- Самостоятельное изготовление станка для заточки дисковых пил
- Самостоятельное изготовление станка для заточки пил
- Станочный агрегат JMY8-70 – польза и отличительные особенности
- Процесс заточки дисковых пил своими руками
- Станок для заточки ножей своими руками
- Правила
- Выбор брусочков для заточки ножа
- Основание
- Устройство подручника
- Устройство фиксации
- Контроль угла заточки
- Использование сменных брусочков и изготовление каретки
- Простой самодельный станок
Самостоятельное изготовление станка для заточки дисковых пил
Во время эксплуатации большинство режущих инструментов притупляется. Это во многом относится и к дискам для пиления, которые нужно затачивать на регулярной основе. Именно это является гарантией действительно качественной распиловки деревянных изделий. Проще всего заточить притупившиеся зубья – это использовать стандартный напильник.
Но чтобы работа собственными руками была в полной мере плодотворной, необходимо обращаться за помощью к настоящему профессионалу. Только он способен заточить режущий инструмент так, чтобы им можно было квалифицированно пользоваться.
Намного легче и эффективней в такой ситуации использовать станок, выполненный своими руками, для качественной заточки острых поверхностей пил, а также агрегат для обработки дисковых ножей.
Самостоятельное изготовление станка для заточки пил
Когда в наличии имеется электрический агрегат для заточки острых поверхностей, значения не имеет заводского он производства или домашнего. Особенно данная тема актуальна, когда речь идет о том, чтобы качественно заточить зубья, которые сделаны с учетом разных геометрических форм и углов для точения. Таких механизмов несколько и они стали следствием оптимизации обработки режущей поверхности, которые имеют разные свойства.
Наиболее часто встречаемые формы зубчатой поверхности:
- В форме прямой, когда забота о качестве выполнения не обязательна.
- В форме скошенного зуба; Имеются два угла наклонной поверхности: правая и левая. Как правило, используется в дисковых пилах. Очень часто используется в подрезке изделий с ламинированием по двум сторонам, ибо не выдает сколовых трещин ни по одному краю.
- В форме продолговатой трапеции. Поверхность способна долгое время удерживать кромку в остром положении, возвышаясь над зубьями под прямым углом. В такой ситуации зубья могут быть распилены по-черному, а при прямых зубьях – по-чистому.
- В форме конического обтекателя. Наиболее часто встречается в работах на вспомогательных началах. Чаще всего, надрезают поверхностное сечение ламината, не допуская осколков при осевом распиливании.
С передней стороны все зубья состоят в форме плоской поверхности, но некоторые разновидности пилы имеют вогнутую поверхность. Сама дисковая пила имеет четыре главных угла, которые формируют определенную форму в пересекающей плоскости:
- угол, расположенный с передней стороны;
- угол, образующий заднюю поверхность;
- скашивающиеся углы в плоскости переднего и заднего входа.
В качестве дополнительного угла учитывают также вариант с заострением угла, который формирует совокупность углов переднего и заднего ряда. В действительности же угол заточки непосредственно зависит от того, для каких целей предназначается пила.
- Для пиления продольным способом используют пилы с размерными характеристиками при переднем угле в 15- 20 градусов.
- Поперечное пиление для дисковой пилы выполняется при соотношении 5-10 градусов.
- Универсальные характеристики дают возможность увеличить градус наклона до 15 градусов.

Именно по таким принципам определяется станок заточной для пиления дисковым способом. Станки такого типа имеют определенную конструкцию при выпиливании одинарным способом:
- Во время работы станка для заточки дисковых пил происходит перемещение только пилы (сам двигатель остается в исходном состоянии).
- Во время работы в движения приходят два элемента: пила для затачивания и мотор с двигательным круговым параметром.
- Перемещаются также два стандартных элемента: пила и мотор.
