- Как заточить циркуляционный диск с твердосплавными зубьями своими руками
- Как узнать, что пора заточить диск
- Разновидности пил
- Геометрия твердосплавных зубьев
- Определение степени износа
- Принцип и угол заточки дисков для циркулярной пилы
- Как заточить пильный диск — правила
- Способы заточки циркуляционных дисков с твердосплавными напайками
- Как станком заточить диск
- Как заточить диск вручную напильником
- Особенности заточки дисков с победитовыми напайками для древесины
- Заточка дисковых пил своими руками — углы, способы, видео, фото
- Как узнать что пора заточить диск
- Необходимость заточки
- Геометрия твердосплавных зубьев
- Углы заточки зубьев
- Инструменты
- Заточка циркулярных пил с победитовыми напайками
- Как заточить пильный диск – правила
- Затачивание пильных кругов с твердосплавными зубьями
- Оборудование и материалы для заточки пильных дисков
- Заточка пил своими руками в домашних условиях
- Ручной способ
- Использование станков
- Процесс заточки пильных дисков
- Изготовление станка или как сделать кондуктор
- Вариант 1 — изготовление простого заточного станка из точила
- Контроль качества заточки
- Вариант 2 — как сделать заточной станок из болгарки и дрели
Как заточить циркуляционный диск с твердосплавными зубьями своими руками
Циркулярная пила считается одним из самых востребованных инструментов в арсенале домашних мастеров. Но постоянно работать одним и тем же диском с разным материалом не всегда получается, да и сам пильный диск, как и любой другой режущий инструмент, требует периодической заточки. А это значит, что нужно знать, когда и, главное, как заточить диск на циркулярку самостоятельно.

Дисковые пилы по дереву
Как узнать, что пора заточить диск
При работе с дисковой пилой, независимо от ее назначения, следует понимать — при длительном использовании будет изнашиваться режущая кромка. Процесс этот будет происходить независимо от того, из чего сделана пила и какие напайки на зубьях имеются.
Индикатором того, что режущую часть пора затачивать будут такие признаки:
- При работе потребуется больше усилий для перемещения инструмента — заточенный диск режет материал словно масло, а вот тупому для распила требуется прилагать больше усилий.
- Поперечный и продольный срез получается неровный, имеет рваные края — из-за того что пилу необходимо затачивать зубья не режут, а буквально рвут волокна. Из-за этого даже сильная рука не в состоянии ровно удерживать инструмент и вместо ровной линии будет получаться синусоида.
- Спил дерева будет иметь ярко выраженный обугленный вид — из-за того что зубья не режут, а рвут волокна, устройство будет обугливать срез.
- Опилки получаются мелкими, больше похожими на пыль с оттенком ржаного хлеба — у острого инструмента опилки более крупные с острыми краями.
- Во время работы появляется характерный запах костра — во время обугливания волокон появляется дымок, сам диск сильно нагревается.
- Даже после кратковременной работы чувствуется, что сильно нагревается электродвигатель, требуется больше времени для его охлаждения.
- Визуально можно определить, что зубчики потеряли остроту, а разводка потеряла точность, отдельные элементы имеют разную степень отклонения.

Дисковая пила с твердосплавными напайками разной формы
Разновидности пил
Для работы с циркуляркой применяют несколько видов дисковых пил. Для ручных моделей применяются дисковые пилы промышленного производства, кустарные комплектующие встречаются крайне редко. А вот для стационарных циркулярок применяются как фабричные, так и самодельные.
Если брать профессиональный инструмент, то для него используются:
- Пилы с твердосплавными напайками. Для этого чаще всего используется победит — специальная тугоплавкая сталь для режущего инструмента.
- Дисковые пилы с закаленными зубьями.
- Пилы универсального назначения из инструментальной стали.
- Инструмент для работы со специальными материалами — фанерой, пластиком, асбестоцементными плитами и даже камнем.
Каждый из этих видов инструмента имеет свои особенности, как в плане пользования, так и в обслуживании.
