- Приставка TIG (осциллятор, возбудитель дуги) к любому сварочному аппарату
- Осциллятор для инвертора
- Электрическая схема осциллятора
- Устройство сварочного осциллятора
- Взаимодействие с инвертором
- Принцип устройства и работы осциллятора
- Разновидности осцилляторов
- Осциллятор в сварке
- Как самому изготовить прибор
- Плюсы и минусы осцилляторов
Приставка TIG (осциллятор, возбудитель дуги) к любому сварочному аппарату

Для изготовления приставки вам понадобятся детали старого телевизора
ТДКС
Конденсаторы
Отклоняющая система
Реле.
Также:
Балласт старой энергосберегающей лампы
Дроссель со сварочного аппарата или подобный (возможно исключить)
Блок питания (Адаптер) 12В
Провода
Свеча зажигания.
Отрезок фанеры или подходящий корпус.
Варить нержавеющую сталь и алюминий очень удобно не плавящемся электродом в среде инертного газа. В простонародье аргоновая сварка, хотя газы могут быть и другие, например, гелий или смеси.
Практически к любому сварочному аппарату можно подключить рукав с такой горелкой.
Проблема заключается в поджоге дуги, если на нержавеющей стали возможно, но очень неудобно поджигать касанием, то на алюминии это невозможно.
Умельцы зажигают дугу касанием графитовой щётки от электродвигателя, но это тоже не удобно, влияет на качество шва и сильно падает скорость работы.
Для качественной сварки и удобства пользования из того что было я собрал приставку, осциллятор которая позволяет зажигать дугу высокочастотным импульсом в лучших традициях этого вида сварки
Тушине не предусмотрено и производиться резким удлинением дуги.
Осциллятор имеет не завистное питание от сети. Подключается силовыми проводами к любому сварочному аппарату.
Для работы с нержавеющей сталью я использую инверторный сварочный аппарат с постоянным током.
