Для предотвращения повреждений лакокрасочного покрытия, на крылья кузова необходимо положить специальные чехлы.
Головку блока цилиндров необходимо снимать с холодного двигателя, для предотвращения ее повреждения. При снятии металлической прокладки, необходимо быть осторожным, чтобы не упустить прокладку. Также необходимо быть осторожным, чтобы не повредить поверх ность разъема головки блока с блоком.
Нанести специальные метки на все провода, чтобы исключить неправильное подключение при сборке.
Перед снятием головки блока цилиндров, проверить техническое состояние приводного ремня ГРМ.
Провернуть шкив коленчатого вала, чтобы установить поршень первого цилиндра в положение ВМТ на ходе сжатия.
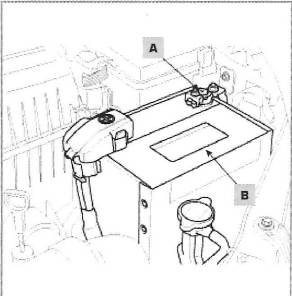
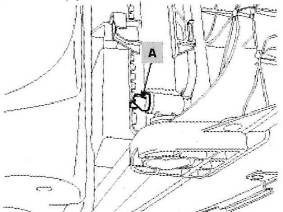
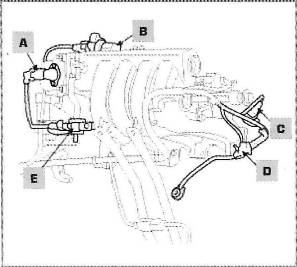
1. Отсоединить отрицательную клемму (А) от аккумуляторной батареи. Затем снять аккумуляторную батарею в сборе (В).
2. Снять крышку двигателя.
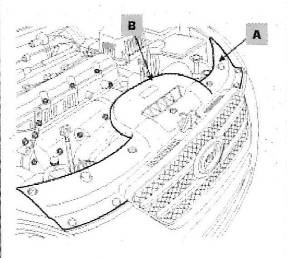