Важно! Заточка дисковых пил каждого вида имеет свои особенности, которые не только нужно знать, но и строго соблюдать технологию и последовательность работ.
Геометрия твердосплавных зубьев
Зубья пил, как и цельных из быстрорежущей стали, так и тех, что оснащены твердосплавными напайками имеют специфическую форму. Одни имеют вид равнобедренного треугольника, другие серповидную форму, третьи вообще выполнены как трапеция. Такая форма зубьев отвечает нескольким задачам.
Во-первых, каждая форма имеет несколько поверхностей образующих режущие кромки. Во-вторых, вид зависит от назначения инструмента: мелкий ровный зуб подходит для раскроя листовых тонких материалов, а трапеция подходит для работы с древесиной твердых пород. В третьих, от формы зависит продолжительность использования: трапеция служит дольше, чем прямой или серповидный тип.
Для бытового применения обычно используют диски:
- Зубья прямого типа — для чернового раскроя материала. Основное достоинство быстрый распил материала.
- Наклонные и серповидные зубья — предназначены для работы с тонкими материалами.
- Зубья со скосом, применяются для чистового реза материала.
- Трапециевидный вид — пилы для длительной работы с материалами разной плотности.
- Конусные зубья подходят для чистовой работы с материалами имеющие гладкое, глянцевое покрытие.
Как видно, точить самостоятельно такие диски без знаний технологий заточки очень сложно. Сложнее всего выдержать «правильный» угол, так чтобы на всех зубьях была достигнута и геометрия режущей кромки, и форма самого зуба.
Неправильная заточка диска циркулярной пилы в лучшем случае приводит к тому, что рез получится неровный, с кривыми краями. А в худшем случае из-за появившегося биения придется ремонтировать и саму электропилу.
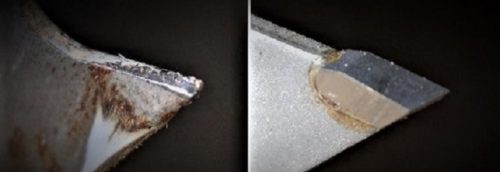
Твердосплавные напайки требующей заточки и новой пилы
Определение степени износа
Одним из условий правильной заточки инструмента является определение степени износа зубьев. Самый простой и легкий способ это сравнить две одинаковых пилы — новую, не бывшую в работе и старую, которая нуждается в правке. Достаточно просто наложить диски друг на друга и разница станет очевидной.
Ну а если пилы уже были в использовании, то тогда требуется изготовить шаблон, чтобы выполнить промер каждого из зубьев пилы. Это обязательное условие правки инструмента. Перед тем как заточить диск на циркулярную пилу самостоятельно шаблоном из жести или пластика промеряется каждый зуб и определяется поверхность, которую необходимо обработать для достижения нужного угла режущей кромки.
Совет! В качестве шаблона лучше использовать диски Уральского машиностроительного завода из Екатеринбурга, это самые лучшие пилы соответствующие всем требованиям ГОСТ.
Принцип и угол заточки дисков для циркулярной пилы
Заточка дисковых пил с твердосплавными напайками имеет свои тонкости и особенности технологии. Сама напайка имеет четыре основных плоскости —переднюю, верхнюю и боковые. Углы, образуемые этими плоскостями, представляют собой режущие поверхности.
Основной рабочей поверхностью выступает кромка между верхней и передней поверхностью. Боковые кромки задействуются в основном тогда, когда зубья имеют развод — наклон вправо или влево от оси реза.
Технологически операция заточки выполняется в два этапа:
- Сначала придается форма самому зубу и его поверхностям.
- Потом делает заточка режущей кромки.
При этом, если диск сильно изношен сначала придается нужная форма зубу, выравнивается его передняя и верхняя часть до нужного угла. А потом обрабатываются и боковые, и главная, грани победитовой напайки.

Заточка твердосплавных напаек
Как заточить пильный диск — правила
Основным моментом в работе с напайками на зубьях выступает точное определение степени износа. Поэтому перед тем как приступить к работе, нужно провести проверку всех без исключения зубьев. Основную помощь в этом окажет шаблон из металла.