Для сварки алюминия, трансформаторный сварочный аппарат с переменным током (Алюминий почти невозможно варить постоянным током). Есть возможность варить постоянным токам полуавтоматическим аппаратом (MIG) но не всегда это приемлемо, и качество оставляет желать лучшего.
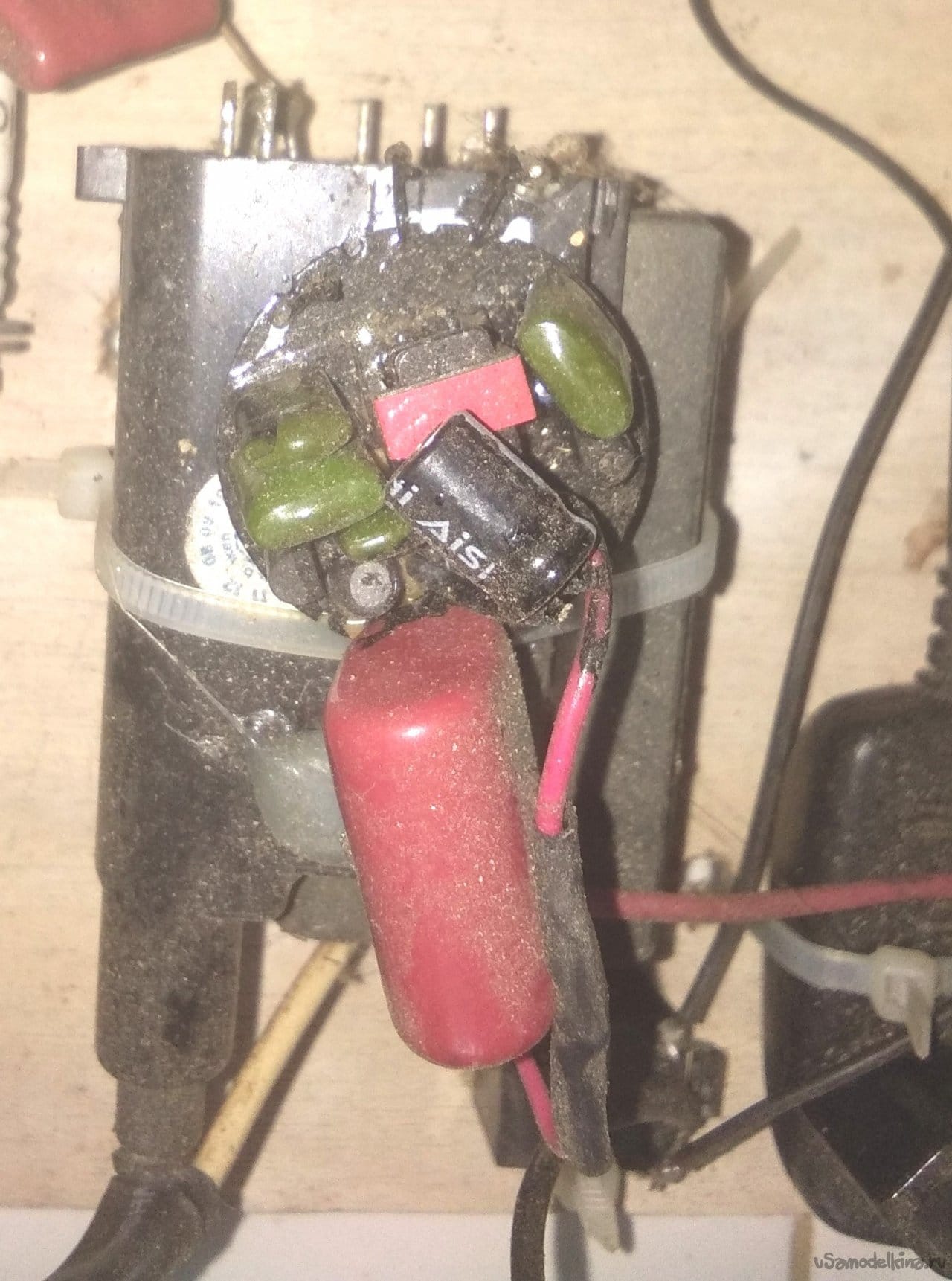
Собрал устройство на подходящем отрезки фанеры. Так как использую в стационарных условиях корпус пока делать не стал. Планируется ряд доработок и усовершенствований, (режим дежурной дуги, импульсного режима и принудительное тушение дуги, клапан подачи газа) после этого возможно изготовлю корпус.
Осциллятор построен по классической схеме с последовательным высокочастотным возбуждением дуги.
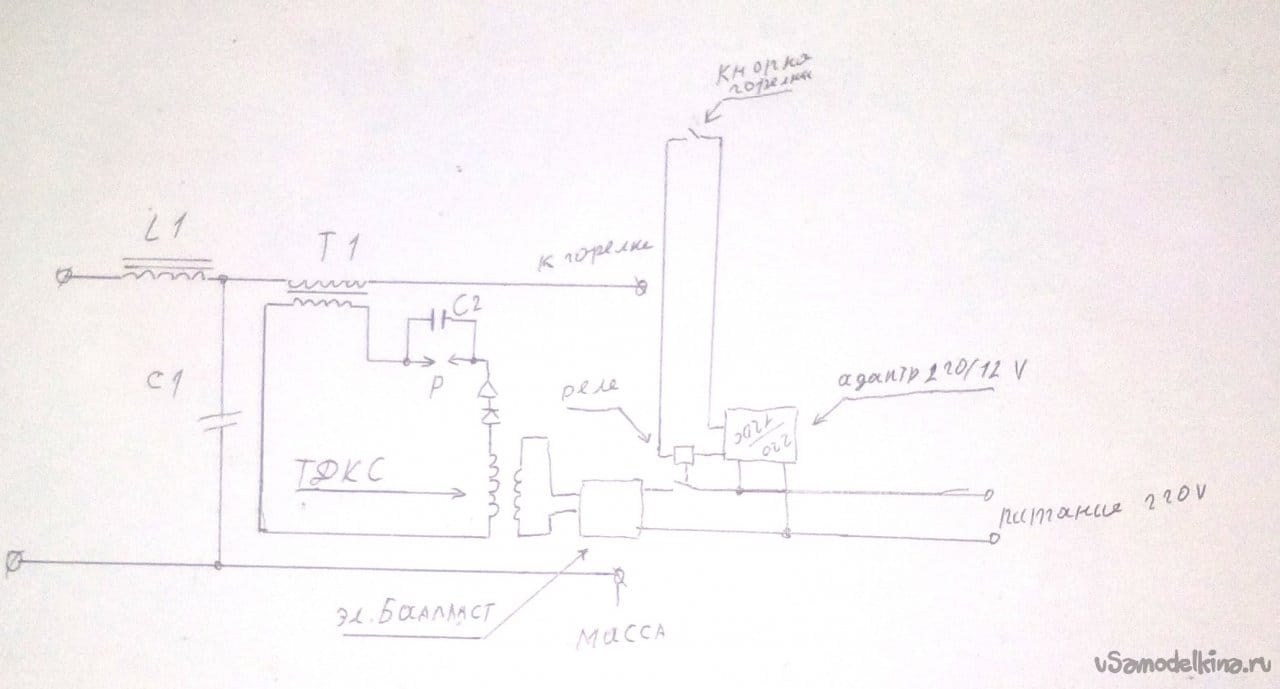
Вход. Дроссель L1 установлен первое для зашиты сварочного аппарата, вторе для более плавного горения дуги аргоновой горелки.
Конденсатор С1 выполняет главную защиту сварочного аппарата шунтируя высокочастотные колебания.
Дроссель применил от неисправного сварочного аппарата, можно использовать и другие рассчитанные на ток сварки (80-150А), или совсем его исключить.



Я проверил около десятка разных конструкций. Установлен трансформатор, намотанный на магнитопроводе отклоняющей системы старого телевизора.
Силовая обмотка содержит 20 витков сварочного провода. У мня не нашлось куска провода достаточного сечения в итоге намотал тремя сложенными в месте сетевыми гибкими проводами. Сечение каждого проводника 8м2. Импульсная обмотка содержит 5 витков провода, равномерно расположенного по всему кольцу. Сечение 1мм2, но может быть больше или меньше. В этом проводе присутствуют импульсное с напряжением более тысячи вольт, изоляция должна этому соответствовать.

