- Как согнуть металлический уголок в полукруг, если нет гибочного станка
- Основные этапы работ
- Как согнуть стальной уголок
- Видео по теме
- Высадка металла. Гибка уголка по радиусу. Малкование.
- Высадка металла. Гибка уголка по радиусу. Малкование.
- Высадка металла.
- Профильная гибка. Гибка уголка по радиусу.
- Станок для гибки уголка.
- Малкование профильного металла.
- Руководство по сгибанию металлического уголка
- Способы гибки уголка
- Как можно согнуть уголок?
- Сгибание уголка по радиусу
- Вальцовка металла
- Как согнуть уголок в кольцо своими руками
- Описание услуги вальцевания металла.
- Услуги по гибке уголков включают в себя такие стадии:
- Радиусная гибка имеет ряд преимуществ в сравнении со сварочными конструкциями:
- Под 90 градусов
- Преимущества станочной вальцовки уголка
- Сферы использования вальцованного уголка
Как согнуть металлический уголок в полукруг, если нет гибочного станка

При изготовлении арок и прочих металлоконструкций требуется заготовить гнутые элементы. Обычно для сгибания профтрубы или стальной полосы домашние мастера (ну те, которые самодельщики) используют различные самодельные станки. Чаще всего — это трубогибы, или как их еще называют — профилегибы.
Если профилегибы являются универсальными в применении, то для сгибания уголков требуются узкоспециализированные станки.
Но что делать, если нужно согнуть всего несколько (или даже один) уголков? Не городить же ради этого гибочный станок!

Нет, конечно. Вполне можно обойтись и без станков. Правда, небольшое вспомогательное приспособление сделать все же придется.
Однако процесс его изготовления не займет много времени. Главное, что станок городить не придется!
В сегодняшней статье мы рассмотрим один из способов, как согнуть металлический уголок в полукруг без гибочного станка. Своим личным опытом поделился автор YouTube канала Fab2Ku.
Основные этапы работ
Первым делом потребуется найти кусок толстого металла. Если ничего такого под рукой нет, его можно за копейки приобрести на любой металлоприемке.
Далее отрезаем две заготовки одинакового размера. Размечаем их, и болгаркой прорезаем в них пазы до середины.

На следующем этапе потребуется массивное основание, которое сможет выдержать ударные нагрузки от кувалдочки средних размеров.
В данном случае автор использовать небольшой кусок ж/д рельса. Привариваем к нему ранее вырезанные куски металла, расположив их на требуемом расстоянии параллельно друг другу.

Как согнуть стальной уголок
Очень просто! Хотя попотеть, конечно, придется. Укладываем уголок одной из полок в пазы в опорных стойках.


После этого берем в руки кувалдочку, и начинаем усердно колотить по уголку — по тому участку, который находится между двумя опорными стойками.
Простучали один участок, передвинули уголок дальше, и по новой. И так до тех пор, пока не получится то, что вам нужно.

Видео по теме
Подробно о том, как согнуть металлический уголок в полукруг, если нет гибочного станка, показано ниже — в авторском видеоролике.
Источник
Высадка металла. Гибка уголка по радиусу. Малкование.

