- Самостоятельное изготовление и закалка пружины
- Требования к проволоке и ее диаметру
- Изготовление пружины своими руками
- Технология изготовления и закалки пружины своими руками
- Необходимые инструменты и материалы
- Особенности операции
- Последовательность действий
- Как закалить пружину в домашних условиях
- Как сделать пружину в домашних условиях своими руками
- Что потребуется
- Пошаговая инструкция
- Как сделать пружину: пошаговая инструкция и рекомендации
- Что понадобится для работы?
- О проволоке
- О диаметре
- С чего нужно начать?
- Как сделать пружину?
- Закалка изделия
- Завершающий этап
- Проволочная пружина своими руками
- Что понадобится для работы
- Как рассчитать пружину
- Стандартное создание пружины своими руками
- Как сделать пружину для рыбалки
- Полезные рекомендации мастерам
- Заключение
- Самостоятельное изготовление и закалка пружины
- Требования к проволоке и ее диаметру
- Изготовление пружины своими руками
- Как закалить пружину в домашних условиях
Самостоятельное изготовление и закалка пружины
Закалка пружины как вид термической обработки. Требования к материалу для изготовления изделия, ГОСТ. Условное обозначение проволоки для пружин. Нюансы процесса изготовления и способы закалки в домашних условиях.

Закалить пружину – это значит подвергнуть ее термической обработке с целью повышения прочности, упругости, твердости и пластичности изделия, что в результате отразится на физико-химических свойствах и сроке эксплуатации. Сущность процесса заключается в нагреве до температуры, при которой структура металла переходит в особое состояние, и высокоскоростном охлаждении в различных средах, включая охлаждение на воздухе. Выбор технологии закалки зависит от марки стали, из которой изготовлена пружина и диаметра проволоки. Такую операцию выполняют в производственных и домашних условиях.
Самодельную пружину не рекомендуется использовать в устройствах, работающих при повышенных нагрузках.
Требования к проволоке и ее диаметру
Стальная проволока для изготовления пружины, которая впоследствии будет подвергаться закалке, должна соответствовать требованиям, указанным в ГОСТ 14963-78. Согласно документу она классифицируется по таким признакам:
- способу навивки (холодным способом и горячим);
- способу отделки поверхности (без отделки и с отделкой);
- точности изготовления (нормальная и повышенная);
- классу механических свойств (общего и ответственного назначения);
- диаметру (от 0,5 до 14 мм);
- виду поставки (в прутках или мотках).
На промышленных предприятиях методом холодной навивки изготавливают пружины из проволоки, диаметр которой не превышает 16 мм, горячим способом – вплоть до 80 мм. При этом на производстве они навиваются с помощью вращающейся оправки, подающих роликов и одного или двух упорных штифтов.
Изготавливают изделия из проволоки марок 51ХВА, 70С3А, 65С2ВА, 60С2А, 65Г, 60ХВА с поверхностью шлифованной, полированной или без шлифования и полировки. По этому признаку и способу изготовления проволока выпускается в прутках или мотках таких групп:
- А, Б, В, Г, Е – со специальной отделкой;
- Н – без отделки.
Условное обозначение проволоки в технической документации и на сопроводительных бирках состоит из цифр и букв:
- 1 – марка стали;
- 2 – способ отделки поверхности;
- 3 – точность изготовления;
- 4 — класс механической точности;
- 5 — способ навивки;
- 6 — диаметр в мм;
- 7 — обозначение стандарта.
Например, проволока с полированной поверхностью, изготовленная из стали 60С2А повышенной точности I класса для пружин горячей навивки диаметром 2,0 мм будет иметь следующее обозначение:
60С2А – А – П – I – ГН – 2,0 ГОСТ 14963-78
В государственном стандарте оговариваются допустимые предельные отклонения, овальность и недопустимость наличия определенных видов дефектов, а также способы упаковки и транспортировки.
Изготовление пружины своими руками
- маркой стали, из которой будет изготавливаться изделие;
- диаметром проволоки;
- количеством навиваемых витков;
- шагом витка.