В качестве разрядника установлена свеча зажигания. Можно применить практически любую свечу зажигания. Для скептиков, которые утверждают, что правильный разрядник можно сделать только из вольфрамовых электродов, скажу, что свеча зажигания в двигателях работает куда в более суровых условиях на протяжении продолжительного времени. Здесь работа ограничивается секундами с долгими паузами.
В промышленных аппаратах разрядник из вольфрамовых электродов применяется по причине его низкой стоимости и малых размеров.
У свечи нужно выставить зазор 1мм, это будет соответствовать напряжению пробоя примерно 1000В. При настройке возможно уменьшать зазор для наилучшего зажигания дуги. Устанавливать зазор более 1мм не стоит так, как возрастет напряжение и конденсатор С2 будет пробит.
В моем случае используется 0.01 микрофарада и напряжение 1300В. Возможно применять пленочные или керамические. 1300 минимально допустимое напряжение конденсатора для данного случая. Лучше устанавливать с более высоким рабочим напряжением. Подбором этой емкости регулируется частота и естественно устойчивость зажигания дуги. Если в процессе работы такой конденсатор ощутимо греется его, следует заменить на конденсатор другого типа.
Высоковольтное напряжение допустимо использовать как переменный низкой частоты (50 герц), так и постоянный. В классической схеме советского производства используется повышающий трансформатор. Умельцы ставят от микроволновой печи (МОТ). Я встречал схемы с умножителем сетевого напряжения или на катушках зажигания.
Я выбрал вариант с постоянным током. В качестве трансформатора и выпрямителя применён ТДКС от старого телевизора. Можно использовать любого производителя.
Высоковольтный вывод соединен с частотозадающими элементами (Разрядник конденсатор). Питается от балласта энергосберегающей лампы, тоже подойдет любой.
Высокочастотное напряжение подается на первичную обмотку трансформатора, так как у разных производителей цоколевка разная, то нумерацию выводов не даю.