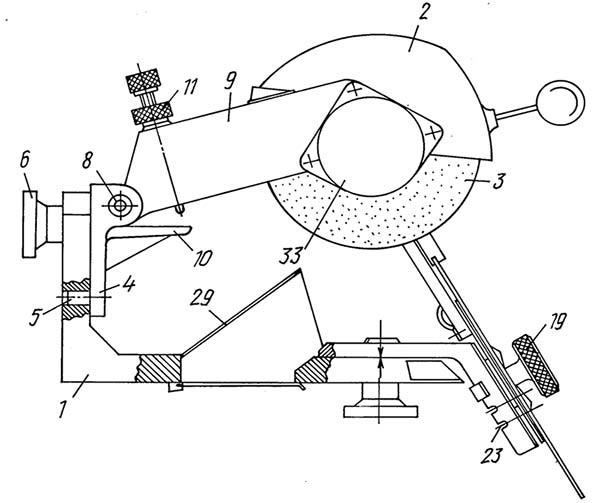
Типичным примером выступает стандартный самодельный станок для заточки дисковых пил, который может быть агрегатом, состоящим из двух взаимосвязанных элементов:
- Точильный двигатель со съемным валом.
- Суппортная площадка, которая крепится к дисковому основанию.
Чтобы обеспечить полноценный угол заточки элемента в агрегате всегда предусматривается наличие системы, которая дает возможность содействовать изменению наклонной поверхности на полотне с зубчатой поверхностью.
Станочный агрегат JMY8-70 – польза и отличительные особенности
Современные заточные станки для дисковых пил, таких как JMY8-70 имеют на сто процентов китайскую сборку и целиком и полностью представляет собой высококачественный агрегат, годный для долгосрочной эксплуатации. Многие специалисты по самостоятельной сборке агрегата берут данное устройство в пример, когда возникает необходимость сделать станок своими руками.
Преимущества данной системы:
- В основе лежит свой круг для обработки детали посредством алмазного нагревателя, минимальный размер радиуса – 65 мм.
- Пила оснащена наклонным суппортом, он и дает возможность осуществлять заточку изделия под необходимым углом пилой своими руками.
- Корпусная поверхность производится из специальной литой стали, главным образом используемой в авиастроении.
- Агрегат инсталлируют на резиновые прокладочные материалы. Они позволяют максимально снизить вибрационную составляющую при обработке материала и давать возможность пить либо подливать воду время от времени для недопущения остановки механизма.
- Механизм регулируется крайне легко и просто. Даже малоквалифицированный персонал способен управлять данным агрегатом, в том числе совсем не подготовленные специалисты.
При отгрузке товара заводом-производителем для эффективного управления агрегатом прилагают подробную инструкцию, которая в полной мере описывает все сильные стороны агрегата и методы работы с ними.
Основные технические характеристики, связанные с устройством JMY8-70:
- Размеры круга для шлифовальной обработки имеют трехгранные параметры: 117×9х7 мм;
- Затачиваемый круг способен поворачиваться на угол не менее 20 градусов.
- Диаметральная поверхность пилы для заточки составляет не менее 70-800 мм.
- Стандартный шлифовальный круг приводится в движение в считанные секунды, а его скорость вращательного момента достигает 2900 оборотов в минуту.
- Вес агрегата – 35 кг.
Многие люди, которые используют ручной труд, применяют дисковые пилы из сложных составляющих не на регулярной основе, а в зависимости от необходимости. Таким образом, покупка заводского оборудования может вылиться в ненужные финансовые затраты. Лучшим решением для домашней работы является использование самодельного заточного станка для дисковых пил. Именно поэтому обращение к сторонним компаниям не имеет смысла.
Обычный агрегат для самостоятельной выточки детали включает в себя:
- Электромотор с закрепленной насадкой для шлифовального диска.
- Подставная площадка, чаще всего на поверхности которой есть возможность располагать ось вращения заточного круга.
- Наклон подставки обеспечивается посредством петель с одной из сторон, а также благодаря вращающемуся моменту – с другой стороны. Это дает возможность выполнить заточку агрегата по передней и задней поверхности.