Правила заточки можно сформулировать так:
- Если режущая кромка зуба округляется и расстояние между углом шаблона и острием кромки становится 0,1-0,2 мм, то затачивается фронтальная или передняя часть напайки.
- Если кромка закруглилась больше, то снимать нужно не только в передней, но и верхней части напайки.
- Если пила имеет разводку зубьев, то сначала восстанавливается угол наклона, а потом делается восстановление грани.
- Если зубья имеют разные фронтальные углы наклона грани, то сначала делается заточка одного наклона, а потом правится наклон другого угла.
Способы заточки циркуляционных дисков с твердосплавными напайками
Для придания правильного угла режущим кромкам применяется ручной и станочный способы заточки инструмента.
- Для ручного способа используются напильники и надфили.
- Для станочного способа используются заточные диски разной зернистости и формы.
Что касается напильников, то это должен быть инструмент для правки режущего инструмента, а надфили с алмазным напылением.
Как станком заточить диск
Для качественной работы используются заточные станки со специальными приспособлениями. Самый простой можно сделать из болгарки — ее просто нужно закрепить хомутами, а рабочий стол можно сделать из ДСП.
В домашних условиях используют крупнозернистый круг для грубой обработки и придания формы зубу, диск средней зернистости для подготовки режущей кромки. Алмазный для финальной обработки.
Перед тем как заточить диск для циркулярной пилы по дереву, его обезжиривают. Маркером отмечают зуб, с которого начинается заточка и закрепляют на станке. Грани затачивают поочередно, переход к обработке следующей поверхности происходит тогда, когда обработаны все зубья пилы.

Заточка при помощи алмазного диска
Как заточить диск вручную напильником
Для заточки победитовых напаек ручной напильник используется редко. Он малоэффективен, да и выдержать угол заточки режущей кромки при ручной обработке очень сложно.
А вот для заточки стальных пил он вполне пригоден. Заточка, так же как и станком, выполняется после выполнения разводки зубьев. Диск после этого зажимается в тисках между двумя деревянными планками, так чтобы обрабатываемая поверхность находилась горизонтально.
Важно! Рекомендуется перед началом работ маркером обвести контур шаблона на пиле, так чтобы видеть количество металла, которое нужно снять.
Особенности заточки дисков с победитовыми напайками для древесины
Явным признаком того, что пила с напайками требует правки, выступает наличие зазубрин и сколов на зубьях. Основным правилом того, как наточить пильный диск с победитовыми напайками по дереву, выступает необходимость использования корундовых заточных камней и алмазных чашечных дисков.
Такой инструмент обязательно используется на станках с большим числом оборотов. Важно при заточке не перегреть пилу, чтобы припой не потерял свои свойства и напайки остались на своих местах.
Теперь, когда технология работы с пильными дисками раскрыта, можно с уверенностью сказать, что ничего сложного в самостоятельной заточке инструмента нет. Все операции можно освоить, а для работы будет достаточно простого заточного станка и алмазного круга.
Источник
Заточка дисковых пил своими руками — углы, способы, видео, фото

 Циркулярка — это приспособление, на котором проводятся работы со строительным материалом. Как правило, обрабатывается дерево. В качестве режущего инструмента используется зубчатый диск. С течением времени он тупится. Заточка диска циркулярной пилы проводится как на специальном станке, так и своими руками в домашних условиях.
Циркулярка — это приспособление, на котором проводятся работы со строительным материалом. Как правило, обрабатывается дерево. В качестве режущего инструмента используется зубчатый диск. С течением времени он тупится. Заточка диска циркулярной пилы проводится как на специальном станке, так и своими руками в домашних условиях.