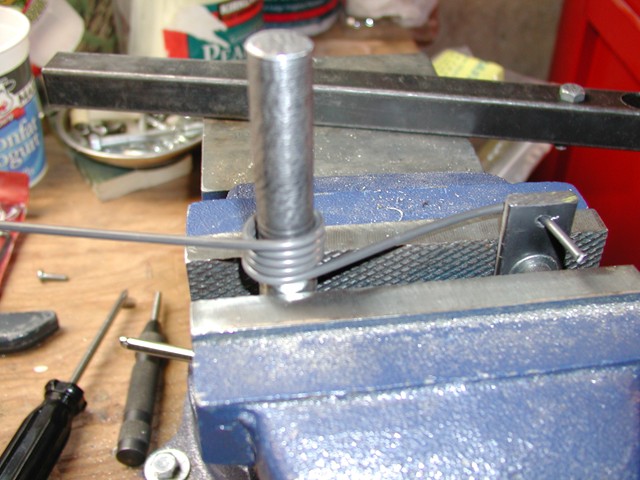
Самодельное изделие может изготавливаться на оправке и с помощью шуруповерта. Понадобятся еще кусачки, молоток, тиски, источник нагрева (печь, газовая горелка, костер), среда для охлаждения и дополнительные приспособления.
Самый простой способ изготовления – это намотать провод на какой-либо стержень подходящего диаметра вручную. При этом необходимо следить за тем, чтобы витки плотно прилегали друг к другу.
Процесс изготовления пружины с помощью шуруповерта можно посмотреть на видео:
- Проволока должна быть абсолютно ровной. Если изделие изготавливают из неровной или старой пружины, она обязательно должна быть выровнена.
- Проволока должна быть очищена от ржавчины, масел и других загрязнений. Для этого используют содовый раствор или химические средства, позволяющие растворить масла и снять ржавчину. Протирать проволоку рекомендуется опилками.
- Проволока диаметром более 2 мм перед навивкой должна быть подвергнута процедуре отжига путем нагрева докрасна (температура в пределах 400 °C) и охлаждения на воздухе.
- При намотке необходимо контролировать положение витков относительно друг друга. Они должны плотно прилегать один к одному.
Закалка пружин в домашних условиях может выполняться несколькими способами: с помощью газовой горелки, нагревом в печи, изготовленной из кирпича или камня, или просто в костре. Нагрев должен производиться до температуры около 870 °C. На глаз это определяется цветом проволоки: она в процессе нагрева делается почти белого цвета. Затем ее необходимо поместить в масло (трансформаторное, веретенное или другую жидкую среду), которое обеспечит медленное охлаждение. Напомним, что быстрое охлаждение может вызвать возникновение трещин, которые отрицательно скажутся на качестве пружины.
В домашних условиях обычно используют в качестве жидкой среды мыльный раствор или трансформаторное масло, которое налито в достаточном количестве в емкость. Пружины должны полностью погружаться в нее и остывать там до комнатной температуры.
Изготовленную кустарным способом пружину рекомендуется выдержать на протяжении некоторого времени в сжатом состоянии. Обычно время выдержки лежит в пределах от 20 до 40 часов.
Термообработка пружины с применением доступных средств показана на видео:
Просим тех, кто занимался изготовлением пружин в домашних условиях, поделиться опытом в комментариях к тексту и рассказать, каким способом выполнялась подготовка к навивке, сам процесс изготовления и термическая обработка.
Источник
Технология изготовления и закалки пружины своими руками
Практически каждый домашний мастер знает, что почти из любой проволоки возможно сделать пружину и с успехом ее использовать в быту. В основном проблем с самостоятельным изготовлением детали не возникает. Однако иногда возникают ситуации, в которых необходимо сделать либо пружину нестандартных габаритов, либо придать ей повышенную прочность и упругость. Для этого следует прибегнуть к операциям термообработки. Закалить пружину в домашних условиях вполне реально. Само собой, что самодельную деталь не стоит использовать в особо ответственных устройствах, работающих при повышенной нагрузке. Для таких целей рекомендуется использовать пружины, изготовленные в заводских условия. Но для домашнего применения в устройстве, работающем в облегченном режиме рассматриваемая технология вполне подходит.

Необходимые инструменты и материалы
Для того, чтобы изготовить и закалить пружину из проволоки своими руками необходимо:
- Стальная проволока. Диаметр подбирается исходя из необходимых характеристик будущего изделия.
- Обыкновенная газовая горелка.
- Слесарный инструмент: пассатижи, молоток и т.п.
- Тиски.
- Печка. Это может быть, при ее наличии, специальная или же обычная бытовая.
Облегчить процесс навивания спирали способны дополнительные приспособления, которые подбираются индивидуально в соответствии с размерами и жесткостью пружины.
Если использование и закалка предполагается из проволоки диаметром меньше 2 миллиметров, то она может предварительно не нагреваться. Она без проблем будет гнуться и без этой операции. Однако при этом до начала намотки рекомендуется ее разогнуть ее по всей длине и полностью выровнять.
При использовании проволоки диаметром более 2 миллиметров ее следует до начала работы обжечь. Без данной операции выровнять и навить ее будет проблемно.
Особенности операции
- Верно подобранная основа является залогом успеха. В заводских условиях для изготовления применяется сплав цветных металлов (65Г, 60ХФА, 60С2А, 70СЗА, Бр. Б2), легированная или углеродистая сталь. Во время домашнего изготовления оптимальной основой будет старая пружина необходимого диаметра.
- Для отжига лучше всего подойдет особая печь. При отсутствии таковой подойдет из кирпича или металла.
- Для охлаждения после нагрева рекомендуется применять трансформаторное масло. При его отсутствии подойдет веретенное.
Последовательность действий
1. Прежде, чем закалить проволоку для пружины следует проверить материал основы и убедиться, что используемая проволока углеродистой стали.
2. Процедура отжига, как сказано ранее, способна добавить пластичности. Это облегчит процесс выравнивания и намотки на оправку. Для этого можно особую печь или любую подходящую. В быту закалять возможно в наиболее подходящей конструкции (металлической или кирпичной). Для этого разжигается обычный костер и после в уголь помещается будущая пружина. После нагрева заготовки докрасна проволоку нужно изъять и позволить остыть естественным путем. Остывшая проволока будет существенно мягче и с ней можно будет комфортно работать.

