- Как заточить циркуляционный диск с твердосплавными зубьями своими руками
- Как узнать, что пора заточить диск
- Разновидности пил
- Геометрия твердосплавных зубьев
- Определение степени износа
- Принцип и угол заточки дисков для циркулярной пилы
- Как заточить пильный диск — правила
- Способы заточки циркуляционных дисков с твердосплавными напайками
- Как станком заточить диск
- Как заточить диск вручную напильником
- Особенности заточки дисков с победитовыми напайками для древесины
- Заточка дисковых пил с твердосплавными напайками
- Необходимость процедуры
- Разновидности пил
- Определение степени износа и угла заточки
- Способы
- Станки
- Рекомендации
Как заточить циркуляционный диск с твердосплавными зубьями своими руками
Циркулярная пила считается одним из самых востребованных инструментов в арсенале домашних мастеров. Но постоянно работать одним и тем же диском с разным материалом не всегда получается, да и сам пильный диск, как и любой другой режущий инструмент, требует периодической заточки. А это значит, что нужно знать, когда и, главное, как заточить диск на циркулярку самостоятельно.

Дисковые пилы по дереву
Как узнать, что пора заточить диск
При работе с дисковой пилой, независимо от ее назначения, следует понимать — при длительном использовании будет изнашиваться режущая кромка. Процесс этот будет происходить независимо от того, из чего сделана пила и какие напайки на зубьях имеются.
Индикатором того, что режущую часть пора затачивать будут такие признаки:
- При работе потребуется больше усилий для перемещения инструмента — заточенный диск режет материал словно масло, а вот тупому для распила требуется прилагать больше усилий.
- Поперечный и продольный срез получается неровный, имеет рваные края — из-за того что пилу необходимо затачивать зубья не режут, а буквально рвут волокна. Из-за этого даже сильная рука не в состоянии ровно удерживать инструмент и вместо ровной линии будет получаться синусоида.
- Спил дерева будет иметь ярко выраженный обугленный вид — из-за того что зубья не режут, а рвут волокна, устройство будет обугливать срез.
- Опилки получаются мелкими, больше похожими на пыль с оттенком ржаного хлеба — у острого инструмента опилки более крупные с острыми краями.
- Во время работы появляется характерный запах костра — во время обугливания волокон появляется дымок, сам диск сильно нагревается.
- Даже после кратковременной работы чувствуется, что сильно нагревается электродвигатель, требуется больше времени для его охлаждения.
- Визуально можно определить, что зубчики потеряли остроту, а разводка потеряла точность, отдельные элементы имеют разную степень отклонения.