Для настройки последовательно с электронным балластом подключается лампа накаливания примерно 60Вт. Эта мера защитит элементы в случае ошибки при настройке. Выход балласта подключается к первичным обмоткам трансформатора и опытным путем определяется нужные, по завершению настройки лампа накаливания исключается.
Это устройство нужно для включения возбудителя с кнопки на горелке и обеспечения безопасности работы. Так как подавать на кнопку управления сетевое напряжение опасно, то установлен маломощный блок питания на 12В и реле. У меня установлен маломочный сетевой адаптер, тоже строгих требований нет.
Реле управления 12В и контактами, рассчитанными на переменное напряжение 220В 2А. Можно применять и иные.
Источник
Осциллятор для инвертора

Электрическая схема осциллятора
Схемы и конструкции сварочных осцилляторов могут отличаться, исходя из условий эксплуатации и частоты использования.
Как правило, эти устройства подключаются двумя способами:
- Последовательно. Такое подключение позволяет сваривать заготовки из алюминия.
- Параллельно. Применяется во время работ с нержавеющей сталью и для краткосрочной сварки.
Типовая схема состоит из следующих электротехнических компонентов:
- Стандартная конструкция искрового одноконтурного разрядника. Эта деталь по сути является генератором и обеспечивает формирование затухающих колебаний. Он состоит из конденсатора и катушек индуктивности, соединенных параллельно между собой. Вольфрамовые электроды выполняют функцию контактов.
- Дроссели в количестве двух, также изготовленные на основе катушек индуктивности.
- Мощный повышающий трансформатор. Преобразует стандартное сетевое напряжение до 6000 В, а частоту – до 250 кГц.
- Трансформатор, установленный на выходе. Осуществляет передачу сформированного напряжения в цепь сварочного инвертора.
- Детали управляющей цепи. Сюда входит стабилизатор, регулировочные элементы пуска, контур обратной связи с датчиком тока.
- Элементы системы безопасности. Выполнены в виде предохранительных цепей, защищающих схему от перегрузок, а самого рабочего – от поражения электротоком.
Устройство сварочного осциллятора
Рассматривая принципиальную схему, нужно выбрать способ подключения, сварочный осциллятор (фабричный или собранный своими руками) присоединяется к сварочнику одним из двух возможных способов:
- последовательное подключение эффективно при работе с алюминием и алюминиевыми сплавами, обеспечивается бесперебойное продолжительное горение электродуги;
- при параллельном присоединении варят нержавеющий прокат, такое соединение краткосрочного характера.
Схема устройства осциллятора
Любой осциллятор, применяемый для процесса сварки, собирается из подобного набора электродеталей:
- Стандартный искровой разрядник – одноконтурный, состоит из индукционной катушки (зажигания) с последовательно подключенным конденсатором, аккумулирующим заряд. Разрядник генерирует затухающие колебания. В качестве контактов используют вольфрамовые электроды.
- Две катушки индуктивности, обладающие высоким сопротивлением переменному току, малым — постоянному, выполняют функцию дросселей. На выходе рост напряжения запаздывает, тормозится.
- Ток преобразуется по вольтажу и частотности повышающим трансформатором до 6 кВ. Монтируют модель большой мощности, выдающей частотность до 250 Гц.
- Сформированный импульс на сварочный инвертор передает выходной трансформаторный блок (используется принцип индуктивности).
- В блок управления входят два узла: стабилизатор и пусковой механизм.
- Предохранители обеспечивают безопасную работу осциллятора (когда своими руками создаются устройства своими руками, нельзя сбрасывать со счетов технику безопасности).
Разрядник, дополнительные катушки выполняют функцию выпрямителя, созданного при помощи своих рук.
При использовании осциллятора при сварке повышается риск поражения электротоком, защита необходима. Повышение частоты и вольтажа происходит мгновенно, в доли секунды.
Взаимодействие с инвертором
Принцип действия аппаратуры, стабилизирующей работу инвертора, состоит в дополнительной подаче высокого напряжения к электроду. Оно поступает периодически, вместе с основным выходным напряжением самого сварочного агрегата. Напряжение поступает в виде импульсов, имеющих характерную амплитудную модуляцию. Их параметры могут достигать 6 кВ, а частота находится в пределах 150-500 кГц.