3. Размягченную проволоку следует полностью выровнять и приступить к намотке на оправку подходящего диаметра. Во время проведения процедуры нужно контролировать плотное расположение витков друг к другу. Для упрощения можно пользоваться шуруповертом.
4. Для придания требуемой упругости потребуется провести закаливание. Благодаря этой термической обработке деталь получается более твердая и прочная. Закалка пружин предполагает их прогрев до температуры от 830 до 870 градусов. Для этого допускается пользоваться газовой горелкой. Ранее уже мы говорили про закалку металла в домашних условиях.
Дома вряд ли сыщется подходящий термометр, которым возможно точно определять температуру детали. Поэтому можно ориентироваться по цвету металла. Когда необходимая температура достигнута заготовка станет светло-красной. Рекомендуем посмотреть видео с подробным рассказом о температуре нагрева. После этого пружина помещается в охлаждающую среду (масло).
5. После закаленную пружинку требуется подержать в сжатом состоянии. Для этого необходимо от 20 до 40 часов.
6. В завершение провести обработку и подгонку до требуемых размеров.
Верное проведение подобного упрочнения позволит с успехом использовать пружину в домашних механизмах.
Источник
Как закалить пружину в домашних условиях
Как сделать пружину в домашних условиях своими руками
Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
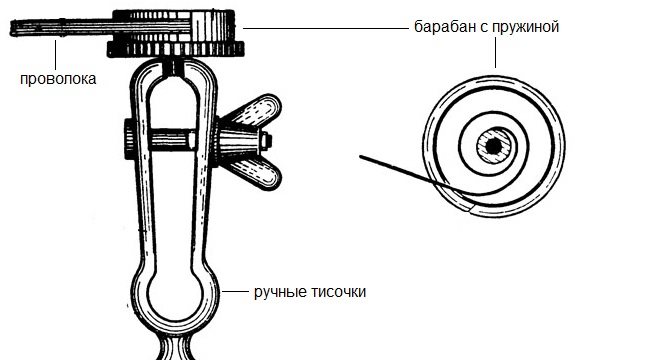
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
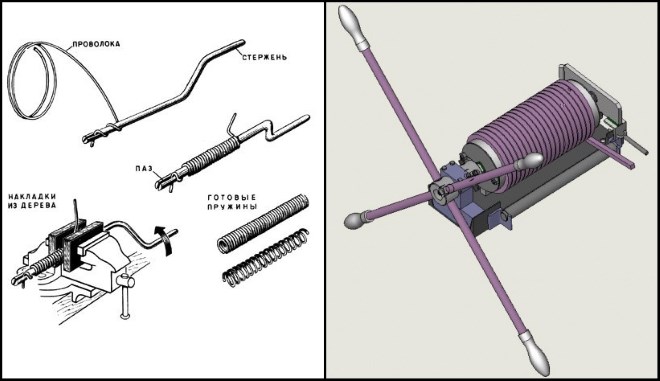
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Пошаговая инструкция
Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, – это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).

Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра. При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете.

Для намотки небольшой пружины можно использовать шуруповерт
Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830–870°, для чего можно использовать газовую горелку. Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео. После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.

Цвета каления стали
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20–40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
После выполнения всех вышеописанных процедур пружину, которую вы сделали своими руками, можно начинать использовать по назначению.
Как сделать пружину: пошаговая инструкция и рекомендации
Как утверждают специалисты, изготовить пружину с высокими эксплуатационными характеристиками и с соблюдением всех необходимых параметров возможно только на специальном заводском оборудовании. Тем не менее сам технологический процесс не представляет собой ничего сложного.

Вопрос, как сделать пружину в домашних условиях, достаточно актуальный. Обусловлено это тем, что бывают ситуации, когда под рукой у домашнего мастера может не оказаться пружины нужного диаметра. В таком случае изготавливать ее приходится самостоятельно. Как сделать пружину своими руками? Какие для этого понадобятся инструменты? Информацию о том, как сделать пружину в домашних условиях, вы найдете в данной статье.
Что понадобится для работы?
Перед тем как сделать пружину, нужно обзавестись следующими расходными материалами и оборудованием:
- Стальной проволокой.
- Слесарными тисками.
- Обычной газовой горелкой.
- Оправкой, на которую будет наматываться проволока.
- Термической или бытовой печью.