Дисковая пила с твердосплавными напайками разной формы
Разновидности пил
Для работы с циркуляркой применяют несколько видов дисковых пил. Для ручных моделей применяются дисковые пилы промышленного производства, кустарные комплектующие встречаются крайне редко. А вот для стационарных циркулярок применяются как фабричные, так и самодельные.
Если брать профессиональный инструмент, то для него используются:
- Пилы с твердосплавными напайками. Для этого чаще всего используется победит — специальная тугоплавкая сталь для режущего инструмента.
- Дисковые пилы с закаленными зубьями.
- Пилы универсального назначения из инструментальной стали.
- Инструмент для работы со специальными материалами — фанерой, пластиком, асбестоцементными плитами и даже камнем.
Каждый из этих видов инструмента имеет свои особенности, как в плане пользования, так и в обслуживании.
Важно! Заточка дисковых пил каждого вида имеет свои особенности, которые не только нужно знать, но и строго соблюдать технологию и последовательность работ.
Геометрия твердосплавных зубьев
Зубья пил, как и цельных из быстрорежущей стали, так и тех, что оснащены твердосплавными напайками имеют специфическую форму. Одни имеют вид равнобедренного треугольника, другие серповидную форму, третьи вообще выполнены как трапеция. Такая форма зубьев отвечает нескольким задачам.
Во-первых, каждая форма имеет несколько поверхностей образующих режущие кромки. Во-вторых, вид зависит от назначения инструмента: мелкий ровный зуб подходит для раскроя листовых тонких материалов, а трапеция подходит для работы с древесиной твердых пород. В третьих, от формы зависит продолжительность использования: трапеция служит дольше, чем прямой или серповидный тип.
Для бытового применения обычно используют диски:
- Зубья прямого типа — для чернового раскроя материала. Основное достоинство быстрый распил материала.
- Наклонные и серповидные зубья — предназначены для работы с тонкими материалами.
- Зубья со скосом, применяются для чистового реза материала.
- Трапециевидный вид — пилы для длительной работы с материалами разной плотности.
- Конусные зубья подходят для чистовой работы с материалами имеющие гладкое, глянцевое покрытие.
Как видно, точить самостоятельно такие диски без знаний технологий заточки очень сложно. Сложнее всего выдержать «правильный» угол, так чтобы на всех зубьях была достигнута и геометрия режущей кромки, и форма самого зуба.
Неправильная заточка диска циркулярной пилы в лучшем случае приводит к тому, что рез получится неровный, с кривыми краями. А в худшем случае из-за появившегося биения придется ремонтировать и саму электропилу.
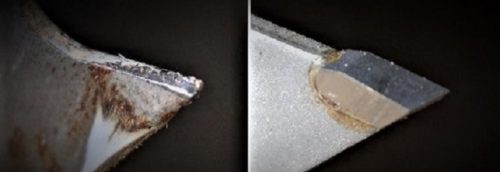
Твердосплавные напайки требующей заточки и новой пилы
Определение степени износа
Одним из условий правильной заточки инструмента является определение степени износа зубьев. Самый простой и легкий способ это сравнить две одинаковых пилы — новую, не бывшую в работе и старую, которая нуждается в правке. Достаточно просто наложить диски друг на друга и разница станет очевидной.
Ну а если пилы уже были в использовании, то тогда требуется изготовить шаблон, чтобы выполнить промер каждого из зубьев пилы. Это обязательное условие правки инструмента. Перед тем как заточить диск на циркулярную пилу самостоятельно шаблоном из жести или пластика промеряется каждый зуб и определяется поверхность, которую необходимо обработать для достижения нужного угла режущей кромки.
Совет! В качестве шаблона лучше использовать диски Уральского машиностроительного завода из Екатеринбурга, это самые лучшие пилы соответствующие всем требованиям ГОСТ.
Принцип и угол заточки дисков для циркулярной пилы
Заточка дисковых пил с твердосплавными напайками имеет свои тонкости и особенности технологии. Сама напайка имеет четыре основных плоскости —переднюю, верхнюю и боковые. Углы, образуемые этими плоскостями, представляют собой режущие поверхности.
Основной рабочей поверхностью выступает кромка между верхней и передней поверхностью. Боковые кромки задействуются в основном тогда, когда зубья имеют развод — наклон вправо или влево от оси реза.
Технологически операция заточки выполняется в два этапа:
- Сначала придается форма самому зубу и его поверхностям.
- Потом делает заточка режущей кромки.
При этом, если диск сильно изношен сначала придается нужная форма зубу, выравнивается его передняя и верхняя часть до нужного угла. А потом обрабатываются и боковые, и главная, грани победитовой напайки.

Заточка твердосплавных напаек
Как заточить пильный диск — правила
Основным моментом в работе с напайками на зубьях выступает точное определение степени износа. Поэтому перед тем как приступить к работе, нужно провести проверку всех без исключения зубьев. Основную помощь в этом окажет шаблон из металла.
Правила заточки можно сформулировать так:
- Если режущая кромка зуба округляется и расстояние между углом шаблона и острием кромки становится 0,1-0,2 мм, то затачивается фронтальная или передняя часть напайки.
- Если кромка закруглилась больше, то снимать нужно не только в передней, но и верхней части напайки.
- Если пила имеет разводку зубьев, то сначала восстанавливается угол наклона, а потом делается восстановление грани.
- Если зубья имеют разные фронтальные углы наклона грани, то сначала делается заточка одного наклона, а потом правится наклон другого угла.
Способы заточки циркуляционных дисков с твердосплавными напайками
Для придания правильного угла режущим кромкам применяется ручной и станочный способы заточки инструмента.
- Для ручного способа используются напильники и надфили.
- Для станочного способа используются заточные диски разной зернистости и формы.
Что касается напильников, то это должен быть инструмент для правки режущего инструмента, а надфили с алмазным напылением.
Как станком заточить диск
Для качественной работы используются заточные станки со специальными приспособлениями. Самый простой можно сделать из болгарки — ее просто нужно закрепить хомутами, а рабочий стол можно сделать из ДСП.
В домашних условиях используют крупнозернистый круг для грубой обработки и придания формы зубу, диск средней зернистости для подготовки режущей кромки. Алмазный для финальной обработки.
Перед тем как заточить диск для циркулярной пилы по дереву, его обезжиривают. Маркером отмечают зуб, с которого начинается заточка и закрепляют на станке. Грани затачивают поочередно, переход к обработке следующей поверхности происходит тогда, когда обработаны все зубья пилы.

