§ 87. ТЕХНИКА ШАБРЕНИЯ. Геометрия заточки шаберов. Заточка и заправка шаберов. Приемы заточки шаберов.
Углы заточки. Весьма важна для работы геометрия режущего лезвия шабера. Очень часто величину угла заострения (β) принимают равной примерно 90° в связи с тем, что при таком угле обеспечивается наиболее легкое снятие стружки; однако в ряде случаев целесообразно величину углов выбирать в зависимости от твердости обрабатываемого металла и формы шабера.
На рис. 161, а показана заточка шабера для обработки чугуна, а на рис. 161, б — для обработки стали.
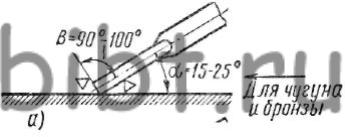
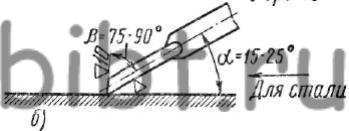
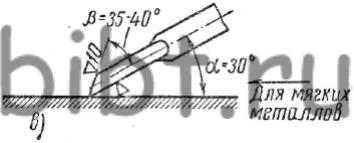
Рис. 161. Геометрия заточки шаберов:
а — для чугуна и бронзы, б — для стали, в — для мягких металлов
Существенные изменения в геометрию шаберов вносят новаторы и рационализаторы. Новаторы Станкостроительного завода им. Орджоникидзе Горбунов и Пахнев при черновом шабрении мягких металлов затачивают шаберы под углом β=35-40° (рис. 161, в). Это позволяет увеличить толщину снимаемой стружки до 0,1 мм вместо 0,01 мм.
Заточка и заправка шаберов. В процессе работы шаберы затупляются. Затачивают их на наждачных точилах с корундовым кругом зернистостью не крупнее 60 и твердостью СМ1 или СМ2. Шаберы из пластинок твердого сплава затачивают на круге КЗ (карбид кремния, зеленый).
Заточку ведут торцом круга или периферийной его частью.
Вначале затачивают боковые плоскости (рис. 162, б), а затем торцы (рис. 162, а) и только потом производят доводку. Затачиваемый шабер должен располагаться перпендикулярно поверхности круга точила.
При заточке давление на шабер должно быть небольшим, чтобы шабер не нагревался. Заточку нужно вести с охлаждением. Трехгранные шаберы затачиваются, как показано на рис. 162, в.
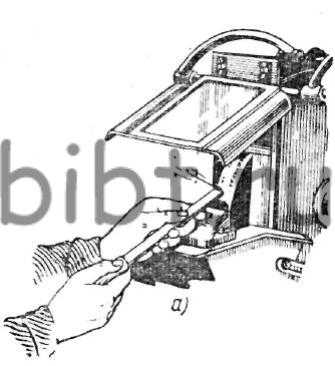