Как узнать что пора заточить диск
Режущие диски для обработки древесины и древесных материалов с течением времени истираются и изнашиваются, что способствует снижению их производительности. Чтобы восстановить эффективность режущего инструмента, понадобится произвести заточку зубьев. Узнать о том, что надо произвести заточку зубьев на диске, можно последующим факторам:
- Чтобы разрезать древесину, необходимо приложить усилия прижима инструмента к распиливаемой заготовке
- Наблюдается возникновение дыма, поступающего из-под защитного кожуха
- Происходит чрезмерный нагрев защитного кожуха
- Возникают признаки запаха гари. Это означает, что зубья не пилят древесину, а режут ее

Эксплуатация неисправной насадки на электроинструменте приводит к тому, что снижается производительность выполнения работ, а также повышается вероятность скорейшего выхода из строя электроинструмента и самой насадки. Снижение производительности способствует повышению нагрузки на электродвигатель, который в итоге начинает перегреваться, и выходит из строя.
Это интересно! Работать затупленным диском нерационально, так как помимо повышения нагрузки на электроинструмент, увеличивается время работы по распиливанию заготовок.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Инструменты
Делать заточку пилы своими руками разрешается только при использовании специальных приспособлений. Для этого существует точильный станок, помогающий проводить процесс на автомате, а не вручную. Тогда результат становится более точным.
Кроме этого, для заточки применяют другие подручные устройства:
- Монтажные тиски;
- Напильник;
- Кусок древесины.
Заменить перечисленные приспособления не получится. Если в наличии нет хотя бы одного из них, то провести заточку не получится.
Заточка циркулярных пил с победитовыми напайками
Углы заточки дисковых пил с твердосплавными напайками выдержать непросто потому, что на зуб нанесен победит. Этот сплав крепится с помощью пайки. Геометрия режущей части сложная, а параметры заточки требуют точной выдержки.
Работы проводятся при сглаживании режущей кромки до радиуса 0,3 мм. Большего значения допускать не следует.
Рекомендации по заточке:
- Затачивание ведется передней и задней плоскости зуба. Если работы проводить правильно, то общее количество заточек до полного износа полотна составит 30 раз.
- Начинать работу следует с передней плоскости.
- Та часть зуба, которая имеет напайку, должна плотно прилегать к абразивному кругу.
- Время точения составляет от 3 до 5 секунд. Дольше нельзя. Это приводит к излишнему разогреву металла. Происходит его перекаливание и отпуск со снижением твердости.
- Толщина стачиваемого материала в районе 0,15 м.
Как заточить пильный диск – правила
- Заточке подвергают только очищенный от пыли и грязи победитовый диск;
- Диск чистят, используя моющие средства, без применения механической обработки;
- Затачивают все рабочие плоскости;
- Допустимая толщина снятие металла находится в пределах 0.05-0.15 миллиметров;
- Допустимое количество операций по заточке не более 25 раз;
- Пилы точат вручную напильником или на станках.

Положительный и отрицательный углы заточки зубьев
Затачивание пильных кругов с твердосплавными зубьями
Оборудование и материалы для заточки пильных дисков
В зависимости от материала, из которого изготовлены зубья, заточка дисковых пил может производиться кругами из эльбора (CBN), зеленого карбида кремния, или алмазными (PCD) кругами. Так, эльборовые круги способны заточить диски из быстрорежущей стали повышенной производительности, алмазные круги и круги из зеленого карбида кремния — резцы из твердых сплавов.
При использовании абразивных кругов (особенно алмазных) желательно осуществлять их охлаждение СОЖ.
Одним из существенных недостатков алмаза является сравнительно низкая температурная устойчивость — при температуре около 900°С алмаз сгорает.
Термостойкость различных материалов, °C
С повышением температуры микротвердость абразивных материалов снижается. Повышение температуры до 1000°С уменьшает микротвердость почти в 2-2,5 раза по сравнению с микротвердостью при комнатной температуре. Повышение температуры до 1300°С вызывает снижение твердости абразивных материалов почти в 4-6 раз.
Применение воды для охлаждения может привести к появлению ржавчины на деталях и узлах станка. Для устранения коррозии к воде добавляют мыло и определенные электролиты (углекислый натрий, кальцинированная сода, тринатрийфосфат, нитрит натрия, силикат натрия и т.д.), которые образуют защитные пленки. При обычном шлифовании чаще всего пользуются мыльным и содовыми растворами, а при чистовом шлифовании — низкоконцентрированными эмульсиями.