Заточка при помощи алмазного диска
Как заточить диск вручную напильником
Для заточки победитовых напаек ручной напильник используется редко. Он малоэффективен, да и выдержать угол заточки режущей кромки при ручной обработке очень сложно.
А вот для заточки стальных пил он вполне пригоден. Заточка, так же как и станком, выполняется после выполнения разводки зубьев. Диск после этого зажимается в тисках между двумя деревянными планками, так чтобы обрабатываемая поверхность находилась горизонтально.
Важно! Рекомендуется перед началом работ маркером обвести контур шаблона на пиле, так чтобы видеть количество металла, которое нужно снять.
Особенности заточки дисков с победитовыми напайками для древесины
Явным признаком того, что пила с напайками требует правки, выступает наличие зазубрин и сколов на зубьях. Основным правилом того, как наточить пильный диск с победитовыми напайками по дереву, выступает необходимость использования корундовых заточных камней и алмазных чашечных дисков.
Такой инструмент обязательно используется на станках с большим числом оборотов. Важно при заточке не перегреть пилу, чтобы припой не потерял свои свойства и напайки остались на своих местах.
Теперь, когда технология работы с пильными дисками раскрыта, можно с уверенностью сказать, что ничего сложного в самостоятельной заточке инструмента нет. Все операции можно освоить, а для работы будет достаточно простого заточного станка и алмазного круга.
Источник
Заточка дисковых пил с твердосплавными напайками

Дисковые пилы – это инструмент, который используется регулярно в деревообрабатывающей промышленности и строительстве. Циркулярная пила работает с разными материалами, и качество среза имеет большое значение. Рано или поздно возникает вопрос восстановления зубьев пилы. Умение провести эту работу на высоком профессиональном уровне даст возможность использовать режущий инструмент длительное время.

Необходимость процедуры
Дисковые пилы нужны как в частном домовладении, так и на производстве. При строительстве дома, создании мебели, нарезании досок, бруса – везде требуется подобный инструмент. Правильная заточка циркулярной пилы требует практических навыков и знаний.
Циркулярные пилы выгодно отличаются от другого режущего инструмента:



Дисковые циркулярные устройства обладают значительной производительностью, срок службы их также гораздо выше. Заточка дисковых пил – важный необходимый этап, без него инструмент не будет полноценно работать. Благодаря различным насадкам с твердосплавными напайками, а также победитовыми покрытиями раскрой может проводиться как с деревом, так и с металлами.
Чтобы заточить диски с различными насадками, требуется специальное оборудование. Если обработку диска сделать «по науке», это намного продлит срок его службы.


Своевременная заточка дисковых пил выполняется при нескольких явных признаках.
- Двигатель начинает испытывать лишние нагрузки. Причина простая – зубья затупились, и требуются дополнительные ресурсы для обработки материала. Существует опасность: при порче диска, если отсутствует реле выключения двигателя, станок может выйти из строя.
- Если на срезе образуются щербинки и сколы, а сам рез становится слишком широкий, то это верный знак – инструмент следует ремонтировать.
- Появляется посторонний запах горелого материала, а также видны на линии среза темные пятна.
- Увеличивается время, которое требуется для обработки детали.