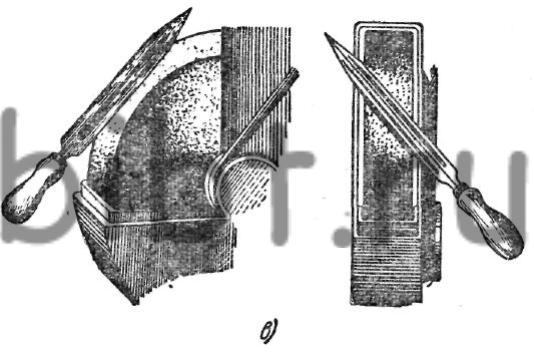
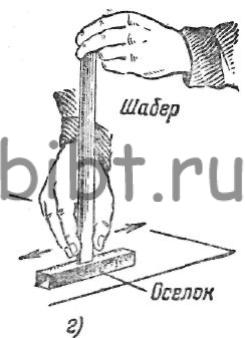
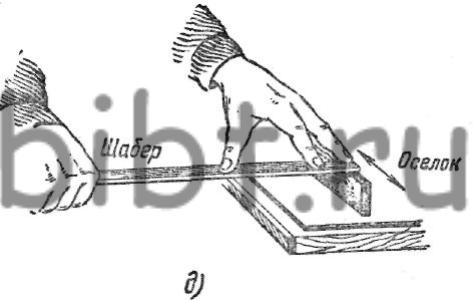
Рис. 162. Приемы заточки шаберов:
а — заточка плоского шабера, б — заточка боковых поверхностей плоского шабера, в — заточка трехгранного шабера, г — заправка торцовой части шабера, д — заправка боковой поверхности на оселке
После заточки на лезвии шабера получаются заусенцы и неровности, поэтому лезвие после заточки правят, причем так, чтобы на нем нельзя было обнаружить под лупой (увеличение в 2,5 раза) неровности, снижающие качество шабрения. Шабер нужно заправлять на абразивных брусках зернистостью 90 и выше. Поверхность бруска смазывают тонким слоем машинного масла. Вместо оселка при заправке шаберов можно применять ровную чугунную плитку, которую покрывают жидкой пастой из наждачного 60-минутного порошка с машинным маслом. Оселок во время заправки помещают на деревянную неподвижную подкладку, в которой вырезано гнездо по размеру оселка.
Вначале торец шабера заправляют по радиусу. При заправке шабер устанавливают торцовой частью на брусок (рис. 162, г) и перемещают его вдоль бруска. Движение осуществляется покачиванием шабера с целью получения криволинейной режущей кромки. Затем заправляют боковые широкие плоскости, перемещая шабер вдоль режущей кромки, плотнее прижимая его к плите во избежание завалов (рис. 162, д). Доводка на бруске ведется с водой и маслом. Для окончательной доводки режущей части шабера (получения зеркальной поверхности) применяются пасты ГОИ (Государственного оптического института).
Доводка пластин из твердых сплавов выполняется на вращающихся медных дисках с помощью карбида бора или вручную на чугунной плите также с карбидом бора.
Повторная заправка шабера производится сразу как только почувствуется его небольшое затупление. Считается, что в среднем за 7 час работы шабер требуется заправлять от 4 до 6 раз, в зависимости от характера шабрения и от материала изделия. Необходимое качество заточки шаберов может быть достигнуто только при полной исправности наждачных точил и оснащения их соответствующими кругами.
Возле каждого точила должен находиться сосуд с чистой холодной водой, чтобы можно было вовремя предупредить отпуск инструмента. Важное значение имеет и хорошее освещение точил, так как при плохом освещении трудно расположить шабер так, чтобы он был полностью заточен прежде, чем нагреется до температуры отпуска. В случае недостаточности естественного освещения необходимо пользоваться электрическим освещением.
Источник
Заточка шаберов своими руками