Однако при заточке пильных дисков в домашних условиях с малой интенсивностью заточных работ, к охлаждению круга прибегают не так уж и часто, — не желая тратить на это время.
Для увеличения производительности заточки абразивными кругами и уменьшения удельного износа, следует выбирать наибольшую зернистость, которая обеспечивает требуемую чистоту поверхности затачиваемого зуба.
Для выбора зернистости абразива, в соответствии со стадией заточки, можно воспользоваться таблицей в статье про бруски для заточки. Например, в случае использования алмазных кругов, для черновой заточки могут использоваться круги с размером зерна 160/125 или 125/100, для чистовой — 63/50 или 50/40. Круги с размером зерна от 40/28 до 14/10 используются для удаления зазубрин.
Нужно стремиться, чтобы поверхность зуба была очень гладкой. Если на поверхности зуба будут зазубрины, то выступы будут выкрашиваться при работе пилы, и она очень быстро затупится.
Алмазные заточные круги
Окружная скорость круга при заточке твердосплавных зубьев должна быть около 10-18 м/с. Это означает, что при использовании круга диаметром 125 мм скорость вращения двигателя должна быть около 1500-2700 об/мин. Заточка более хрупких сплавов производится при меньшей скорости из данного диапазона. При заточке твердосплавных инструментов применение жестких режимов приводит к образованию повышенных напряжений и трещин, а иногда и к выкрашиванию режущих кромок, при этом повышается износ круга.
При использовании станков для заточки дисковых пил, изменение относительного положения пилы и заточного круга может быть реализовано разными способами — перемещением одной пилы (двигатель с кругом неподвижен), одновременным перемещением пилы и двигателя, перемещением только двигателя с кругом (пильный диск неподвижен).
Выпускается большое количество заточных станков различной функциональности. Наиболее сложные и дорогие программируемые комплексы способны обеспечить полностью автоматический режим заточки, при котором все операции выполняются без участия рабочего.
В наиболее простых и дешевых моделях после установки и закрепления пилы в положении, обеспечивающем необходимый угол заточки, все дальнейшие операции — поворот пилы вокруг своей оси (проворот на зуб), подача на шлифовку (введение в контакт с кругом) и контроль толщины снимаемого с зуба металла — производятся рабочим вручную. Такие простые модели целесообразно использовать в домашних условиях, когда заточка дисковых пил носит эпизодический характер.
Примером простейшего станка для заточки дисковых пил может служить система, фотография которой представлена на фото ниже. Она состоит из двух основных узлов — двигателя с кругом (1) и суппорта (2), на котором устанавливается затачиваемая пила. Механизм поворота (3) служит для изменения угла наклона полотна (при заточке зубьев со скошенной передней плоскостью). С помощью винта (4) пила смещается вдоль оси абразивного круга. Этим обеспечивается установка необходимого значения переднего угла заточки. Винт (5) служит для установки в нужное положение ограничителя, препятствующего чрезмерному вхождению круга в межзубовую впадину.
Станок для заточки дисковых пил
Заточка пил своими руками в домашних условиях
Внимание! Чтобы провести заточку дисковых пил своими руками, желательно иметь определенные навыки работы по заточке инструмента. Если таковых не имеется, хотя бы потренироваться на наждаке, затачивая обычный нож.
Во время работы с диском главное – не испортить режущей поверхности, а это может легко произойти, если рука дрогнет, нарушится угол подачи. Во избежание негативных последствий следует изучить методы заточки, и тогда все получится правильно. Различают ручной метод восстановления режущих элементов дисковой пилы и метод с применением заточного оборудования.
Ручной способ
Самостоятельно заточить зубцы вручную при помощи напильника, чтобы это было качественно, можно в том случае, если они не имеют скоса, то есть поверхность передней грани перпендикулярна поверхности полотна. Процесс выглядит так:
- Из плотной древесины заготавливают брусок сечением где-то 50х50 мм и длиной 100 мм. Стороны бруска должны располагаться строго перпендикулярно друг относительно друга.