Высадка металла. Гибка уголка по радиусу. Малкование.
Высадка металла.
Гибка листового металла, называемая высадкой, применяется в случаях, когда один лист должен перекрыть кромку другого листа (рис.1).
Читайте также:
Высадка выполняется в холодном или горячем состоянии металла вручную или на высадочных станках (роликовых, эксцентриковых) или на прессах. На эксцентриковых станках и прессах лист высаживается одновременно по всей длине или постепенно отдельными участками. При высадке на роликовых станках лист пропускают между роликами.
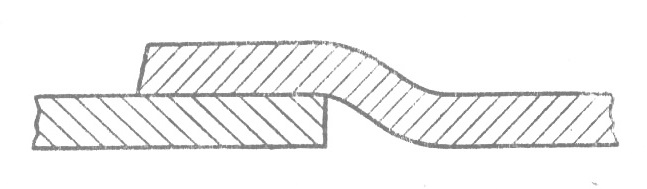
Рис.1. Высадка кромок листов.
Профильная гибка. Гибка уголка по радиусу.
Профильный металл гнется вручную или на вальцах. Профильный металл (уголок) с малыми радиусами кривизны гнется в нагретом состоянии во избежание искажения профиля.
Профильный металл в нагретом состоянии гнется вручную на шпангоутных плитах. Шпангоутные плиты представляют собой рихтовальные (правильные) плиты с отверстиями, в которые по шаблону вставляются стержни. По стержням производится гибка металла (рис.2). Угловой металл можно гнуть полкой наружу и внутрь.
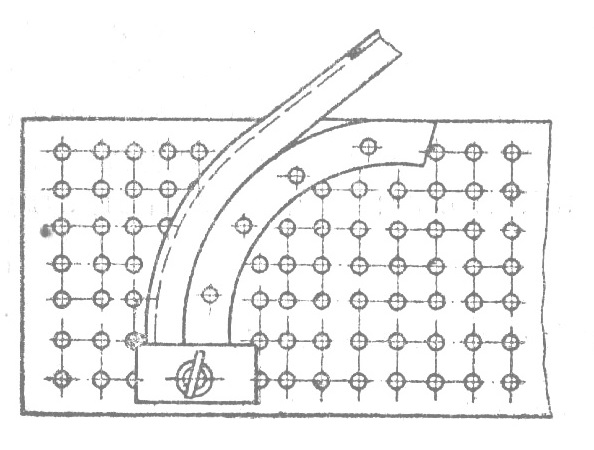
Рис. 2. Гибка по шаблону на шпангоутной плите.
В первом случае горизонтальная полка подвергается растяжению, во втором — сжатию с образованием складок. Для устранения искажений в том и другом случае необходимо править вертикальную и горизонтальную полку с последующей проверкой по угольнику.
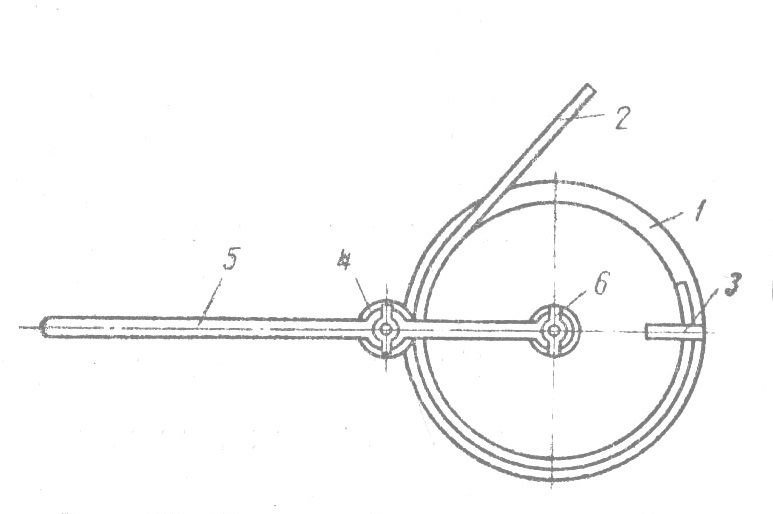
Рис. 3. Приспособление для гибки колец:
1 — диск с выточкой; 2 — полоска; 3 — крепление конца полоски; 4 — ролик; 5—ручка; 6 — гайка-барашек.
Кольца из профильного металла загибаются на специальном приспособлении, приведенном на рис. 3.
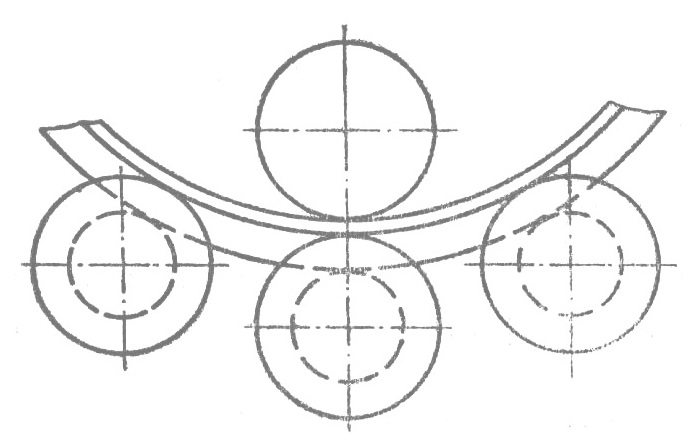
Рис. 4. Положение роликов для гибки уголка.
Станок для гибки уголка.
Дальнейшим шагом в усовершенствовании приспособлений для гибки профильного металла является гибочный станок приводного действия с четырьмя роликами для гибки уголка (рис. 4). Гибка угольников различных профилей выполняется на составных роликах.

Рис. 5. Разрубание полок уголка для гибки под углом:
а — вырубка полки; б — согнутое положение.
В новейших станках роликам придают очертания, соответствующие очертаниям профиля металла. Гибочные станки для профильного металла применяются главным образом для деталей с большими радиусами изгиба; при малых радиусах целесообразнее выполнять гибку вручную в нагретом состоянии. Для того чтобы выполнить гибку профильного металла под углом, полка разрубается, загибается и заваривается электросваркой, как показано на рис. 5.
Высаживание профильного металла (уголков) на концах и в средней части полос выполняется вручную (рис. 6) или на станках в нагретом состоянии.