Продолжительность сформированных импульсов незначительная, поэтому они отличаются очень маленькой скважностью, вполне достаточной для получения необходимой мощности – до 300 Вт. Их воздействие приводит к образованию кратковременного электрического пробоя между деталью и электродом, повышающего надежность контакта. Осциллятор запускается в тот момент, когда электрод приближается к металлу примерно на 5 мм. Под действием электрических импульсов воздушный промежуток ионизируется, после чего возникает мгновенный разряд.
Принцип устройства и работы осциллятора
Схем таких аппаратов много. Но набор принципиальных блоков один и тот же.
Как происходит аргонная сварка с осциллятором?
Вот что он включает в себя:
- Трансформатор, повышающий напряжение: для преобразования входного сетевого напряжения 220 В и 60Гц в колебания более высокой частоты со значением до 250 кГц напряжения 5…6 кВ.
- Выходной трансформатор для передачи тока повышенных напряжения и частоты на выходные контакты сварочного аппарата.
- Генератор искрового типа с контактами в виде вольфрамовых электродов, который по своей сути является одноконтурным разрядником.
- Управляющий блок из газового клапана, стабилизатора, кнопки пуска и датчика тока.
- Специальный защитный блок для контроля превышения допустимой силы тока или напряжения.
Устройство и принципиальную схему устройства нужно выбирать в зависимости от интенсивности вашей работы с его помощью. Если в планах ваших сварочных работ преобладает алюминий, который нужно варить при постоянном токе обратной полярности, то выбираем схему последовательного подключения – это будет осциллятор для сварки алюминия.
Если вы работаете с нержавейкой, ваша схема должна быть с параллельным подключением.
Осцилляторы для сварки с последовательным и параллельным подключением принципиально различаются. В состав аппарата с последовательным подключением входит только один трансформатор с двумя обмотками: первичной с предохранителем и двумя конденсаторами и вторичной с разрядником и колебательным контуром из катушки индуктивности и конденсатора.
Система осциллятора для сварки с параллельным подключением намного сложнее и требует наличия двух трансформаторов. В первом из них первичная обмотка состоит из двойного колебательного контура, а вторичная включает в себя разрядник и является первичной обмоткой второго трансформатора высокочастотного типа.
Именно от него подается электрического питание дуги. Такую схему не только сложно собрать и регулировать, она должна быть защищена от напряжения, превышающего предельные нормы.
Разновидности осцилляторов
Использование сварочного осциллятора возможно лишь в качестве дополнительного устройства. Сам по себе он не может обеспечить рабочий процесс, из-за малой мощности и невозможности к самостоятельному соединению и расплавлению металлов. Основное предназначение прибора заключается в зажигании дуги и поддержке ее стабильного состояния без контакта электрода с металлической поверхностью.
Подобного результата удалось добиться за счет генерации высокого напряжения с высокой частотой, способного пробить воздушное пространство между металлом и электродом. Создается зона ионизированного воздуха, по которой в дальнейшем начинается течение уже основного сварочного тока.
В зависимости от рабочих режимов, все осцилляторы можно условно разделить на следующие группы:
- Устройства непрерывного действия (рис. 1). Способны выдавать ток напряжением до 6000 вольт, частотой порядка 250 кГц. Этот дополнительный потенциал объединяется с основным сварочным током, способствуя мгновенному зажиганию дуги на определенном расстоянии от детали. Высокая частота обеспечивает стабильность, независимо от параметров инверторного тока. За счет малой мощности, дополнительный ток совершенно безопасен для сварщика. Прибор подключается к инвертору по параллельной или последовательной схеме. Последний вариант используется чаще и не требует дополнительной защиты от высокого напряжения.
- Импульсные осцилляторы (рис. 2). Очень удобны при выполнении сварочных работ переменным током. Данные устройства обладают способностью к постоянному поддержанию дуги при изменяющейся полярности электричества. Они легко зажигают дугу при отсутствии каких-либо контактов электрода и заготовки. В целом, импульсные приборы имеют некоторые преимущества перед непрерывно действующими осцилляторами.