О проволоке
Желательно, чтобы это была закаленная высокоуглеродистая сталь. Можно воспользоваться специальными углеродистыми и легированными или цветными сплавами: 60ХФА, 70С3А, 65Г, 60С2А и др. Судя по отзывам, многие домашние умельцы переделывают старые ненужные пружины. Данный способ считается самым оптимальным, поскольку в таком изделии обычно используется проволока с отличными техническими характеристиками.
О диаметре
Как сделать пружину? Какой диаметр проволоки выбрать? Специалисты рекомендуют использовать расходный материал с диаметром не более 0,2 см. Ввиду того что такая проволока легко гнется, для нее не требуется предварительная термическая обработка. Перед наматыванием на оправку она разгибается и тщательно выравнивается. При выборе диаметра для оправки следует исходить из размеров будущей пружины. Иными словами, нужно учитывать внутреннее поперечное сечение изделия. Многие мастера компенсируют упругие деформации проволоки, подбирая оправки заведомо меньшего диаметра. При работе с проволокой толще 0,2 см часто возникают трудности при наматывании ее на оправку. В таком случае придется выполнить ее предварительный отжиг.
С чего нужно начать?
Специалисты рекомендуют использовать проволоку от какой-либо старой пружины, диаметр которой не устраивает владельца. Мастеру останется только ее выровнять и намотать на оправку с сечением нужного размера. Для этого проволока должна быть абсолютно ровной. Она будет намного пластичнее, если ее обработать в специальной печи. При отсутствии таковой подойдет любое другое устройство, которое можно растопить с помощью дров. Как утверждают опытные мастера, достаточное количество тепла для обжига дает береза. После растопки печи нужно дождаться, чтобы в ней прогорели дрова. Оставаться должны одни угли. В них следует положить старую пружину. Если изделие достаточно раскалилось, оно приобретет красный цвет. Теперь пружину можно отодвигать в сторону, чтобы она остывала на воздухе. После этой процедуры метал станет пластичным и с ним легко будет работать.
Как сделать пружину?
Дождавшись, когда старое изделие достаточно остынет, приступают к его разматыванию. На оправку следует наматывать абсолютно ровную проволоку. Тем, кто не знает, как сделать пружину, специалисты рекомендуют располагать витки вплотную. На данном этапе мастеру придется приложить физическое усилие. Оправка зажимается в слесарных тисках.
Работать будет гораздо легче, если использовать плоскогубцы. Судя по отзывам опытных мастеров, очень часто у новичков возникают трудности при подборе размера оправки. Не исключено, что работать придется не с одной оправкой, а с несколькими с различными сечениями. Диаметр для самодельной пружины в таком случае подбирается опытным путем.
Закалка изделия
Тому, кто интересуется, как сделать пружину самому, опытные мастера советуют также уделить внимание ее закаливанию. Данная процедура заключается в термической обработке изделия с целью придать ему требуемую упругость.

Пружина, прошедшая закалку, по сравнению со своим первоначальным состоянием становится гораздо тверже и прочнее. Термообработка выполняется в специальных печах при температуре от 830 до 870 градусов. Справиться с этой работой можно также и в домашних условиях при помощи обычной газовой горелки. Поскольку температурные датчики в таких устройствах обычно отсутствуют, домашнему умельцу контролировать процесс придется визуально. В качестве ориентира можно использовать цвет раскаляемого изделия. Металл при нагреве до 800 градусов становится вишнево-красным. Это значит, что вынимать изделие из печи пока рано. Если пружина достаточно нагрелась (870 градусов), она станет светло-красной. Теперь ее следует охладить. Для этой цели подойдет трансформаторное или веретенное масло. В специальных заводских термических печах металлы подвергаются нагреву до 1050 градусов. Изделия при таком температурном режиме приобретают оранжевые оттенки.
Завершающий этап
После процедуры закаливания пружину следует сжать и оставить в таком положении на двое суток. Затем, используя точильный станок, обрабатываются ее концы. Это придаст кустарному изделию требуемый размер. После выполнения всех вышеперечисленных действий пружина считается готовой к эксплуатации. Как утверждают специалисты, кустарные самоделки не сравнить с аналогичными изделиями заводского производства.

Тем не менее нестандартные пружины широко используются в различных механизмах. Если их эксплуатировать в щадящем режиме, то пружины прослужат достаточно долго.
Проволочная пружина своими руками
Зачастую вопрос о том, как сделать своими руками пружину из проволоки в домашних условиях, необходимость в пошаговой инструкции и фото – не возникают. Но возникают случаи, когда пружины необходимого размера попросту нет в пределах досягаемости. Вот когда это знание определенно пригодится.

Что понадобится для работы
Если возникла необходимость изготовить эту деталь собственными руками, потребуются такие материалы и инструментарий:
- газовая горелка;
- печка (в качестве нее можно свободно использовать любое устройство для нагревания) ;
- плоскогубцы;
- слесарные тиски;
- проволока из стали (ее диаметр обязательно должен сходиться по размерам с поперечным сечением предполагаемого изделия).

Наматывать проволоку будет проще благодаря инструментам, построение которых зависимо от габаритов и степени жесткости пружины.
Если толщина проволоки не выше двух миллиметров, допускается ее заблаговременно не нагревать. Поскольку она и без того легко сгибается. Только ее следует заранее выпрямить по всей длине.

Если же она больше пары миллиметров, нужно заблаговременно обжечь ее. Поскольку без подобного хода выпрямлять ее и наматывать будет довольно трудно.
Как рассчитать пружину
Чтобы сделать это правильно, следует использовать специальную таблицу. Она поможет правильно подобрать диаметр проволоки, число витков и размер шага. Ключевую роль будет играть такой момент – как должна будет работать пружина. То есть, на растяжение либо на сжатие. Последние часто используются, например, для капкана. А на производстве пружины на сжатие применяются, скажем, для плойки. Точнее, для ее изготовления.

У последнего типа пружин конструкция может быть непростая. Однако и ее возможно сделать собственными руками. При условии, что будут выполнены все необходимые расчеты (толщина металла, число витков, шаг) и составлен чертеж готового изделия.
Стандартное создание пружины своими руками
Чтобы начать процесс собственноручно, в дополнение к уже перечисленным параметрам, следует уточнить марку стали, которая будет взята для работы.