Рис.6. Высадка уголка.
Малкование профильного металла.
Операцией, близкой к высадке, является малкование металла. При малковании двухгранного угла угол профиля изменяется на острый или тупой (рис. 7).
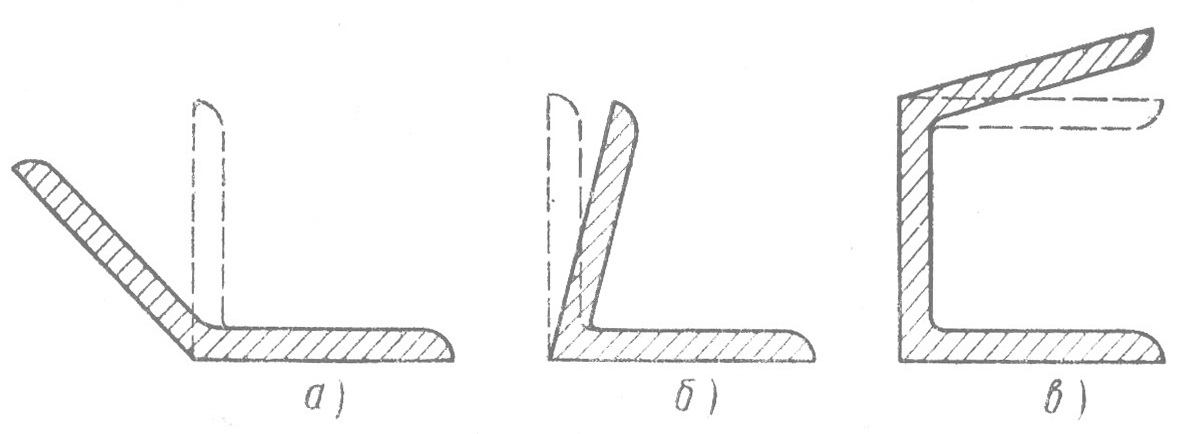
Рис.7. Малкование профильного металла.
а — образование тупого угла; б — образование острого угла; в — изменение положения полки коробчатого металла (швеллера).
Угловой металл малкуется на эксцентриковых высадочных прессах в шпангоутных или вальцевых станках. Малкование металла со сложным профилем обычно выполняется вручную. Малкование одной полки у углового, швеллерного, зетового и двутаврового металла не требует особых приспособлений, а для малкования двух полок необходимы сложные штампы.
Статья оказалась полезной?! Поделись в социальных сетях.
Источник
Руководство по сгибанию металлического уголка
Способы гибки уголка
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:

- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.
Как можно согнуть уголок?
У вальцовки уголков существует своя простая, но классификация. По использованию термической обработки или отсутствию необходимости в ней сгибание может быть горячим или холодным. Кроме того, выделяют технологию, при которой согнутые заготовки дополнительно привариваются друг к другу или к основе. Хотя именно гибка помогает намного сократить количество сварных соединений и увеличить прочность изделия.
По усилию, которое прилагается в процессе, вальцовку можно разделить на свободную и автоматическую. Свободная производится, по сути, голыми руками, без привлечения оборудования. Автоматическая подразумевает станочный способ преображения заготовки.
Наиболее экономически выгодной считается вальцовка уголка по радиусу, выполненная на станке холодным способом. С одной стороны, минимизирован ручной труд, с другой — исключаются потеря времени и финансовые расходы, связанные с нагревом заготовки. У этой методики есть и другие преимущества:
- коррозионная стойкость металла (у некоторых видов стали после термической обработки это свойство исчезает или ухудшается);
- более длительный срок эксплуатации, так как материал сохраняет механическую прочность и другие характеристики;
- как следствие минимальных расходов на производство — низкие расходы для заказчика.
И, наконец, по направлению гиба различают вальцовку уголка полкой внутрь и вальцовку уголка полкой наружу. Первый вариант сложнее, так как при образовании кольца происходит сжатие полок (в специальной литературе их также называют перьями) и на вертикальной полке может возникнуть волнообразный эффект. Уголкам, согнутым полками наружу, такой дефект не страшен, так как их перья в этом случае не сжимаются, а растягиваются. Оба способа используются для вальцовки уголка в кольцо, а также для создания различных дуг.
Сгибание уголка по радиусу
Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:
- вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься ,
- наружу радиуса кривизны деформации, соответственно, она будет растягиваться .
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Как согнуть уголок по радиусу своими руками можно посмотреть на этом видео.
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.
Но лучше и проще руководствоваться значениями, которые приведены в таблицах.
Таблицы минимально допустимых радиусов сгибания стальных уголков в зависимости от типа, размеров и отношения величин полок
Вальцовка металла
Вальцовка позволяет получить цилиндрические и конические изделия с большими радиусами изгиба и равномерной деформацией вдоль заданного направления. Для вальцовки профильного или листового проката используются различные виды гибочных машин.
Вальцовка листового металла является наиболее простым способом изготовления деталей цилиндрической формы, комплектующих к емкостному оборудованию, обечаек. Обечайка – это деталь цилиндрической или конической формы (типа барабана, трубы или кольца), которая используется для производства элементов сварных конструкций, а также для производства емкостей, сосудов, котлов, баков и различных резервуаров.
| Вальцовка листового металла | Вальцовка профильного металлопроката |
Как согнуть уголок в кольцо своими руками
Для этого лучше всего воспользоваться горячим способом обработки металла. А вот добиться заданного радиуса можно только с помощью заранее приготовленного шаблона. Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой.
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
ПОСМОТРЕТЬ Гибочные станки на AliExpress →
Описание услуги вальцевания металла.
Сварочное производствоПри помощи вальцевания можно создать трубу или цилиндрическую конструкцию из листа, арку из профильной трубы и кольцо из уголка. Данная услуга позволяет свести к минимуму количество сварных швов при производстве бочек, котлов, бункеров, желобов, резервуаров, зернохранилищ и других конструкций. Посредством вальцовки профильных труб можно создавать оптимальные по прочности и эстетичные арочные конструкции. Технология подразумевает деформацию металла, как в холодном, так и в горячем состоянии. При помощи вальцовочного оборудования осуществляется объемная штамповка заготовки при помощи вращающихся в разные стороны вальцов. Во время вращения они захватывают заготовку, она проходит между вальцами и в результате деформации приобретает форму заданной конфигурации. Механизм оборудования состоит из верхних и нижних валец, которые обладают рядом особых настраиваемых характеристик: радиус, толщина материала и др. Верхний ряд закреплен подшипниками, а нижний является динамичным и регулируется электромотором. Радиус изгиба контролируется методом изменения положения верхнего вальца. Для работы используется материал 1-10 мм, диаметр обечайки от 110 мм.
Услуги по гибке уголков включают в себя такие стадии:
- сгибание уголка полкой наружу или вовнутрь;
- гибку уголка в кольцо или по заданному радиусу.
Деформации может подвергаться различный металлопрокат: круглые и профильные трубы, швеллера, уголки, квадратные и прямоугольные трубы, короба и др. Обработка уголка методом вальцовки может применяться с целью изменения формы профиля поперечного сечения и изменения начальных параметров готового изделия: наружного и внутреннего диаметра, толщины стенки, формы конечной части. Процедура происходит в несколько этапов:
- рассчитывается длина и радиус заготовки;
- настраивается оборудование;
- изделию придается нужная форма.
Радиусная гибка имеет ряд преимуществ в сравнении со сварочными конструкциями:
- повышается прочность конструкции в связи с исключением дефектов, характерных для сварных швов, например, непроваров;
- увеличивается срок службы изделий за счет сохранения целостности металла и низкой вероятности образования коррозии;
- снижается стоимость металлообработки благодаря снижению временных затрат на выполнение технологических операций и отсутствию потребности в зачистке сварочного шва.
Важнейшее достоинство технологии вальцевания уголков – это получение сверхпрочной продукции без единого соединительного шва. Применение в строительных конструкциях вальцованных элементов позволяет экономить материалы, а конфигурация изгиба и геометрическая форма сечения позволяют создавать прочные и красивые сооружения. Кроме того, гнутые профили ощутимо снижают нагрузку на фундамент. Вальцевание холодным методом значительно сокращает энергозатраты и позволяет сохранить свойства металла: исключается появление горячих и холодных трещин, пор, непроваров. Также сокращаются временные затраты, а процесс строительства проходит намного быстрее.
Под 90 градусов
Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90 градусов.
Согнуть уголки под 90 градусов для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45 градусов каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90 градусов, приведены в таблице:
Преимущества станочной вальцовки уголка
Вальцовка автоматическим способом имеет множество преимуществ перед ручной. Прежде всего отметим скорость: время работы над одной заготовкой сокращается в разы. В процессе происходит равномерное воздействие на материал, дефекты на его внешней и внутренней поверхностях исключаются. После процедуры механические свойства металла — плотность и прочность — не только не ухудшаются, а могут укрепиться.
Если говорить о вальцовке уголка по радиусу, гибка вручную заготовок большого объема попросту невозможна, а оборудование справляется с этой задачей без затруднений. Таким образом, только автоматика позволяет качественно и предельно точно изменить конфигурацию детали по заданным параметрам.
Сферы использования вальцованного уголка
Вальцовка уголков как услуга востребована в строительстве, в изготовлении козырьков, теплиц и оранжерей, в создании арочных конструкций. Гнутый уголок используется в монтаже колодцев и производстве различных емкостей — например, бочек и котлов. Для нужд промышленности он задействован в выпуске комплектующих для турбин, компрессоров и транспортеров. Так как все эти изделия выпускаются серийно, их производителям требуется гнутый прокат в больших объемах.
Источник