастотной микросварки заключается в облегчении сварочного процесса, путём прожигания импульсным током высокой частоты и амплитуды поверхностно — активных веществ, обладающих высоким сопротивлением, на свариваемых металлах – масел, ржавчины, окислов.
Регулировку тока в традиционных сварочных аппаратах выполняет индивидуальный балластный реостат, служащий для получения необходимой для сварки крутопадающей нагрузочной характеристики и регулирования сварочного тока.
Значительная часть электроэнергии в такой системе расходуется на нагрев реостата.
Второй существенный недостаток классической сварки – необходимость в повышенном напряжении дуги для возникновения устойчивого зажигания.
Применение в устройстве инвертора на полевых транзисторах в качестве электронных ключей позволяет снизить сварочное напряжение, при улучшении показателей.
Электронная схема устройства микросварки автоматически формирует нагрузочную характеристику требуемого вида, за счёт обратной связи по напряжению и току.
Регулировка обратной связи позволяет выставить любой наклон нагрузочной характеристики — от жёсткой до крутопадающей.
Схемой предусмотрено автоматическое отслеживание температуры полупроводникового преобразователя и своевременного снижения тока нагрузки с целью защиты от перегрева ключевых транзисторов.
Автоматическое регулирование скорости подачи — в зависимости от нагрузки, снижает расход сварочной проволоки. Кратковременные перегрузки, вызванные залипанием сварочного электрода ограничиваются полным отключением сварочного тока, при восстановлении дуги действие сварочного тока автоматически восстанавливается, подача проволоки также возобновляется.
Работа электронного регулятора тока основана на преобразовании — с помощью ключевого инвертора, постоянного напряжения питания в импульсное с регулированием скважности.
Использование коммутаторами сварочного тока полевых транзисторов оправдано их малым сопротивлением в открытом состоянии, что не приводит к значительному перегреву и потере мощности.
Для точной установки сварочного тока в схему введён электронный регулятор, по сравнению с электромеханическим прототипом, он обладает хорошей плавностью регулировки тока, отсутствием помех, имеет небольшую массу и габариты.
Характеристики устройства:
Напряжение сети — 220 Вольт 50 Гц.
Вторичное напряжение — 12-46 вольт.
Вторичное импульсное напряжение — 68 вольт.
Ток нагрузки средний максимальный — 30 ампер.
Ток зажигания импульсный максимальный — 150 Ампер.
Ток короткого замыкания 10Ампер.
Степень регулирования тока — 1: 30.
Частота следования импульсов максимальная 23 кГц.
Мощность источника тока — 600 ватт.
Мощность импульса тока макс. 1200ватт.
Время положительного импульса тока 2-16 мск.
ПВ — 25%.
Скважность импульсов — 1,01*100.
Толщина металла 0,05-0,2мм.
Толщина электродов 0,2-1мм
Масса устройства 4кг.
К.П. Д. — 92%
Виды характеристик нагрузки: жёсткая или крутопадающая с регулировкой наклона.
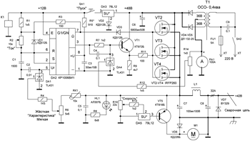
Принципиальная схема состоит: из генератора прямоугольных импульсов на микросхеме аналогового таймера DA; эмиттерного повторителя на транзисторе VT1; инвертора на полевых транзисторах VT2 –VT4; аналогового регулятора скорости подачи сварочной проволоки на элементах DA5, VT5 и трансформаторного блока питания с мощным диодным мостом VD4-VD5.
Питание генератора стабилизировано аналоговой микросхемой DA3.
Стабилизация выходного напряжения сварочной цепи реализована на отрицательной обратной связи с напряжения сварочной цепи, через усилитель на параллельном стабилизаторе DA1, на вход 5DA1 модификации схемы таймера.
Рост напряжения сварочной цепи повышает управляющее напряжение на входе 1DA1 параллельного стабилизатора, который шунтирует вход модификации 5DA2 таймера, что приводит к сокращению длительности выходного импульса генератора и уменьшению напряжения электросварки, то есть создаётся режим стабилизации напряжения на нагрузке. Требуемая для сварочных работ характеристика устанавливается резистором R6 — «Характеристика» от жёсткой до крутопадающей.
Изменение мощности в нагрузке регулируется резистором R2 – «Ток». Возможно использование регулятора в питании устройств постоянного тока мощностью не выше установленного трансформатора T1 и с учётом общего тока стока группы полевых транзисторов — VT2-VT4.
Импульс тока, возникающий при контактной сварке металлов, может достигать сотен ампер. Предложенные в таблице №1 полевые транзисторы могут не выдержать такой нагрузки в единичном экземпляре, в этом случае следует установить параллель из трёх однотипных элементов с креплением на общий радиатор. Выводы стоков и истоков соединяются каждый в общие шины с выходом на блок питания и нагрузку многожильным проводом сечением не менее 6мм.