Изготовление можно выполнить на оправке посредством шуруповерта. Дополнительно потребуются такие инструменты:
- источник нагрева;
- источник холода;
- кусачки;
- молоток;
- тиски;
- дополнительные детали.

Изготовление пружины посредством шуруповерта можно изучить на видео.
Как сделать пружину для рыбалки
Благодаря этой простой, но очень удобной детали, поклевка не заставит себя ждать. Такие нередко используются для силиконовых приманок.

С чего начать работу:
- Разумеется, с наматывания подходящей проволоки на избранное в качестве шаблона приспособление.



Самые крайние витки зажимают трубочку. Если внутрь вставлен металл, то лучше добавить к нему кусочек изоляции от электропровода.

Подобные пружины пользуются популярностью для рыбалки. А благодаря плоскогубцам, работу выполнять куда проще. А излишки металла удаляются кусачками.
Полезные рекомендации мастерам
Создавая собственными руками подобные изделия, достаточно придерживаться простейших рекомендаций от профессионалов:
- Проволока обязательно должна быть ровной. Если пружина изготавливается из старого материала, проволоку обязательно необходимо выровнять.



- Стоит напомнить, что из-за слишком быстрого охлаждения металл может пойти трещинами.
- Созданную дома пружину рекомендовано держать сжатой в течение определенного времени. Обычно этот период колеблется до 40 часов. Но не менее 20-ти.