- Дисковая грань фиксируется за счет специальных держателей, на которых и крепятся пилы. По этой причине на поверхность устанавливают специальный паз, на котором и фиксируется пила. Строгое соблюдение правил инструкции дает возможность выдержать угол заточки зубьевых поверхностей.
- Устройства для обработки материала имеют разные диаметры.
- Обязательно должны быть качественные упоры для надежной фиксации агрегата.
Видео: самодельный заточной станок дисковых пил.
Процесс заточки дисковых пил своими руками
Основная последовательность для качественной работы включает в себя следующие моменты:
- Как правило, заточенную пилу размещают на оправке и зажимают конусным втулочным механизмом посредством вкручивания гайки.
- Посредством использования угломера, изделие становится четко горизонтальным, при этом угол скоса становится не более нуля. Фиксация происходит за счет использования маятникового угломера.
- Осуществляя перемещение оправки по горизонтальной поверхности с инсталлированным диском, устанавливают особый угол для заточки поверхности детали; передняя плоскость точильного элемента плотно соприкасается с несущей частью точащего кругового элемента.
- Для правильного определения, с какого зуба нужно начинать заточку, используют яркий маркер.
- Включая электромотор, применяют ряд распиливаний, прижимая деталь к поверхностной части с внутренней и с внешней стороны, подлежащей затачиванию.
- Насколько плотный слой металла будет снят, зависит только от усилия прижимом, а также количеством движений поступательного характера.
- После заточки первого зубца, пила выводится из круга для точильных операций и проворачивается на один зуб, он же становится следующим во время точения.
- Операция проходит необходимые стадии в зависимости от количества зубьев, которые нужно заточить.
Источник
Станок для заточки ножей своими руками
В настоящее время существует несколько видов: станок для заточки ножей, для парикмахерской машинки и другие. В этой статье говорится о том, как сделать станок для заточки ножей на дому: представлены подробные чертежи с размерами, фото и видео (2–3 ролика).
Правила
Нередко при заточке ножиков на дому домочадцы пользуются абразивными брусочками. Однако для того чтобы использовать их на практике, нужны необходимые навыки и опыт работы с ними. Ведь если нож заточен под неправильным углом, то лезвие остаётся тупым.
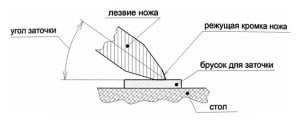
Схема расположения брусочка к лезвию.
Перед непосредственным изготовлением станка нужно прислушаться к советам от слесарей-заточников.
При заточке ножа мастер выполняет такие действия:
Определяет угол между рабочей областью лезвия и брусочком. Причём для каждой модели углы бывают разными;
Нож расположен под углом в 90 градусов к направлению бруска. Канавки, которые образуются при трении бритвенного спуска ножика о брусок, должны находиться под 90 градусов к ножевой линии. Угол в подобной ситуации равен половине заточки;
Как правило, угол составляет 25 градусов;
Слесарь начинает обработку с начала ножного лезвия;
При регулировке заточного угла мастер закрашивает часть ножного лезвия любым маркером. В итоге слесарь контролирует непосредственно рабочую область.
Как правило, после заточки рабочее лезвие имеет неоднородные деформации. Поэтому при самостоятельной обработке «точкой отчёта» должна быть не острая часть ножика.
Выбор брусочков для заточки ножа
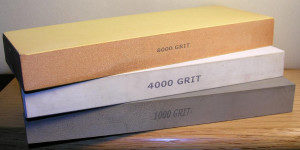
Основной показатель брусочка — зернистость.
Брусок — это основной компонент, который делает лезвие тонким и острым. В итоге перед выбором конструкции необходимо выбрать нужные брусочки.