§ 75. Заточка и доводка плоских шаберов
Часто величину угла заострения Р режущей части шабера для стали принимают 75 — 90° в связи с тем, что при установке шабера под углом α = 15 — 25° угол резания δ = 105 — 115°. Такой угол заострения обеспечивает наиболее легкое снятие металла, так как шабер излишне не врезается в металл. Однако в ряде случаев целесообразно величину углов выбирать в зависимости от характера работы, твердости обрабатываемого металла и формы шабера.
На рис. 318, а даны углы заточки шабера для обработки чугуна и бронзы, на рис. 318, б — для обработки стали. Заточка шабера под углом 35 — 40° (рис. 318, в) для чернового шабрения мягких металлов, предложенная В. С. Горбуновым и Н. И. Пахневым (станкостроительный завод имени Орджоникидзе), позволяет увеличить толщину стружки до 0,01 мм вместо 0,001 мм.
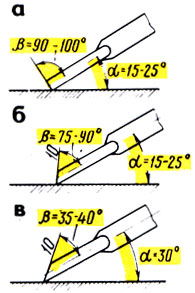
Рис. 318. Углы заточки шаберов для обработки: а — чугуна и бронзы, б — стали, в — мягких металлов
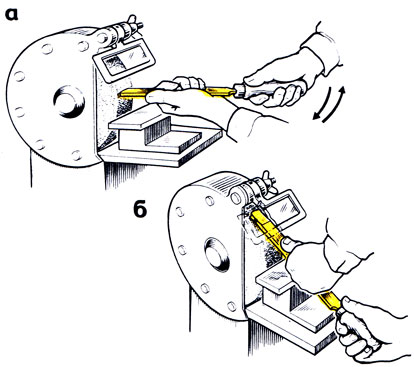
Рис. 319. Заточка плоского шабера: а — торца, б — боковой поверхности
Затупленные шаберы затачивают на заточном станке с охлаждением на корундовом круге в следующем порядке: шабер берут правой рукой за рукоятку, а левой обхватывают его как можно ближе к рабочему концу. Опираясь плоской гранью шабера на подручник, плавно подводят торцовый конец к кругу. Положение шабера должно быть горизонтальным, а ось его должна совпадать с центром круга (рис. 319, а).
Плавным движением правой руки, не отнимая конца шабера от круга, делают небольшие горизонтальные движения для образования на торцовой части криволинейной режущей кромки. Большую кривизну придают для точного шабрения, меньшую — для предварительного.
Заточка широкой грани шабера (рис. 319, б) осуществляется так же.
После заточки на лезвии шабера получаются заусенцы и неровности, поэтому лезвие после заточки правят (доводят), причем так, чтобы на нем нельзя было обнаружить под лупой (увеличение в 2,5 раза) неровности, снижающие качество шабрения. Шабер доводят на абразивных брусках зернистостью 90 и выше. Поверхность бруска смазывают тонким слоем машинного масла. Вместо оселка при заправке шаберов можно применять ровную чугунную плитку, которую покрывают жидкой пастой из наждачного 60-минутного порошка с машинным маслом. Оселок во время заправки шабера помещают на деревянную неподвижную подкладку, в которой вырезано гнездо по размеру оселка. При доводке торцовую часть шабера устанавливают на оселок (рис. 320, а), двумя пальцами левой руки шабер удерживают за рукоятку, слегка прижимая его к оселку, а правой рукой совершают колебательные движения.
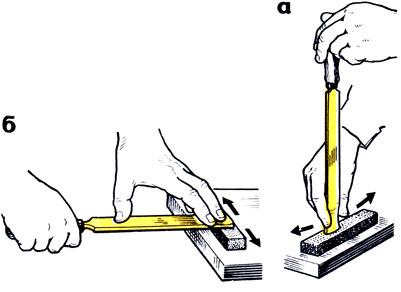
Рис. 320. Доводка (заправка) шабера на бруске: а — торцовой поверхности, б — боковой
После доводки (заправки) режущей части шабер правят по плоскости (участки широких граней, прилегающие к торцу). Двумя руками удерживая шабер в горизонтальном положении на оселке (рис. 320, б), делают движения вдоль режущих кромок. Для точного шабрения и окончательной доводки режущей части шабера (получения зеркальной поверхности) применяют пасты ГОИ (Государственного оптического института). Заточку пластинок с твердосплавным лезвием ведут на заточном круге из зеленого карбида кремния. Пластинки из твердых сплавов доводят на чугунной плите, покрытой мелкозернистым абразивным порошком, или на мелкозернистых абразивных брусках.
Повторно шабер заправляют сразу, как только почувствуют небольшое затупление. В среднем за 7 ч работы шабер заправляют 4 — 6 раз в зависимости от характера шабрения и от обрабатываемого материала.
Источник
§ 3. Заточка и доводка шаберов
Часто величину угла заострения β режущей части шабера принимают равной примерно 90° в связи с тем, что при установке шабера под углом α = 15—25° угол резания δ равен 105—125°.
Такой угол заострения обеспечивает наиболее легкое снятие стружки, так как шабер излишне не врезается в металл. Однако в ряде случаев целесообразно величину углов выбирать в зависимости от характера работы, твердости обрабатываемого металла и формы шабера.
На рис. 227, а показана заточка шабера для обработки чугуна и бронзы, а на рис. 227, б — для обработки стали.

Рис. 227. Геометрия заточки шаберов для обработки:
а — чугуна и бронзы, б — стали, в — мягких металлов
Заточка шабера под углом 35—40° (рис. 227, в) для чернового шабрения мягких металлов, предложенная В. С. Горбуновым и Н. И. Пахневым (Станкостроительный завод им. Орджоникидзе), позволяет увеличить толщину снимаемой стружки до 0,1 мм вместо 0,01 мм.
Затупленные шаберы затачивают на заточном станке с корундовым кругом зернистостью не крупнее 60 и твердостью СМ1 или СМ2.
Заточку ведут торцом круга или периферийной его частью у плоского шабера. Сначала затачивают боковые поверхности (рис. 228, а), а затем торцовую (рис. 228, б). Затачиваемый шабер располагают перпендикулярно поверхности круга.