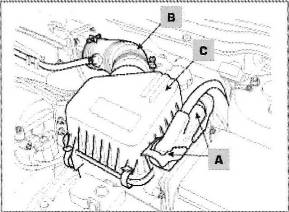
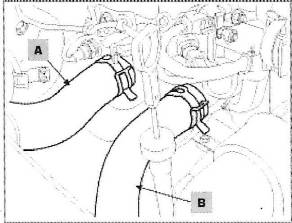
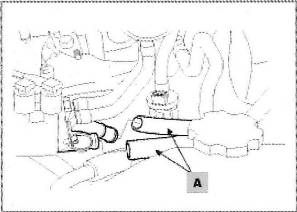
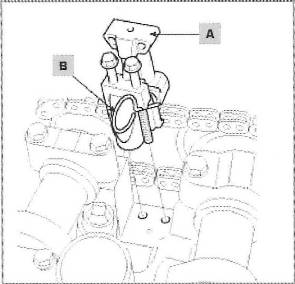
3. Снять верхнюю крышку бампера [А] и воздушный дефлектор [В]
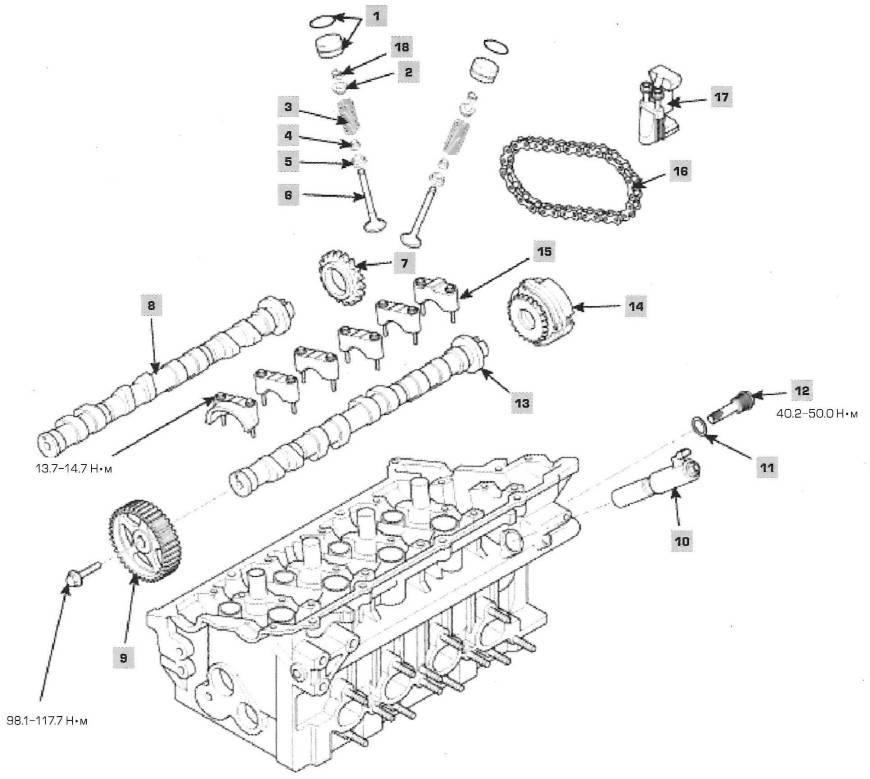
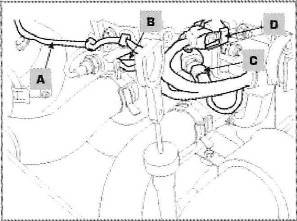
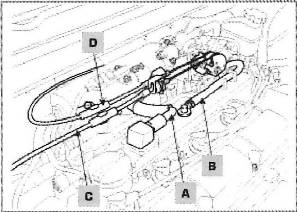
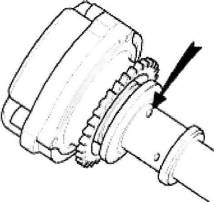
16. Снять автоматический натяжитель (А) цепи привода второго распредвала, как показано на рисунке.
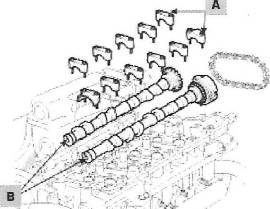
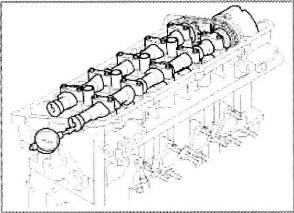
17. Отвернуть болты крепления и снять крышки подшипников распределительных валов (А), затем извлечь распределительные валы (В).
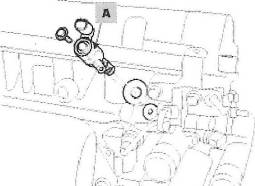
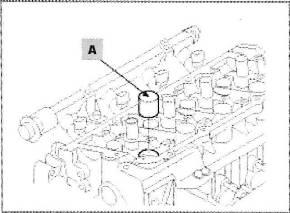
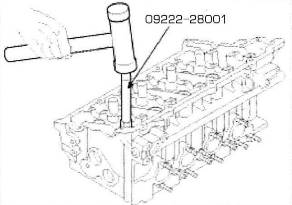
18. Извлечь контрольный клапан давления масла OCV (А), как показано на рисунке.
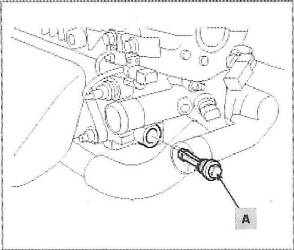
19. Извлечь фильтр контрольного клапана давления масла [А).