При самостоятельной заточке ножей домочадец пользуется такими типами брусочков
которые имеют высокую зернистость. С помощью применения таких брусков исправляют форму ножного лезвия
имеющие среднюю зернистость. С помощью таких брусков слесарь удаляет канавки, которые образуются во время первичной обработки ножика
оселок, который покрыт пастой ГОМ. В подобной ситуации слесарь полирует лезвие.
При обработке ножиков на кухню можно использовать два типа— со средней и высокой зернистостью. А также в этом случае необходимо воспользоваться оселком.
Основание
При изготовлении заточного станка на дому можно использовать различные детали. В частности, можно воспользоваться ламинированной ящичной фанеркой толщиной 12 мм, которую раньше применяли при создании корпусов радиотехники.
При сооружении на дому станка домочадец выполняет такие действия:
Выбирает основу для подобной установки, которое должно весить как минимум 5 кг. В противном случае на станке нельзя будет заточить рубящие приспособления и инструменты. Поэтому при изготовлении подобного оборудования квартирант использует различные стальные уголки размером 20х20 мм;
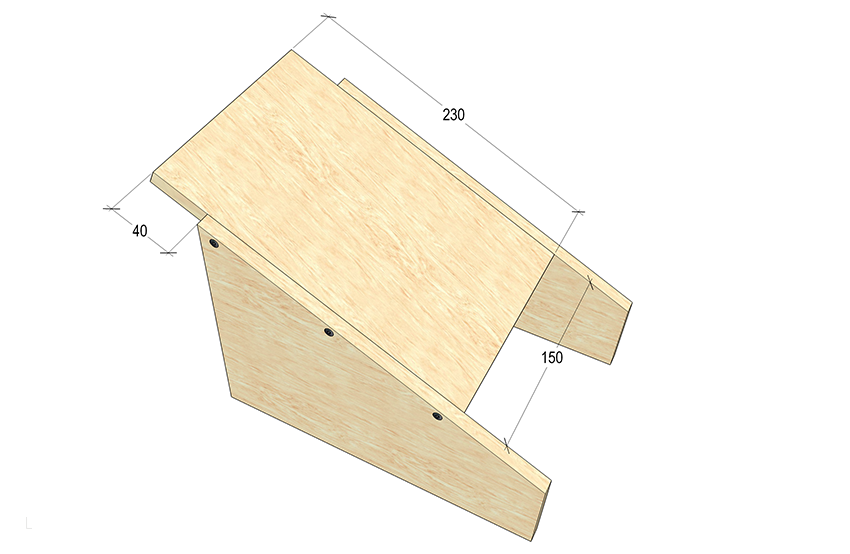
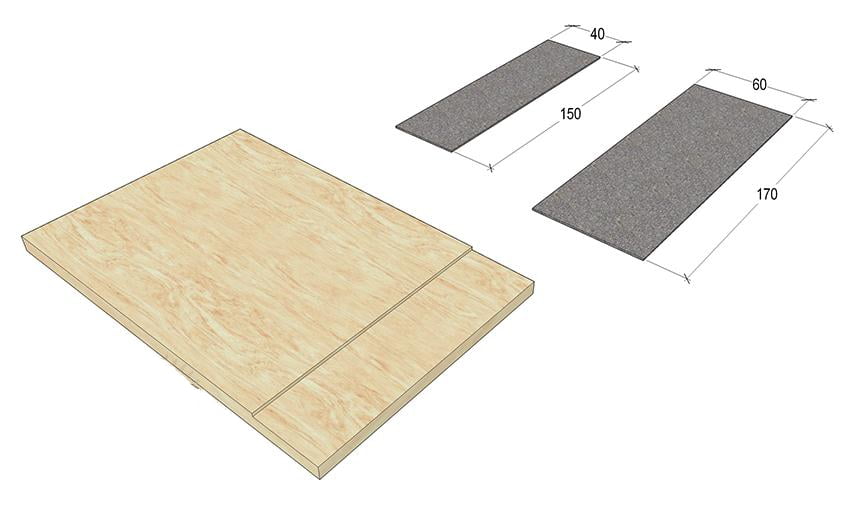
Далее, из фанеры выпиливает лобзиком 2 детали, которые имеют трапециевидную форму, основу — 170 на 60 мм, а высоту 230 мм. При резке слесарь делает припуск 0,7 мм на заточку торцов: они в итоге получаются прямыми и подходят по разметке;

Устанавливает между наклонными стенками по бокам 3 деталь — наклонную поверхность из фанеры таких размеров 230 х 150 мм.