- Приборы с использованием накопительных конденсаторов. Данные компоненты устанавливаются в общую схему и в дальнейшем обеспечивают работу устройства в режиме заряда-разряда. Наполнение конденсаторов энергией осуществляется с помощью зарядного модуля. В момент начала работы энергия заряженных конденсаторов отдается дуге. Затем они отключаются от схемы разряда и автоматически подключаются к зарядному модулю. При возникновении угрозы прерывания дуги происходит переключение конденсаторов на рабочую цепь сварочной аппаратуры.
Осциллятор в сварке
Сварочным осциллятором является искровой генератор затухающих колебаний. Внутри него находится низкочастотный повышающий трансформатор ПТ. Его вторичное напряжение достигает 2 – 3 кВ. Также там расположен разрядник, колебательный контур, обмотки связи и обмотки блокировочного конденсатора. Обмотки, которые расположены внутри сварочного осциллятора, являют собой высокочастотный трансформатор.
В результате работы осциллятора высокочастотные колебания проходят через обмотку и прикладываются к дуговому промежутку. Конденсатор, предназначенный для блокировки, позволяет предотвратить шунтирование обмоткой дугового промежутка для напряжения в источнике питания.
Изоляцию обмотки осциллятора надежно защищает дроссель, который включен в сварочную цепь. Мощность сварочного осциллятора часто составляет 250 – 300 Вт. Продолжительность импульсов от сварочного осциллятора составляет десятки микросекунд.
Осцилляторы позволяют обеспечивать наложение тока с высоким напряжением, а также с высокой частотой на сварочную цепь. Осцилляторы разделяются на два типа:
- Возбудители сварочной дуги импульсивного питания;
- Возбудители сварочной дуги непрерывного действия;
К возбудителям дуги непрерывного действия относятся осцилляторы, которые работают совместно с источниками питания сварочной дуги и обеспечивают возбуждение самой дуги с помощью наложения на провода для сваривания тока под высоким напряжением. Напряжение в данном случае составляет 3 – 6 000 В. Частота равна 150 – 250 кГц.
Такой сварочный ток не является опасным для человека, если он будет внимательно следить за техникой безопасности и не пренебрегать ее правилами. Высокая частота позволяет обеспечить спокойное горение дуги, даже если сварочный ток основного источника слишком мал.
Осцилляторы последовательного включения являются наиболее эффективными, потому что не требуют установки в цепь источника специальной защиты, которая применяется для защиты от высокого напряжения. При работе осциллятора разрядник может издавать тихое потрескивание, а искровой зазор размером 1,6 – 2 миллиметра может быть установлен с помощью регулировочного винта. Однако это возможно только при отключенном осцилляторе. Также стоит иметь в виду то, что установить или отремонтировать осциллятор требует высокой квалификации по электротехническим специальностям.
При сваривании переменным током используются возбудители с импульсным питанием, которые вместе с первоначальным возбуждением дуги способствуют ее поджогу при изменении полярности переменного тока. Стоит отметить, что сварочные осцилляторы при смене полярности переменного тока плохо выполняют повторные зажигания дуги.
- Какие металлы относятся к цветным
- Для чего нужен защитный газ при сварке
- Что такое инертный газ при сварке
- Каким сварочным аппаратом можно варить алюминий
- Что такое аргонно дуговая сварка
- Что нужно чтобы варить аргоном
- Какие металлы варят аргоновой сваркой
- Можно ли сварить чугун полуавтоматом
- Чем отличается аргонная, аргонно дуговая и газовая сварка
Сварка алюминия инвертором Сварка алюминия ММА что да как
Как самому изготовить прибор
При наличии определенных знаний и практических навыков работы с электроникой, изготовить осциллятор для инвертора самому не составит особого труда. Вариантов устройства может быть несколько, поэтому, выбирая наиболее подходящую схему, нужно обязательно определиться с условиями работы и другими исходными данными.
Как правило, учитываются следующие факторы:
- Целевое назначение аппаратуры. Желательно максимально точно определиться, с каким материалом придется работать. У каждого металла имеются свои особенности, которые учитываются при составлении схемы.