Рис. 228. Заточка и заправка шаберов:
заточка: а — боковой поверхности плоского шабера, б — торцовой поверхности плоского шабера, в — трехгранного шабера; заправка: г — торцовой поверхности шабера, д — боковой поверхности на оселке
При заточке давление на шабер должно быть небольшим, чтобы шабер не нагревался. Заточку ведут с охлаждением. На рис. 228, в показана заточка трехгранных шаберов.
После заточки на лезвии шабера получаются заусенцы и неровности, поэтому лезвие после заточки правят (доводят), причем так, чтобы на нем нельзя было обнаружить под лупой (увеличение в 2,5 раза) неровности, снижающие качество шабрения. Шабер доводят на абразивных брусках зернистостью 90 и выше. Поверхность бруска смазывают тонким слоем машинного масла. Вместо оселка при заправке шаберов можно применять ровную чугунную плитку, которую покрывают жидкой пастой из наждачного 60-минутного порошка с машинным маслом. Оселок во время заправки помещают на деревянную неподвижную подкладку, в которой вырезано гнездо по размеру оселка.
Сначала заправляют торцовую поверхность шабера. Для заправки шабер устанавливают торцовой частью на брусок (рис. 228, г) и перемещают его вдоль бруска. Движение осуществляют покачиванием шабера с целью получения криволинейной режущей кромки. Затем заправляют боковые поверхности, перемещая шабер вдоль режущей кромки, плотнее прижимая его к плите во избежание завалов (рис. 228, д). Доводку на бруске ведут с водой и маслом. Для окончательной доводки режущей части шабера (получения зеркальной поверхности) применяют пасты ГОИ (Государственного оптического института). Заточку пластинок с твердосплавным лезвием ведут на заточном круге из зеленого карбидакремния.
Пластинки из твердых сплавов доводят на чугунной плите, покрытой мелкозернистым абразивным порошком, или на мелкозернистых абразивных брусках.
Повторно шабер заправляют сразу, как только почувствуют небольшое затупление. В среднем за 7 ч работы шабер заправляют 4—6 раз, в зависимости от характера шабрения и от обрабатываемого материала.
Необходимое качество заточки шаберов может быть достигнуто только при полной исправности заточного станка и оснащения его соответствующими кругами.
Источник
Заточка шаберов своими руками
Профи 
Группа: Посетители
Сообщений: 1,693
Зарегистрирован: 8-January 12
Пользователь №: 38,023
Репутация: 114 кг