В подобной ситуации трапециевидные бока находятся сбоку на прямоугольной поверхности.
В итоге получается основа — клин. В подобной ситуации в передней части образуется выступ наклонной поверхности размером в 40 мм;
Затем по боковым стеночным торцам слесарь отмечает рейсмусом 2 черты. При этом он отступает на половину толщины фанерки;
Далее, просверливает в досках по 3 отверстия для соединения частей конструкции шурупами;
Просверливает торцы наклонной поверхности и на какое-то время соединяет детали основы;
Сзади конструкции слесарь соединяет боковые стенки с помощью брусочка 60х60 мм, который крепится в торец двумя шурупами с 2 сторон; — делает в брусочке 10 мм щель.
В подобной ситуации он отступает 50 мм от центра — на 25 мм от края. Для сохранения вертикального положения, сначала сверлится не толстым сверлом с 2 краёв, а потом расширяется;
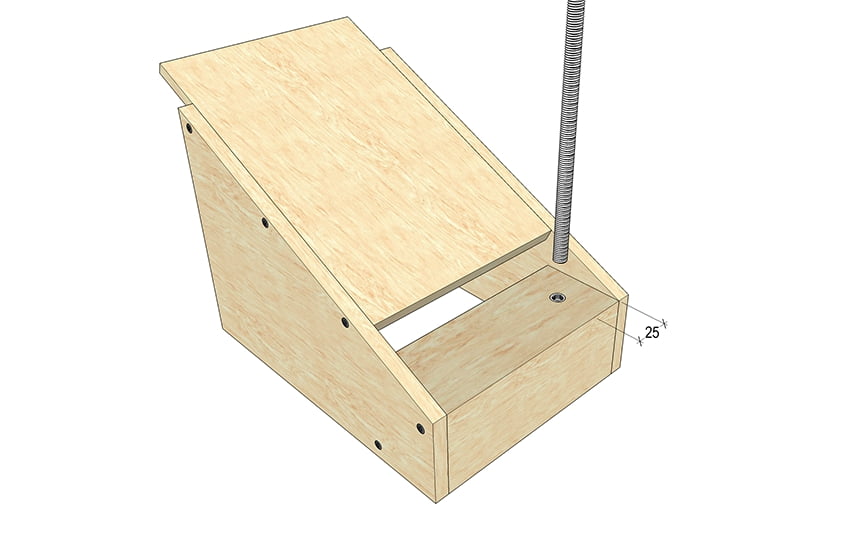
Затем на верху и снизу вкручивается в щель два резьбовых фитинга—футорки, а в фитингах — шпильку размером 10 мм, длина которой равна 250 мм.
При несовпадении резьб со шпильками регулируется нижняя футорка.
Устройство подручника
При изготовлении устройства подручника выполняются такие действия:
Снимает с основы ровную наклонную часть, дорабатывает её и устанавливает на ней устройство фиксации, а также прижим используемого приспособления;
Отмеряет от края впереди 40 мм и по такой отметке с помощью применения садовой ножовки выпиливает паз, глубина которого равна 2 мм;
С помощью применения сапожного ножа с торца доски откалывает 2 верхних шпонированных слоя. В итоге получается выборка, в которую слесарь вставляет 2 мм стальную пластинку на одном уровне с общей поверхностью;
Подручник имеет в своём составе 2 планки из стали размерами 170х60 мм и 150х40 мм. Станочник соединяет их по большому торцу, который имеет равные краевые отступы, и делает 3 сквозных щели на 6 мм.