Разновидности пил
Если диск правильно заточен, и зубья разведены по шаблону, то он может обработать заготовку в любом направлении относительно древесных волокон.
Существуют такие виды инструмента:
- пила с твердосплавными дисками;
- диски, сделанные из цельного металла;
- диски с зубьями, обработанными твердым материалом;
- диски со сверхпрочными напайками на зубьях.




Твердые сорта древесины обрабатываются дисками, которые имеют особые выемки. Технологические разрывы предохраняют деформацию инструмента, не позволяют ему перегреваться во время производственного цикла. А также значительно снижается вибрация, шумовой фон, улучшается качество линии, образуемой распилом. Пила имеет зубья, которые обработаны под определенным углом, каждый зуб обладает несколькими режущими кромками.
Есть главная кромка, с ней сопрягаются дополнительные, при этом образуются пересекающиеся плоскости:
Сами плоскости также варьируются в различных сопряжениях.


Чтобы правильно и продуктивно использовать пилы, следует учитывать материал, с которым приходится работать.
Зубья могут быть прямые, они обычно используются для предварительного раскроя материала. Такие зубья обеспечивают разрез невысокого уровня. Однако производительность у таких зубьев довольно высокая.
Зубы скошенной конфигурации обеспечивают более точную линию, такие зубья подходят для обработки таких материалов, как:


Зубья обеспечивают ровный рез, при этом материал не крошится.
Есть также диски, в которых присутствует скос у передней кромки резца, также есть скос с задней кромкой. Возможны варианты чередования различных зубьев с разными скосами. Подобные ухищрения обеспечивают чистоту реза, однако следует помнить: чем плотнее материал, тем быстрее такие зубья тупятся.
Зуб в форме трапеции – такая конфигурация зубьев обеспечивает длительный срок службы инструменту. Часто применяют комплексную конструкцию, когда чередуются зубья трапециевидные и прямые. Вторые осуществляют первичный прорез, что дает возможность зубьям прямой формы «полировать» произведенный распил.
Обычно такой инструмент используют в раскрое ламината, а также листов ПВХ.


Зуб в форме конуса – такие зубья являются вспомогательными и предназначены для работы с материалами, на которых присутствует ламинированная поверхность. Они обеспечивают правильный распил без образования каких-либо сколов.
Самостоятельно зубья подобной конфигурации практически не используются.
Зуб в форме серпа – в этом случае зубья загибаются, что дает возможность проводить точный распил материала поперек древесных волокон.

Определение степени износа и угла заточки
Дисковые пилы, рано или поздно, теряют во время эксплуатации свои ТТХ, продлить эффективно срок службы инструмента возможно, если правильно его вновь заточить. Операция эта несложная, сделать работу во многих случаях можно самостоятельно.
В первую очередь следует обладать представлением: какие параметры имеет рабочий диск агрегата. Второй по важности параметр – это угол заточки, какие параметры имеет сам зубец.


Прежде чем начинать работать, следует протестировать инструмент, понять насколько актуально его восстановление. Следует осмотреть диск, сняв его со станка. Важным показателем является изменение размеров, это видно даже при беглом осмотре.
Особого подхода требуют диски, которые обработаны специальными материалами. Диск с напайками позволяет намного увеличить ресурс службы режущего инструмента. Он может работать с любыми породами деревьев, даже материалом повышенной твердости.
Сами «набалдашники» делаются из сверхпрочной стали марки:
А также используются некоторые другие марки стали.



Этот материал выделяется своей прочностью и износостойкостью, однако он тоже требует профилактической обработки.
Желательно для начала работы иметь нужный шаблон, по которому можно корректировать геометрию режущей поверхности. Обычно шаблон делается из жести или картона.
Сами зубья имеют стандарт, прописанный в ГОСТ 9768-78, однако у каждого производителя существует дифференциация в углах наклона и формы.
За неимением шаблона определять параметры зубьев необходимо будет самостоятельно. Для этого существует инструмент – маятниковый угломер. С помощью этого инструмента можно точно выстроить угол заточки.