![]()
ну чтож господа. из темы странника меня некоторые люди пинками погнали.
сам странник не оценил пиара его товара, хотя люди в личку пишут мне, что собственно зря.
по чей то там просьбе картинки которые я приводил в процессе спора удалили.
ну и карты им в руки.
хотел помочь а вышло что отослали создать свою тему. вот создам сейчас и буду тут писать то что считаю нужным. с удовольствием послушаю мнение людей (обоснованые а не как у некоторых)
покупать ли шаберы или делать самому?
на фишере есть заготовки. стоят дорого и доставка дорого. впринципе смотрятся красиво, но финансово не обосновано.
на сапфире есть шаберы. купил 1 самый маленький. после того как это чудо юдо пришло оболдел.
он нереально здоровенный.
смысла тратить деньги нету.
из чего можно наточить самому.
собственно из любого твердосплавного кругляка или квадрата или пофигу чего.
например надфиль, бор (не точил ни разу), корневёртки, направляющая от дисковода, метчики, хвостовики от свёрел и т.п. у кого на что фантазии хватит.
я точу корневёртки цена вопроса 12 рублей.
не подумайте что продаю. просто открываю интернет и покупаю самые дешёвые.
так всё же точить сасому или купить готовые?
если честно я бы купил готовые по адекватной цене. у того же странника цена вполне приемлимая если не сказать дармовая.
почему не покупаю?
потому что непонятно как он их там точит от руки. даже не говорю что они плохо заточны, просто велика вероятность что они заточены не так как мне нужно.
каждый человек индивидуален. мне допустим удобно работать под одним углом, страннику или ещё кому то под другим.
опять же хз что там за размеры и прочее. может придёт то, что нужно в данный момент, а может и нет.
посему лично я точу сам. сам точешь именно так как нужно, как удобно и т.д.
в сказки что кто то точит здорово и быстро отруки кругляк в ровный треугольник, чётко выдерживает грани, в то что можно помазать волшебным маркером грань дабы контролировать угол заточки не верю.
всё это правда при заточке ножей или лома.
вот картинки которые удалили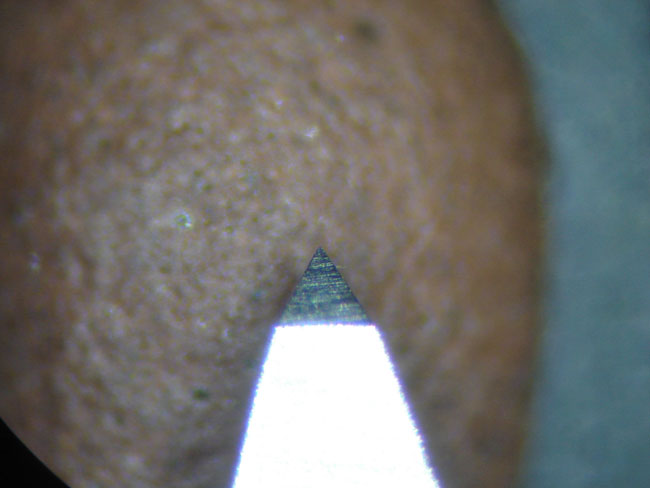
шабер из корневёртки на фоне спичечной головки. увеличение 47 крат.
кто наточит ровно отруки? максимум 1 человек со всего форума и то сомневаюсь
вот игла точеная.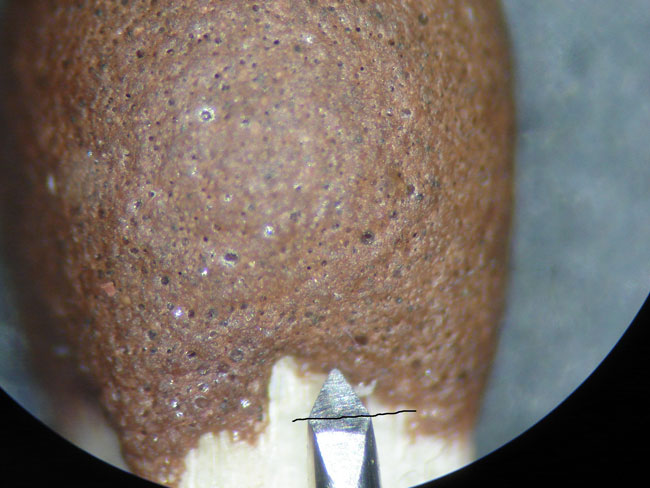
диаметр сами видите штангенциркуля нету. но приложив иглу к линейке вижу что меньше миллиметра однозначно.
линией провёл где рабочая поверхность заканчивается.
просто фотка с окуляра мыльницей не передала объём как нада.
нижнюю грань специально заваливал. мне так было нужно.
данную фотку сделал после того как расчистил пятак. тоесть мягкий метал уже поизносился. но суть видна и так. от руки фиг заточишь.






 |  |
 |  |
| Angellip | Профи Группа: Посетители Репутация: 114 кг
|




| |
| |
| Angellip | Профи Группа: Посетители Репутация: 114 кг
|

| |
| |
| Angellip | Профи Группа: Посетители Репутация: 114 кг
|


| |
| |
| Nasgul | Профи Группа: Забанены Репутация: 535 кг
|
| |
| |
| вижен | Постоянный Группа: Забанены Репутация: 36 кг
|

| |
| |
| Angellip | Профи Группа: Посетители Репутация: 114 кг
|
| |
| |
| Angellip | Профи Группа: Посетители Репутация: 114 кг
|
| |
| |
| жоржевелли | Постоянный Группа: Посетители Металлоискатель: Exp. II Репутация: 86 кг
|
| |
| |
| Beg | Профи Группа: Посетители Репутация: 144 кг
|
| |
| |
| Angellip | Профи Группа: Посетители Репутация: 114 кг
|
| |
| |
| Angellip | Профи Группа: Посетители Репутация: 114 кг
|
| |
| |
| Nasgul | Профи Группа: Забанены Репутация: 535 кг
|
| |
| |
| Beg | Профи Группа: Посетители Репутация: 144 кг
|
| |
| |
| жоржевелли | Постоянный Группа: Посетители Металлоискатель: Exp. II Репутация: 86 кг
|
| |
| |
| Angellip | Профи Группа: Посетители Репутация: 114 кг
|
| |
| |
| Soul | Бывалый Группа: Забанены Репутация: 16 кг
|

| |
| |
| Angellip | Профи Группа: Посетители Репутация: 114 кг
|
| |
| |
| Angellip | Профи Группа: Посетители Репутация: 114 кг
|
| |
| |
| Beg | Профи Группа: Посетители Источник |