Правильно выполненная термообработка позволяет уменьшить остаточную деформацию, повысить процент упругости. Закалка позволяет получить повышенные показатели качества, благодаря которым можно будет использовать пружину в любых изделиях.
Заключение
Теперь понятно, как сделать у себя в домашних условиях пружину из проволоки собственными руками – пошаговая инструкция, наглядные фото, а также видео станут отличными самоучителями. А простые рекомендации позволят соблюсти отличное качество готового изделия.
Самостоятельное изготовление и закалка пружины
Закалка пружины как вид термической обработки. Требования к материалу для изготовления изделия, ГОСТ. Условное обозначение проволоки для пружин. Нюансы процесса изготовления и способы закалки в домашних условиях.
Закалить пружину – это значит подвергнуть ее термической обработке с целью повышения прочности, упругости, твердости и пластичности изделия, что в результате отразится на физико-химических свойствах и сроке эксплуатации. Сущность процесса заключается в нагреве до температуры, при которой структура металла переходит в особое состояние, и высокоскоростном охлаждении в различных средах, включая охлаждение на воздухе. Выбор технологии закалки зависит от марки стали, из которой изготовлена пружина и диаметра проволоки. Такую операцию выполняют в производственных и домашних условиях.
Самодельную пружину не рекомендуется использовать в устройствах, работающих при повышенных нагрузках.
Требования к проволоке и ее диаметру
Стальная проволока для изготовления пружины, которая впоследствии будет подвергаться закалке, должна соответствовать требованиям, указанным в ГОСТ 14963-78. Согласно документу она классифицируется по таким признакам:
- способу навивки (холодным способом и горячим);
- способу отделки поверхности (без отделки и с отделкой);
- точности изготовления (нормальная и повышенная);
- классу механических свойств (общего и ответственного назначения);
- диаметру (от 0,5 до 14 мм);
- виду поставки (в прутках или мотках).
На промышленных предприятиях методом холодной навивки изготавливают пружины из проволоки, диаметр которой не превышает 16 мм, горячим способом – вплоть до 80 мм. При этом на производстве они навиваются с помощью вращающейся оправки, подающих роликов и одного или двух упорных штифтов.
Изготавливают изделия из проволоки марок 51ХВА, 70С3А, 65С2ВА, 60С2А, 65Г, 60ХВА с поверхностью шлифованной, полированной или без шлифования и полировки. По этому признаку и способу изготовления проволока выпускается в прутках или мотках таких групп:
- А, Б, В, Г, Е – со специальной отделкой;
- Н – без отделки.
Условное обозначение проволоки в технической документации и на сопроводительных бирках состоит из цифр и букв:
- 1 – марка стали;
- 2 – способ отделки поверхности;
- 3 – точность изготовления;
- 4 — класс механической точности;
- 5 — способ навивки;
- 6 — диаметр в мм;
- 7 — обозначение стандарта.
Например, проволока с полированной поверхностью, изготовленная из стали 60С2А повышенной точности I класса для пружин горячей навивки диаметром 2,0 мм будет иметь следующее обозначение:
60С2А – А – П – I – ГН – 2,0 ГОСТ 14963-78
В государственном стандарте оговариваются допустимые предельные отклонения, овальность и недопустимость наличия определенных видов дефектов, а также способы упаковки и транспортировки.
Изготовление пружины своими руками
- маркой стали, из которой будет изготавливаться изделие;
- диаметром проволоки;
- количеством навиваемых витков;
- шагом витка.
Самодельное изделие может изготавливаться на оправке и с помощью шуруповерта. Понадобятся еще кусачки, молоток, тиски, источник нагрева (печь, газовая горелка, костер), среда для охлаждения и дополнительные приспособления.
Самый простой способ изготовления – это намотать провод на какой-либо стержень подходящего диаметра вручную. При этом необходимо следить за тем, чтобы витки плотно прилегали друг к другу.
Процесс изготовления пружины с помощью шуруповерта можно посмотреть на видео:
- Проволока должна быть абсолютно ровной. Если изделие изготавливают из неровной или старой пружины, она обязательно должна быть выровнена.
- Проволока должна быть очищена от ржавчины, масел и других загрязнений. Для этого используют содовый раствор или химические средства, позволяющие растворить масла и снять ржавчину. Протирать проволоку рекомендуется опилками.
- Проволока диаметром более 2 мм перед навивкой должна быть подвергнута процедуре отжига путем нагрева докрасна (температура в пределах 400 °C) и охлаждения на воздухе.
- При намотке необходимо контролировать положение витков относительно друг друга. Они должны плотно прилегать один к одному.
Закалка пружин в домашних условиях может выполняться несколькими способами: с помощью газовой горелки, нагревом в печи, изготовленной из кирпича или камня, или просто в костре. Нагрев должен производиться до температуры около 870 °C. На глаз это определяется цветом проволоки: она в процессе нагрева делается почти белого цвета. Затем ее необходимо поместить в масло (трансформаторное, веретенное или другую жидкую среду), которое обеспечит медленное охлаждение. Напомним, что быстрое охлаждение может вызвать возникновение трещин, которые отрицательно скажутся на качестве пружины.
В домашних условиях обычно используют в качестве жидкой среды мыльный раствор или трансформаторное масло, которое налито в достаточном количестве в емкость. Пружины должны полностью погружаться в нее и остывать там до комнатной температуры.
Изготовленную кустарным способом пружину рекомендуется выдержать на протяжении некоторого времени в сжатом состоянии. Обычно время выдержки лежит в пределах от 20 до 40 часов.
Термообработка пружины с применением доступных средств показана на видео:
Просим тех, кто занимался изготовлением пружин в домашних условиях, поделиться опытом в комментариях к тексту и рассказать, каким способом выполнялась подготовка к навивке, сам процесс изготовления и термическая обработка.
Как закалить пружину в домашних условиях
Появилась возможность изготовления пружин из проволоки квадратного и прямоугольного сечения;
конических и бочкообразных пружинПЕРСПЕКТИВЫ
В 2015-2018 году планируются дальнейшее развитие основного производства:
-Строительство дополнительных площадей для основного производства.
-Приобретение, с целью обновления, нового высокопроизводительного навивочного оборудования.Полезные ссылки