- Основные параметры тока и напряжения: переменный или постоянный, характеристики сетевого напряжения и т.д.
- Величина допустимой электрической мощности. Определяется мощностью входа обычных цепей, не превышающей 250 Вт. Увеличение этого показателя, неизбежно повлечет за собой повышение стоимости деталей и всего прибора в целом.
- Значение создаваемого вторичного напряжения, обычно, не более 3 кВт.
В домашнем хозяйстве чаще всего требуется сварка алюминиевых заготовок. Поэтому нужно выбирать схему, наиболее полно обеспечивающую именно этот вид работ. Вначале нужно выбрать подходящий трансформатор, способный повысить напряжение с обычных 220 до 3000 В.
На следующем этапе устанавливается разрядник, пропускающий искру. Далее производится включение в схему колебательного контура. В нем обязательно должен присутствовать блокировочный конденсатор, обеспечивающий генерацию импульсов высокой частоты. С его помощью прибор обретает все необходимые показатели. Сварочной дуге придается стабильность, а ее зажигание значительно упрощается.
По завершении сборки проверяется работоспособность готового устройства. Вначале выполняется пуск, вызывающий запуск разрядника и создание высокочастотных импульсов с помощью повышающего трансформатора. После возникновения дуги появляется мощное магнитное поле, которое попадает в катушку с обмоткой из толстого провода. Здесь это поле преобразуется в электрический ток, подключаемый плюсом к горелке, а минусом – к заготовке. В эту же горелку поступает газ, проходящий через специальный клапан и начинается сварка.
Плюсы и минусы осцилляторов
К основным достоинствам индикаторов осцилляторного типа можно отнести такие характеристики им присущие, как:
1. Простота в использовании. Действительно, осцилляторы всегда показывают достаточно чёткие и хорошо трактуемые сигналы (будь то их выход в зоны перекупленности или перепроданности или расхождение (дивергенция) с ценовым графиком). Другое дело, что эти сигналы надо принимать к сведению лишь при определённых условиях (самым главным из которых является отсутствие ярко выраженного тренда), поскольку в иных случаях они дают огромное количество ложных сигналов;
2. Осцилляторы по сути своей являются так называемыми опережающими индикаторами. Это означает тот факт, что сигналы, получаемые с их помощью, всегда несколько опережают рынок. То есть, другими словами, получается так, что когда осциллятор подаёт свой сигнал (например, входит в зону перепроданности), график цены пока ещё никак не реагирует. И только через некоторое время, цена действительно начинает разворачиваться вверх**.
** При условии, что сигнал осциллятора не окажется ложным
3.Благодаря современным торговым терминалам, осцилляторы можно настраивать под любой финансовый инструмент и практически под любую торговую стратегию. Это становится возможным благодаря гибким настройкам исходных параметров применяемых при построении индикаторов такого типа.
Разумеется, помимо перечисленных выше достоинств, у осцилляторов есть и ряд недостатков, самым существенным из которых является большое число ложных сигналов. Причём ложные сигналы могут подаваться не только в период наличия на рынке сильного тренда, но и в те моменты времени, когда этот тренд только начинает формироваться. Иными словами, глядя на ценовой график, вы можете быть уверены в том, что на рынке царит флэт, и опираться в принятии торговых решений на показания осцилляторов. А на самом деле, в это самое время будет формироваться новое трендовое движение (пока ещё визуально не различимое на графике цены) и осцилляторы будут давать откровенно ошибочные сигналы.
Поэтому использование такого инструмента технического анализа рынка, как осцилляторы, всегда рекомендуется проводить в комплексе с другими индикаторами (в частности с теми, которые показывают трейдеру наличие и текущую силу тренда).
Кроме этого, к недостаткам индикаторов осцилляторного типа можно отнести такую черту как отсутствие, так называемых, идеальных настроек. То есть, нельзя использовать одни и те же настройки осциллятора для различных финансовых инструментов и, более того, даже для одного конкретного финансового инструмента, они меняются в зависимости от текущих рыночных условий. Впрочем, этот недостаток присущ практически для любого технического индикатора.
Источник