Еще один вариант – это взять новый диск и использовать его как шаблон. Следует взять лист плотного картона, прорисовать на нем с помощью карандаша точные очертания. Затем с помощью маятникового замерителя углов следует установить точную конфигурацию напаек. Этот образец рекомендуется сохранить, с ним можно будет работать в дальнейшем, используя в качестве эталона.
После окончания работы необходимо будет протестировать полученный образец, сравнив с эталоном. Угол наклона в таких пилах колеблется от 15 до 25 градусов.
Если модель поперечная, то дифференциация может составить от 5 до 10 градусов. Если модель универсальная, то угол наклона составляет всего 15 градусов.

Следует учитывать при начале работы: передний угол может иметь отрицательное значение. Подобные модели употребляются для работы с листами ПВХ, а также с мягкими металлами.
Способы
Заточить инструмент своими руками (если он не имеет победитового покрытия) можно в домашних условиях самостоятельно. А также в подобных случаях можно использовать простой станок, на котором можно успешно наточить любые кромки. Очень важно корректно подобрать круг.
Бывают они таких видов:


Лучше всего использовать агрегат, в котором диск можно располагать под разными углами.
Оборудование для заточки дисков с напайками стоит недешево, его можно найти только в специализированных технических центрах.
Возбраняется двигать заточку самостоятельно:
- это стоит лишних трудозатрат;
- точность перемещения вручную будет плохая;
- если отсутствует навык по заточке кругов, то рекомендуется обратиться к профессионалам.

Существуют правила:
- главный дефект случается на краю сверху, то есть грани округляются в пределах 0,11-0,31 мм – это является исходной точкой, с которой следует начинать заточку;
- обрабатывать следует как фронтальную, так и тыловую части, это следует сделать не менее 26 раз;
- размер не превышает 0,051-0,151 мм;
- передние и задние грани обрабатываются идентично;
- после окончания цикла следует реализовать процесс доводки, то есть почистить поверхность «нулевой» наждачной бумагой.

Работа по созданию новой конфигурации требует соблюдения регламента и имеет свою сложность.
- Ознакомиться с требованиями, в частности, уточнить число оборотов. Понятно, что для металла это показатель будет заметно меньше. Деревянные элементы обрабатываются большим числом оборотов.
- Материал, из которого сделаны напайки, выдерживает большие нагрузки, срок его службы значителен, но даже он рано или поздно получает дефекты, появляются сколы и трещины.
- Верный признак, что материал начинает «уставать» – это появление на поверхности микрозаусенцев, шершавости. В этих местах через некоторое время возникнут дефекты.

Чтобы правильно реализовывать заточку, следует знать, какие бывают зубья:
- прямой;
- зуб со скосом с задней части;
- трапециевидный;
- в форме конуса;
- вогнутый.

Как затачивать:
- следует тщательно очистить диск, используя спирт или химические средства;
- обрабатываются все рабочие плоскости;
- снимать металл допустимо 0.051-0.151 миллиметра;
- затачивать, возможно, не более двадцати пяти раз;
- затачивать можно с помощью специального напильника, если существует практический опыт;
- твердосплавные зубья рекомендуется затачивать на отдельном оборудовании;
- победитовые напайки можно «взять», только используя специальный станок, в котором присутствует алмазный круг.

Маркером следует сделать разметку, помечают точку отсчета. Зубья располагаются таким образом, что они находятся в единой плоскости. После прохождения цикла заточки, каждый зуб тестируется и обрабатывается отдельно.
Разводка зубьев бывает нескольких видов.
- Волнистая, каждый зуб рихтуется под определенным углом наклона, таким образом, возникает подобие волны.
- Защитная, два зуба имеет углы наклона, третий зуб присутствует без наклона. Такой способ эффективен при работе даже с красным деревом и дубом.
- Классика, когда зубья вариативные – углы наклона влево и вправо.
- Фронтальная.
- Тыловая.
- Делается наклон у фронтальной плоскости.
- Делается наклон у задней плоскости.


Существует еще один параметр – это угол заострения, но он обычно «работает» как дополнительное средство.
Для ручной заточки потребуются:
- деревянные бруски (2 шт. размером 52х32 мм);
- дрель, шуруповерт;
- коронка для шуруповерта;
- ножовка, чтобы обрабатывать керамику;
- маркер;
- линейка;
- шурупы или саморезы.