Качество и технологии
ТЕРМИЧЕСКАЯ ОБРАБОТКА ПРУЖИН
Сущность термической обработки состоит в том, что нагревом стали или сплава до определенной температуры, выдержкой при этой температуре и последующим быстрым или медленным охлаждением вызывает желаемое изменение свойств стали или сплава. Изменение свойств происходит в результате протекающих в стали превращений, изменяющих микроструктуру металла.
Основными видами термической обработки стали и сплавов являются отжиг, нормализация, закалка, отпуск и старение.
Отжигом называется процесс нагрева стали до одной из температур в интервале превращений, выдержки при этой температуре и последующего медленного охлаждения с печью. Отжиг применяют для улучшения структуры стали, улучшения ее обрабатываемости резанием, снятия внутренних напряжений, а также для подготовки к последующей термообработке. Отжиг снижает твердость и повышает вязкость стали.
Нормализацией называется процесс нагрева стали до температуры выше интервала превращений, выдержки при этой температуре с последующим охлаждением на воздухе. Нормализацией достигается улучшение структуры стали, уменьшение внутренних напряжений и повышение механических свойств.
Закалкой называется процесс нагрева стали до одной из температур в интервале превращений или выше его, выдержки при этой температуре и последующего быстрого охлаждения в воде, масле или другой среде. Закаленные стали в большинстве случаев требуют дальнейшей термической обработки (отпуска).
Основное назначение закалки заключается в получении стали с высокими твердостью, прочностью и износостойкостью. Однако закаленная сталь обладает повышенной хрупкостью и легко разрушается .под действием ударных и изгибающих нагрузок. В закаленных деталях всегда имеются большие внутренние напряжения.
Для уменьшения внутренних напряжений и повышения вязкости сталь подвергают отпуску.
Отпуском называется процесс нагрева металла после закалки до температуры ниже интервала превращений, выдержки при этой температуре и охлаждения. Отпуск повышает вязкость стали при сохранении пределов прочности и упругости и уменьшает внутренние напряжения.
Иногда для стабилизации свойств и размеров изделий, т. е. чтобы свойства и размеры не менялись со временем, изделия подвергают старению.
Старением называется процесс длительной выдержки стальных изделий при комнатной температуре (естественное старение) или низкотемпературный нагрев с небольшой выдержкой (искусственное старение).
В процессе термической обработки может возникать брак. При отжиге и нормализации могут возникнуть следующие виды брака: обезуглероживание, перегрев металла, пережог металла.
Обезуглероживание — выгорание углерода с поверхности металла, что при последующей закалке может привести к образованию трещин. Перегрев возникает при нагреве металла до температуры, превышающей установленную, или при длительной выдержке металла в печи. При перегреве зерна металла укрупняются. Это приводит к снижению прочности, вязкости и способствует образованию трещин при закалке. Перегрев стали может быть устранен повторным отжигом или нормализацией. Пережог металла — окисление границ зерен, ведущее к потере прочности стали, является неисправимым дефектом.
При закалке наиболее опасным видом неисправимою брака являются закалочные трещины, образующиеся при излишне резком охлаждении в результате действия больших внутренних напряжений. Другими видами брака при закалке являются обезуглероживание, перегрев и коробление деталей.
Перегрев устраняют повторным отжигом, а чтобы избежать коробление, детали закаливают в специальных штампах и приспособлениях.
Большое количество деталей в машинах воспринимает ударные нагрузки и работает на истирание. Такие детали (зубчатые колеса, ходовые крановые колеса, рабочие валки станов для холодной прокатки металла и др.) должны иметь высокую твердость и износостойкость поверхностного слоя и вязкую прочную сердцевину. Такое сочетание свойств может быть обеспечено поверхностной закалкой при нагреве токами высокой частоты, а также газопламенной закалкой и закалкой в электролите.
При закалке высокоуглеродистых и легированных сталей структурные превращения в них происходят недостаточно полно и возможности стали для получения высокой твердости используются не полностью. Для повышения твердости, получения однородной структуры стали и для стабилизации размеров детали применяют обработку холодом при температурах от — 12 до —120° С, для чего применяют холодильные машины или смеси сухого льда со спиртом или ацетоном. Смеси обеспечивают охлаждение до —73° С. Для снятия внутренних напряжений после обработки холодом все детали подвергают отпуску при невысоких температурах (150 — 200°С).
Высоких твердости и износостойкости поверхностного слоя детали достигают химико-термической обработкой, т. е. искусственным изменением химического состава поверхностных слоев стали толщиной от сотых и десятых долей до 1 мм. К видам химико-термической обработки относятся: цементация, цианирование, азотирование, алитирование, хромирование.
Цементация — нагрев низкоуглеродистой стали (0,08—0,30% углерода) в карбюризаторе (науглероживающей среде) до температуры в интервале превращений или выше, выдержка при этой температуре и быстрое
или медленное охлаждение. При цементации в результате насыщения углеродом поверхностного слоя происходит его упрочнение с сохранением мягкой и вязкой внутренней зоны.
Цианирование — нагрев металла в цианизаторе, насыщающем сталь углеродом и азотом при температуре, как правило, 800 — 950° С, выдержка при этой температуре и охлаждение. Цианирование повышает твердость и износоустойчивость поверхности деталей из сталей с содержанием углерода от 0,10 до 0,40%, а также из высокохромистых и быстрорежущих сталей.
Цементация и цианирование обычно сопровождаются процессом закалки с отпуском для получения высокой твердости поверхности (HRC56 — 67).
Азотирование — нагрев стали в газообразном аммиаке до температуры не ниже 450° С, длительная выдержка при этой температуре и охлаждение. Этот процесс повышает износостойкость и антикоррозионные свойства тонкого поверхностного слоя стальных деталей. Перед азотированием детали подвергают закалке с отпуском при температуре 600° С на твердость HRC28 — 32.
Алитирование — процесс диффузии алюминия в сталь, повышает жаростойкость.