- Отмечают маркером любой зуб, который будет отчетным и первым в обработке.
- Пильное полотно зажимают в тисках вместе с брусом таким образом, чтобы передняя грань обрабатываемого элемента была заподлицо и в одной плоскости с поверхностью бруса (брус в этом случае выступает направляющей для напильника).
- Тонкий напильник (его толщина должна позволять свободно вмещаться во впадину между соседними зубьями) прикладывают к обрабатываемой поверхности зуба и одновременно к бруску и методичными движениями вперед и назад проводят заточку.
- Так постепенно натачивают каждый зуб, следя за состоянием бруса и при выработке его поверхности смещая немного плоскость.
Использование станков

С помощью специального станка дисковые пилы точатся очень легко и быстро. Главное – здесь не нужно следить за углом подачи диска. Один раз его выставив, оператор лишь должен перемещать зубья в область обработки и делать легкие прижимы плоскости зуба к вращающемуся алмазному диску.
На таком оборудовании можно проводить заточку дисковых пил с твердосплавными напайками и обычных дисковых пил. Самый простой станок для заточных операций циркуляционных пил имеет такие конструктивные элементы:
- Электропривод с системой крепления заточного диска – это стационарная часть оборудования.
- Подставку, которая перемещается по направляющим, – ее задача подавать полотно пилы в область обработки.
- Фиксатор пильного диска на подставке, который призван удерживать полотно в неизменном положении при его подаче к заточному диску.
Обратите особое внимание! Диски с разными видами зубьев требуют индивидуального подхода к заточке. При скошенном расположении передней грани ее подачу в область обработки выполняют под углом к горизонтали, для чего один край подставки соответственно поднимают.
Если есть дополнительные вопросы по теме заточки пил или вы имеете свой опыт в проведении подобных операций, отзовитесь в комментариях! Нам важны ваши замечания!
Поиск записей с помощью фильтра:
Процесс заточки пильных дисков
Заточка прямого зуба по передней плоскости. Заточка прямого зуба твердосплавных дисковых пил осуществляется в следующей последовательности.
Пила устанавливается на оправку, зажимается с помощью конусной (центрирующей) втулки и гайки, затем выставляется в строго горизонтальном положении посредством механизма (3). Тем самым обеспечивается угол скоса передней плоскости (ε1) равный 0°. У станков для заточки дисков, не имеющих в механизме наклона встроенной угловой шкалы, это делается с помощью обычного маятникового угломера. В этом случае следует проверить горизонтальность станка.
Вращением винта (4) механизма, обеспечивающего горизонтальное перемещение оправки с кругом, устанавливается необходимый передний угол заточки. Другими словами, пила передвигается в положение, при котором передняя плоскость зуба плотно прилегает к рабочей поверхности круга.
Неправильное (слева) и правильное (справа) положения зуба
Маркером делается отметка зуба, с которого начинается заточка.
Отметка первого зуба
Включается двигатель и производится заточка передней плоскости — вводом зуба в соприкосновение с кругом и несколькими движениями пилы взад-вперед с одновременным прижимом зуба к кругу. Толщина снимаемого металла регулируется количеством затачивающих движений и усилием прижатия зуба к абразивному кругу. После заточки одного зуба пила выводится из контакта с кругом, проворачивается на один зуб и операция заточки повторяется. И так до тех пор, пока отметка маркера не сделает полный круг, свидетельствуя о том, что все зубья заточены.
Заточка пильного диска
Заточка зуба, скошенного по передней плоскости. Отличие заточки скошенного зуба от заточки прямого состоит в том, что пилу необходимо устанавливать не горизонтально, а с наклоном — с углом, соответствующим углу скоса передней плоскости.
Косой зуб со скошенной передней плоскостью
Угол наклон пилы устанавливается с помощью того же маятникового угломера. Сначала выставляется положительный угол (в данном случае +8°).