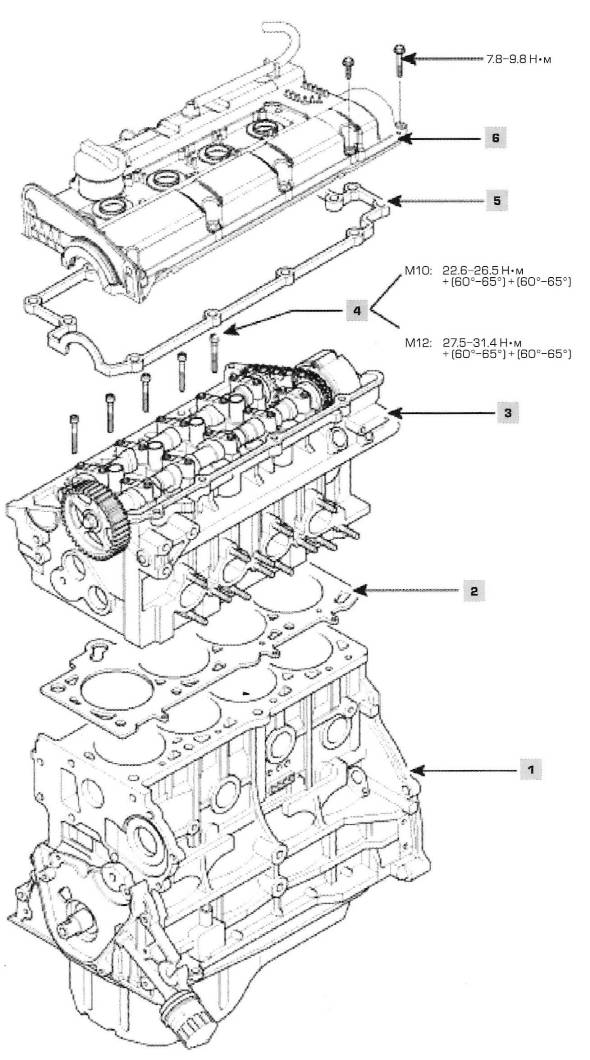
20. Отвернуть болты крепления головки блока цилиндров, затем снять головку блока в сборе.
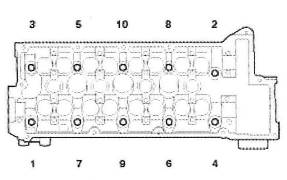
• Используя 8 мм и 10 мм торцовый ключ, отвернуть болты крепления головки блока цилиндров, в несколько подходов, в последовательности, указанной на рисунке. Извлечь болты крепления в сборе с шайбами.
При отворачивании болтов крепления в ненадлежащей последовательности, возможно повреждение головки блока цилиндров.
• Снять головку блока цилиндров с направляющих штифтов блока. Положить головку блока цилиндров на деревянный брус.
Быть осторожным, чтобы не повредить поверхности контакта блока и головки блока цилиндров.
2. Развернуть отверстие в головке блока цилиндров под следующий ремонтный размер направляющей втулки клапана (смотри таблицу «Основные технические характеристики»),
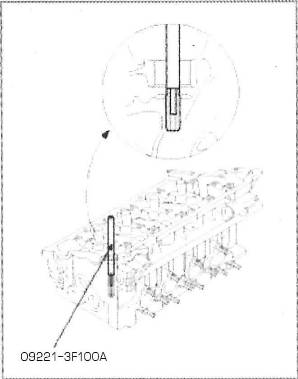
3.Используя специальное приспособление(09221-ЗР100А/В),запрессовать новую направляющую втулку клапана. Направляющую втулку необходимо запрессовывать с верхней части головки блока. Быть внимательным, так как направляющие втулки впускных и выпускных клапанов имеют различную длину.
Источник
Разборка и сборка ГБЦ (2.0 л, G4GC)
Нанести на все толкатели, клапаны и пружины метки, соответствующие их расположению в головке блока цилиндров, чтобы при сборке, не изменить их первоначального размещения.
1. Извлечь толкатели клапанов (А).
2, Извлечь из головки блока цилиндров клапаны. Для этого:
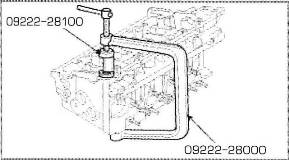
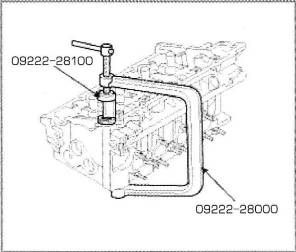
• Используя специальные приспособления [0922228000, 09222-28100), сжать пружину клапан и извлечь сухари (специальные замки), как показано на рисунке.
• Снять верхнюю опору пружины клапана.
• Извлечь пружину клапана.
• Используя специальные плоскогубцы, снять маслосъемный колпачок.
• Используя магнит, извлечь нижнюю опору пружины клапана.
• ПРОВЕРКА ТЕХНИЧЕСКОГО СОСТОЯНИЯ
Головка блока цилиндров
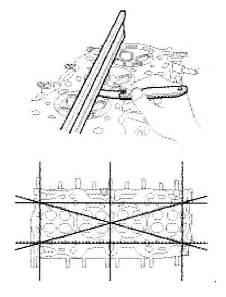
1. Проверить неплоскостность поверхности разъема головки блока
цилиндров с блоком. Для этого необходимо использовать специальную линейку и набор щупов. Размещая линейку в плоскостях, указанных на рисунке, измерить щупами неплоскостность поверхности разъема. Стандартная величина неплоскостности поверхности: менее, чем 0.03 мм. Предельно допустимая величина: 0.06 мм.