С помощью болтов стягивает планки по сделанным щелям. В подобной ситуации станочник оставляет шляпки болтиков со стороны большой верхней пластинки;
Далее, с помощью применения дуговой электросварки пропекает шляпки болтиков и приваривает их к пластинке;
Потом снимает металлические дефекты сварного шва в виде наплывов и шлифует пластинку до придания ей ровной поверхности;

Прикладывает маленькую ответную планку к краевой выборке, переносит щели сверлом и закрепляет подручник болтами.
Устройство фиксации
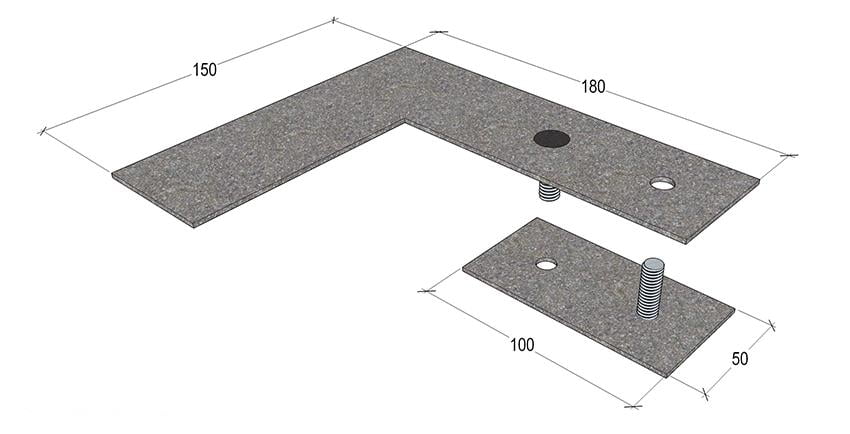
Второй важной деталью подручника считается прижимная планка. Её можно сделать из 2 деталей.
Г-образной планки размером 150х180 мм, ширина полочек которой равна 50 мм (верхней);
Ответной планки в форме прямоугольника размером 50х100 мм (нижней).
При изготовлении прижимной планки станочник выполняет такие действия:
Устанавливает нижнюю планку на дальнем краю верхней;
По центру делает 2 отверстия и отступает 25 мм от краёв детальки, через отверстия соединяет детальки двумя 8 мм болтиками;
Вкручивает 8 мм болтики по 2 сторонам. В подобной ситуации шляпа ближнего болтика расположена около верхней планки;
Приваривает шляпки болтиков к пластинкам и заранее шлифует до образования округлости;
Да наклонной доске отступает 40 мм от края и проводит рейсмусом черту;
Делает по краям внизу и вверху по одной 8 мм щели в 25 мм;
С помощью разметки соединяет края щелей и электролобзиком делает пропил с припуском. Напильником расширяет паз до ширины, равной 8,5 мм;
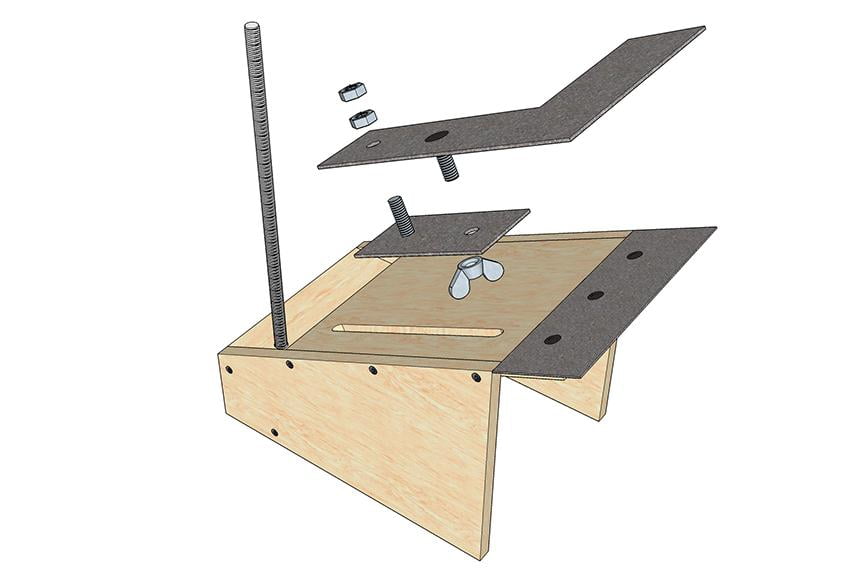
Скрепляет планки посредством паза, который есть в доске верхний болтик затягивает гайкой и, таким образом, крепко крепит планку.