При кратковременных перегрузках падение напряжения с сопротивления шунта гальванометра РА1 подаётся на вход 1 параллельный стабилизатор DA4, включенный в базовой цепи транзистора VT1, что позволяет ограничить токи короткого замыкания в сварочной цепи, и устранить залипание сварочного электрода.
Параллельный стабилизатор DA4 в открытом состоянии шунтирует прохождение импульсов с мультивибратора на полевые транзисторы.
Повторитель на биполярном транзисторе VT1 отрывается при появлении на базе импульса высокого уровня с мультивибратора.
Сигнал генератора дифференцируется в цепи R7C4 и усиливается по мощности транзистором VT1.
Полевые транзисторы открываются в ключевом режиме при поступлении импульсов в цепь затворов VT2-VT4. Для ускорения закрытия цепи затворов — при отсутствии положительного импульса, замыкаются на землю, через внутренний транзистор таймера 7DA2. Импульсный диод VD3 устраняет произвольное открытие полевых транзисторов через цепь R1, R3.
По возможности схему следует дополнить вентилятором от блока питания компьютера, подключив его к цепи +12В.
Контроль температуры полевых транзисторов состоит в установке терморезистора RK1 на радиатор, граничное повышение температуры приводит к снижению сопротивления терморезистора и увеличению частоты генератора сигнала на микросхеме DA2, что приведёт к снижению выходной мощности.
В крайнем нижнем положении движка резистора R2 на выходе 3 DА2 время положительного импульса генератора максимальное, при неизменной паузе — мощность сварочного тока максимальная, при положении движка регулятора мощности в верхнем положении — выходная мощность минимальная. Резистором R6 достигается желаемая характеристика и качество электросварки. Генерируемая мультивибратором частота может непосредственно подаваться на затворы полевых транзисторов, но для согласования входов полевых транзисторов с выходом 3 таймера микросхемы DА2, введён эмиттерный повторитель на транзисторе VT1 с повышенным входным сопротивлением, форма импульса на резисторе R9 повторяется с коэффициентом передачи транзистора, без изменений.
Полевые транзисторы имеют существенный недостаток — входную ёмкость, которая влияет на скорость включения и выключения транзисторного ключа. Для устранения этого эффекта — включение ключей на полевых транзисторах происходит с эмиттерного повторителя VТ1, через резистор R11 — для ограничения входного тока, с небольшой задержкой импульса. Отключение, кроме запирания тока управления закрытым транзистором VT1, ускоряется разрядкой внутренней ёмкости полевых транзисторов через вывод 7 таймера DA2. Сигнал ошибки на управляющий электрод параллельного стабилизатора DA1 подаётся с установочного резистора R6, через ограничительный резистор R4 и терморезистор RК1, с предварительной установкой переменным резистором R6 –«Характеристика».
Радиодетали
Сетевой блок питания состоит из трансформатора T1 — требуемой мощности. Подача инертного газа в место сварки, позволяет устранить окислительный процесс при сварке биметаллической проволокой без покрытия.
Клапан К1 — бюджетный, установлен на трубопроводе подачи инертного газа.
Конденсатор фильтра С6, большой ёмкости, снижает потребность дополнительной мощности при пиках потребляемого тока.
Конденсаторы С5, С7,С8 устраняют помехи преобразователя тока под нагрузкой, и совместно с дросселем L1 устраняют понижение напряжения в промежутках между импульсами, предотвращая разрыв сварочной дуги. Для контроля наличия выходного напряжения служит светодиод красного свечения HL1.
Силовой трансформатор Т1 состоит из двух типа ОСО-0,4 или ТС320. Корпус трансформатора легко разбирается, все вторичные обмотки удаляются, наматываются новые, многожильные,– общим сечением 6мм, до заполнения каждого каркаса. Обмотки включаются последовательно.
Диод VD6 защищает элементы схемы при работе коллекторного электродвигателя постоянного тока.
При размыкании сварочной цепи, энергия, созданная дросселем L1, рекуперируется в схему через диод VD7.
Силовые цепи, обозначенные на схеме утолщённой линией, соединяются многожильным проводом в виниловой изоляции сечением не менее 6 мм.
Блок управления регулятора тока высокочастотной микросварки выполнен на печатной плате размерами 110*65. На фотографии показан прототип печатной платы с расположением радиодеталей. Диодный мост с мощными диодами VD4,VD5 выполнен на отдельной плате, радиатор на диоды устанавливают размерами 50*100мм — типа флажков.
При сварке сварочной проволокой диаметром 0,6мм на полуавтомате, она подаётся в место сварки с помощью механизма состоящего из электродвигателя подачи и механизма протяжки.
Схема питания электродвигателя подачи М1 состоит из регулятора скорости на аналоговом стабилизаторе DA5 и усилителе тока на транзисторе VT4 – прямой проводимости.
В точку сварки подаётся по шлангу инертный газ. При контактной сварке потребуются круглые медно-графитовые электроды диаметром 1-3 мм. с заострённым концом для удобства сварки и зажимное устройство.
Таблица 1:
Типы и характеристики применяемых мощных полевых транзисторов
Источник