2. Проверить камеры сгорания, впускные и выпускные каналы и поверхность разъема с блоком цилиндров на наличие повреждений. При обнаружении каких-либо дефектов, заменить головку блока в сборе.
Клапаны, направляющие втулки и клапанные пружины
1. Проверить техническое состояние направляющих втулок и клапанов.
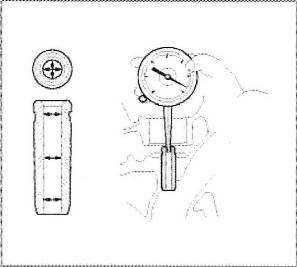
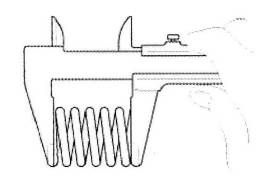
• Используя нутромер, измерить внутренний диаметр направляющей втулки клапана, как показано на рисунке.
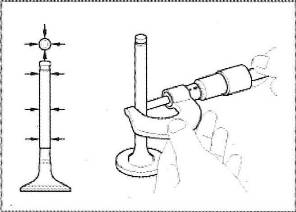
• Используя микрометр, измерить наружный диаметр стержня клапана, как показано на рисунке.
• Разность между внутренним диаметром направляющей втулки и наружным диаметром стержня клапана — это зазор между клапаном и втулкой. Стандартная величина зазора между втулкой и клапаном: 0.02 — 0.05 мм (впуск), 0.035 — 0.065 мм (выпуск). Предельно допустимая величина зазора: 0.1 мм (впуск), 0.13 мм (выпуск).
Если величина зазора больше, чем предельно допустимое значение, необходимо заменить клапан в сборе с втулкой.
2. Проверит техническое состояние клапанов.
• Проверить угол заточки рабочей фаски головки клапана.
• Проверить поверхность клапана на наличие повышенного износа. При обнаружении каких-либо дефектов, заменить клапан новым.
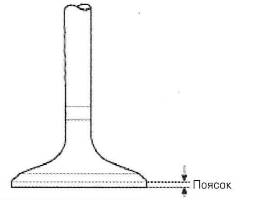
• Проверить толщину пояска головки клапана. Если толщина пояска головки клапана менее предельно допустимой, необходимо заменить клапан новым. Стандартная величине толщины пояска: 1.6 мм (впускной), 1.8 мм (выпускной). Предельно допустимая величина: 1.45 мм (впускной), 1.65 мм (выпускной).
• Проверить стержень клапана на наличие повышенного износа. При необходимости, заменить клапан новым. 3, Проверить техническое состояние седел клапанов.
• Проверить, чтобы клапан прилегал к седлу плотно, по всей его окружности. При необходимости, заменить седла клапанов.
Перед восстановлением седел клапанов, необходимо проверит техническое состояние направляющих втулок клапанов. При обнаружении каких-либо дефектов, необходимо заменить втулку, а затем проводить восстановление седла. Толщина рабочей поверхности контакта седла с клапаном должна соответствовать стандартному значению.
4. Проверить техническое состояние клапанных пружин.
• Используя стальной угольник, измерить величину отклонения от вертикальной оси пружины. Допустимая величина отклонения от вертикальной оси: 1.5°, предельно допустимая величина отклонения: 3°.
• Используя штангенциркуль, измерить длину пружины в свободном состоянии. Стандартная величина длины пружины: 48.86 мм. длина пружины под нагрузкой 18.8±0.9 кг: 39.0 мм, под нагрузкой 41.Oil.5 кг: 30.5 мм.
Если длина пружины в свободном состоянии не соответствует стандартной величине, необходимо заменить пружину новой.
1. Используя микрометр, измерить высоту кулачков распределительного вала. Стандартная величина высоты кулачков: 44.518-44.718 мм (впускной), 44.418-44.618 мм (выпускной).
Если высота кулачка распредвала менее, чем минимально допустимая, необходимо заменить распределительный вал в сборе.