Наклон пилы для заточки по скошенной плоскости
После чего производится заточка каждого второго зуба.
Заточка дисковой пилы
После заточки половины зубьев угол наклона полотна пилы меняется с +8° на -8°.
Изменение наклона пильного диска
И снова затачивается каждый второй зуб.
Заточка пильного диска
Заточка по задней плоскости. Чтобы заточить зуб по задней плоскости необходимо, чтобы станок для заточки пильных дисков позволял устанавливать пилу таким образом, при котором задняя плоскость зуба будет находиться в одной плоскости с рабочей поверхностью абразивного круга.
Заточка дисковой пилы по задней плоскости
Изготовление станка или как сделать кондуктор
борудование для затачивания пильных зубьев называется кондуктором. За его основу берется электропривод, который приводит в действие абразивный диск — полотно. Вторая часть кондуктора — это крепежная часть, состоящая из подвижной и неподвижной части. Перед тем, как приступать к выполнению заточных работ, понадобится изготовить кондуктор. Рассмотрим два варианта изготовления кондукторов.
Вариант 1 — изготовление простого заточного станка из точила
Первый вариант изготовления простейшего заточного оборудования имеет следующий вид:
- На верстаке располагается наждачный станок, на валу которого размещается круг с алмазным напылением

- Изготавливается неподвижное основание из ДСП. Это основание одновременно выступает направляющим, по которому будет происходить перемещение подвижной рамки
- На следующем этапе изготавливается подвижная рамка из ДСП или фанеры, стенки которой из рейки должны быть направлены вниз, и выступать в качестве механизма перемещения
- На наружной стороне подвижной рамки размещается фиксатор дисков соответствующего диаметра, а также проделывается паз
- В итоге получается готовый заточный станок для пильных дисков




Для изготовления такого устройства требуется минимум времени и затрат, а эффективность его применения составляет 100%. Подробности на видео:
Контроль качества заточки
На заточенных зубьях должны отсутствовать трещины, сколы, видимые риски от шлифовального круга. Радиус скругления режущей кромки должен быть не более 0,015 мм. Визуально это можно определить как отсутствие бликов на режущей кромке.
ГОСТ 9769-79 устанавливает определенные значения допусков на параметры заточки. Торцевое биение вершин зубьев не должно превышать 0,2 мм (для пил диаметром до 400 мм), радиальное — 0,15 мм. Биение проверяется с помощью обычного стрелочного индикатора.
Отклонения углов заточки не должно превышать:
- для переднего угла — ±1°30′;
- для заднего угла и углов скоса передней и задней плоскостей — ±2°;
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Вариант 2 — как сделать заточной станок из болгарки и дрели
Кроме наждачного станка, для изготовления контактора можно использовать болгарку или УШМ. В шпинделе этого инструмента устанавливается соответствующий диск для заточки с алмазным напылением, а сам электроинструмент крепится неподвижно к основанию. Принцип изготовления кондуктора следующий:
- Берется рамка из ДСП или ДВП размером 50х80 см. На этой рамке будут расположены составные детали
- Изначально следует зафиксировать неподвижно болгарку при помощи хомутов. Шпиндель инструмент должен располагаться под прямым углом к рамке
- С торца инструмента изготавливается и располагается подвижная рамка, на которую будут устанавливаться диски для заточки
- Подвижность рамки реализуется за счет использования мебельных салазок
- На рамке изготавливается кронштейн для закрепления затачиваемой оснастки
Готовое изделие показано на фото ниже.

Как пользоваться, а также особенности работы на самодельном станке для затачивания оснастки циркулярных пил, показано на видео.
Итог проделанных работ следующий — восстановление целостности диска с зубьями, что позволяет продолжить работу электроинструментом при обработке древесины. Рассмотренные способы в материале подходят для заточки пильных дисков таких инструментов, как болгарки, циркулярные пилы и стационарные циркулярки. Если понятен принцип выполнения работ, то с изготовлением специального станка и его эксплуатацией не возникнет никаких трудностей.
Источник