Выпиливается середина брусков, они закрепляются на твердой плоскости с использованием саморезов. На брусках делается отметка, чтобы затем в выпиленных разметках помещалась коронка для обработки керамики, которая, в свою очередь, крепится на шуруповерт.
Поверхность подставки совпадает с поверхностью диска. Круг лежит на подставке, плоскость затачивания должна находиться под углом 90 градусов к полотну пилы. Такое нехитрое приспособление снабжается поворотным узлом. Такое надежное крепление позволяет равномерно обработать все зубья инструмента. С помощью маркера делаете разметка, что дает возможность правильно определиться с углом наклона.

Станки
Вся техника, которая обеспечивает заточку, имеет один принцип работы. Различия присутствуют лишь в производительности оборудования.
Бытовые агрегаты могут работать полчаса, затем их следует отключать от сети на некоторое время. Профессиональный инструмент способен функционировать практически без остановки всю смену (8-10 часов).
В комплект инструмента входит абразивный круг, а также шлифовальный материал.
Использование станков, чтобы точить зубья предоставляет ряд преимуществ:
- возможность придерживаться заданного угла;
- увеличивает эффективность производственных операций и их скорость;
- есть возможность применять самые разные диски.

С помощью станка можно работать даже с покрытиями из твердых сплавов. Зернистость заточного диска варьируется. В качестве примера можно сказать, что если диаметр составляет 126 мм, то частота оборотов может быть 2300 оборотов в минуту.
Скорость вращения диска может отклоняться в пределах 510-720 оборотов в минуту, все зависит от того, какой коэффициент хрупкости имеет диск.
Чем тверже материал, тем большая скорость требуется на его обработку.
От функциональности установки зависит, будет ли перемещаться заготовка или шпиндель. Возможно также движение всего устройства.

Угол наклона может замеряться с помощью маятникового угломера, у некоторых агрегатов присутствует встроенная шкала, чтобы определять угол наклона зубьев.
Зубья, как правило, затачиваются сначала с фронта, затем с тыла.
Чтобы заточить зубья с победитовыми напайками, требуется алмазный круг. Диски, у которых присутствуют напайки, должны затачиваться с использованием специальных насадок или алмазным кругом, на котором присутствует алмазное напыление.

Агрегаты имеют круги таких параметров:
- толщина от 15 до 42 мм;
- внешний диаметр 11-252 мм;
- отверстие для крепежа (16, 20, 33 мм).

Очень много зависит от ТТХ абразива, на них следует акцентировать особое внимание.
Стандартные резаки не всегда подходят для работы, поэтому имеет место инструмент с особыми сверхпрочными напайками (корунд, алмазное напыление).
Рекомендации
И напоследок несколько советов от специалистов:
- следует контролировать более внимательно фронтальную часть;
- при работе с массивными элементами боковые плоскости подвергаются большим нагрузкам;
- закругление по радиусу не больше 0,21 мм;
- зубья разумнее всего обрабатывать как спереди, так и сзади;
- параметры съема металла не должны превышать 0,151 мм;
- диск перед началом работы очищается, также следует проверить все соответствующие углы;
- заточка зубьев под нужным углом требует практического опыта, за неимением такового лучше отнести диск в мастерскую;

- круги, на которых есть алмазное напыление, следует охлаждать с помощью специальной жидкости СОЖ;
- агрегат, предназначенный для заточки дисковых ножей, способен работать с заготовкой только в одной плоскости;
- нельзя допускать, чтобы зубья изнашивались до округления более чем на 0,21 мм, в противном случае сделать нормальную заточку будет затруднительно;
- обычно диск имеет ресурс не более 36 заточек, при этом не имеет значения, на каком агрегате происходит обработка;
- важно следить, чтобы металл во время обработки не получал дефектов (сколы, трещины, зазубрины), их появление может спровоцировать дальнейшее разрушение материала.
О том, как заточить дисковые пилы с твердосплавным напайками – следующее видео.
Источник