2. Проверить зазор в подшипниках распределительного вала,
• Очистить и промыть крышки подшипников и шейки распределительного вала.
• Установить распределительные валы в головку блока цилиндров.
• Уложитьнашейкираспределительного вала специальные пластиковые калибры, как показано на рисунке.
• Установить крышки подшипников распределительного вала. Затянуть болты крепления с требуемым моментом затяжки.
Не проворачивать распределительный вал.
• Снять крышки подшипников распредвала.
• Измерить толщину пластикового калибра(к наборупластикового калибра прилагается шкала). Из этого, определить величину зазора в подшипниках. Стандартная величина зазора: 0.02-0.061 мм. Предельно допустимая: 0.1 мм.
Если зазор в подшипниках превышает допустимый предел, необходимо заменить распределительный вал. При необходимости, заменить крышки подшипников или головку блока цилиндров в сборе.
• Удалить полностью пластиковые калибры.
• Снять распределительные валы.
3. Измерить осевой зазор распределительного вала.
• Установить распределительные валы.
• Используя индикатор часового типа, измерить осевой зазор, перемещая распределительный вал вперед / назад. Стандартная величина осевого зазор распределительного вала: 0.1 -0.15 мм.
Если осевой зазор превышает предельно допустимую величину, необходимо заменить распределительный вал. При необходимости, заменить крышки подшипников распределительного вала и головку блока цилиндров в сборе.
• Снять распределительные валы.
Механизм изменения фаз газораспределения в сборе (фазовращатель)
1. Проверить техническое состояние механизма изменения фаз газораспределения в сборе.
• Проверить и убедиться в том, что механизм не вращается.
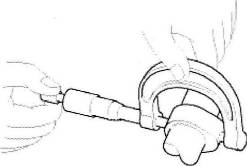
• Обмотать виниловой лентой все части механизма, кроме одной, указанной на рисунке ниже.
• Обмотать и специальный воздушный пистолет, затем подвести давление 100 кПа к отверстию на распределительном валу (при выполнении данной операции, извлечь стопорный палец).
После разбрызгивания моторного масла, протереть поверхности ветошью.
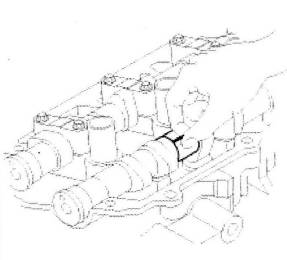
• Во время выполнения выше описанной операции, провернуть вручную фазовращатель в сборе в сторону опережения (направление указано на рисунке выше стрелкой). При подводе сжатого воздуха, перемещение фазовращателя в сторону опережения должно производится без усилия, от руки. Кроме положения, при достижении стопорного пальца максимального отклонения в сторону опаздывания.
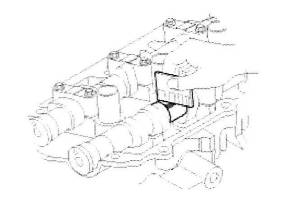
• После этого, провернуть фазовращатель обратно. Проверить плавность его перемещения, исключающее заедание. Диапазон перемещения фазовращателя составляет 20°.
• Провернуть фазовращатель в сборе от руки и зафиксировать его в предельном положении опаздывания.
• СБОРКА ГОЛОВКИ БЛОКА
Перед сборкой промыть все детали.
Перед установкой, нанести на все трущиеся поверхности тонкий слой моторного масла. Заменить все уплотнительные манжеты новыми. 1. Установить клапана.
• Установить нижние опоры пружин клапанов.
• Используя специальное приспособление (0922222001), установить маслосъемный колпачок.
Не использовать маслосъемный колпачок повторно. Неправильная установка маслосъемного колпачка может привести к утечкам моторного масла через направляющую втулку клапана.
• Установить клапан, клапанную пружину и верхнюю опору пружины.
Клапанную пружину необходимо устанавливать так, чтобы отполированная часть витков была направлена вверх (к верхней опоре).
• Используя специальное приспособление (0922228000,09222-28100), сжать пружину клапана и установить сухари клапан. После установки, убедиться в том, что сухари установлены должным образом.
• Нанести несколько легких ударов деревянной рукояткой молотка по стержням клапанов, чтобы убедиться в том, что сухари зафиксировали клапаны надлежащим образом.
2. Установитьтолкатели клапанов. Проверить и убедиться в плавности перемещения толкателей.