Хромирование — процесс диффузии хрома в сталь, повышает твердость, жаро- и коррозионную стойкость.
Для получения требуемых свойств поверхностные слои стали насыщают также бором (борирование), кремнием (силицирование) и т. д.
Термическая обработка оказывает исключительно большое влияние на свойства металла и качество пружин.
Вид и режимы термической обработки назначают в зависимости от марки стали, профиля заготовки, размера пружины, а также.от условий службы и характера работы пружин.
Пружины из высокоуглеродистых и легированных сталей подвергают закалке и отпуску, пружины из па-тентированной проволоки — только отпуску.
Патентирование проволоки выполняется обычно на заводе-изготовителе. Патентирование заключается в нагреве стали до температуры выше интервала превращений с последующим охлаждением в ванне из расплавленного свинца или соли, либо на воздухе. Патентированием достигается повышение способности металла к холодной пластической деформации, а также улучшение физико-механических свойств.
При строгом выполнении технологии термической об работки и высокой квалификации термиста гарантируется высокое качество и надежная работа пружин.
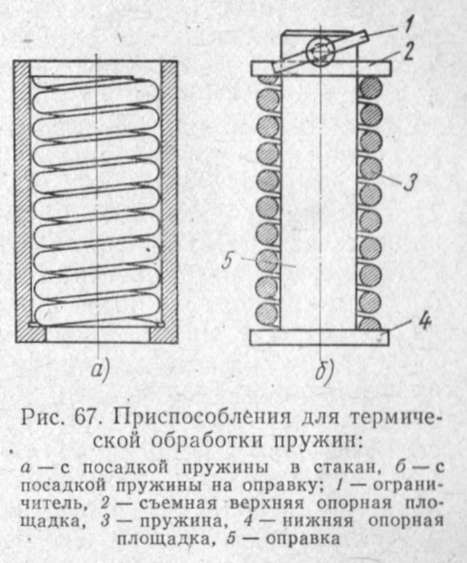
Пружинные стали обладают низкой теплопроводностью. В связи с этим необходимо учитывать некоторые особенности нагрева под закалку некоторых марок пружинных легированных сталей. Например, высоком марганцовистые стали перед нагревом под закалку предварительно подогревают до температуры 400 — 500° С. Следовательно, стали под закалку нагревают ступенчато. Вследствие этого опасность образования трещин при нагреве до температуры закалки уменьшается.Закалку производят следующим образом. Партию пружин укладывают и закрепляют на дне сетчатой металлической корзины. Пружины предварительно подогревают, если этого требует технология обработки стали, затем помещают в печь, нагретую до заданной температуры, и выдерживают при этой температуре до полного прогрева металла по всему сечению. Длительность выдержки зависит от размера сечения проволоки и марки .стали. После этого производится закалка в закалочной среде. Для предупреждения коробления при нагреве под закалку пружины сжатия до термической обработки скрепляют мягкой стальной проволокой, соединяя торцовые (нерабочие) витки с рабочими витками. Иногда для предупреждения короблений и искажений формы пружины применяют приспособления (рис. 67), а также простые швеллерные балки. Для закалки крупных пружин применяют чугунные обоймы. Обойма имеет форму бруса, в котором засверливаются отверстия с уступом для установки пружины. Обойма заполняется пружинами и устанавливается в печь для нагрева. Закалку осуществляют при осторожном погружении пружин в закалочную среду вместе с обоймой.
Закалочными средами для пружинных сталей могут быть масло, вода, воздух и др. Жидкая закалочная среда помещается в специальный бак, который имеет систему охлаждения,”-для регулирования температуры закалочной среды. При закалке в воде происходит очень резкое охлаждение, что способствует образованию трещин в материале пружин. Такую закалку применяют для пружинных сталей очень редко, а если применяют, то добавляют в воду различные примеси (известь, мыло, мел и др.), для того чтобы уменьшить скорость охлаждения пружинной стали.
Температура закалочной среды оказывает большое влияние на структуру и свойства стали после закалки. Например, если температура масла под закалку равна 60° С, то пружина не получает полной закалки, а закалка пружины в масле, нагретом до температуры 30° С, дает требуемую твердость. Масло является самой распространенной средой для закалки. Его применение обеспечивает изготовление пружин хорошего качества с наименьшим браком по термической обработке.
Все закалочные среды имеют различную теплопроводность, и наиболее нагретые слои среды находятся в верхней части закалочного бака. Для того чтобы температура среды была равномерна по всему объему, через нее при помощи специальной трубки продувают сжатый воздух. Применяют и другие способы охлаждения и перемешивания закалочных сред.
После закалки пружины подвергают отпуску для повышения вязкости и для уменьшения внутренних напряжений, полученных в результате резкого охлаждения при закалке. Отпуск пружин осуществляется обычно в отпускных печах, которые могут быть пламенными, муфельными .и электрическими. Часто отпуск пружин выполняют в соляных ваннах. Температура и время вы-держки при отпуске зависят от марки стали, диаметра пружины и проволоки.
Отпуск пружин из патентированной проволоки заключается в нагреве их до температуры 250 — 350° С и выдержке при этой температуре в течение 15 — 3 0 мин. Если не производить отпуск пружин из патентированной проволоки, то при трехкратном и более обжатии то соприкосновения витков свободная высота пружины уменьшается, а пружина делает осадку без изменения количества витков и увеличивается в диаметре.
При выполнении отпуска для таких пружин величи на осадки при трехкратном и более обжатии уменьшается почти вдвое, а упругие свойства увеличиваются. При этом наружный диаметр отпущенной пружины кесколь ко уменьшается, а количество витков увеличивается на 1—2%. Все изменения размеров пружин из патентированной проволоки, которые происходят при термической обработке, должны быть учтены при -навивке на автоматах, а также при выборе оправок и шага навивки пружин.
Термическая обработка пружин уменьшает остаточные деформации за счет уменьшения внутренних напряжений, увеличивает упругие свойства и вязкость, благодаря чему обеспечиваются высокое качество и надежная работа пружин.По вопросам размещения заказов на изготовление пружин обращаться:
+7(351)200-36-34 Москва +7(499)653-69-98 Санкт-Петербург +7(812)426-17-14 Воронеж +7(473)300-31-95 Екатеринбург +7(343)247-83-71 Новосибирск +7(383)207-56-75 Краснодар +7(861)201-84-46 Красноярск +7(391)229-80-74 Нижний Новгород +7(831)280-97-21 Казань +7(843)212-20-79 Тольятти +7(848)265-00-34 Волгоград +7(844)296-21-13 Уфа +7(347)200-05-81 Пермь +7(342)235-78-27 Ростов-на-Дону +7(863)333-20-67 Самара: +7(846)300-41-49 Тюмень +7(345)257-80-21 © 2015-2018 ООО “Пружинно-навивочный завод”. Изготовление и продажа металлических пружин: производство пружин кручения, навивка пружин сжатия, тарельчатые пружины. Предлагаем подвески и опоры трубопроводов, а также стопорные кольца.
Источник