Потом затягивает соединение 2 гайкой;
При прижиме нижней планки (в нише основы) накручивает на второй болтик барашковую гайку.
Контроль угла заточки
При регулировке угла заточки слесарь выполняет такие действия:
На шпильку, которая находится в брусочке станочной основы, набрасывает большую шайбу и затягивает гайку.
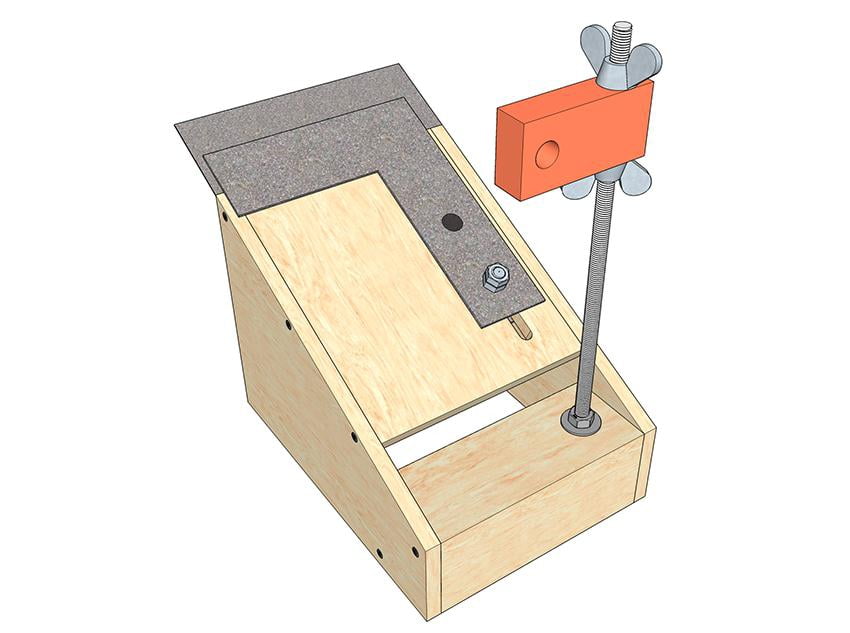
Стержень не проворачивается в футорке изготавливает колодку для регулировки заточного угла из маленького карболитного бруска, размеры которой составляют 20х40х80 мм.
В 15 мм от колодочного края сверлит в 20 мм торец с 2 сторон, расширяет щель до 9 мм, потом внутри делает резьбу;
Отступает 50 мм от оси новой щели и сверлит ещё одну в плоской части заготовки — на 90 градусов к прежнему. Подобная щель имеет диаметр 14 мм. В подобной ситуации слесарь сильно развальцовывает отверстие с помощью применения рашпиля круглой формы;
Накручивает колодку на шпиль — устанавливает нужную высоту проушины без применения фиксирующих винтов;
Крепит колодку с 2 сторон шестигранными гайками М10.
Использование сменных брусочков и изготовление каретки
При изготовлении точильной каретки станочник выполняет такие действия:
Сваривает 30 см резьбовые шпильки М10 с гладким прутом, толщина которого равна 10 мм;
Использует 2 твёрдых бруска 50х80 мм и толщина которого равна 20 мм. Во всех брусочках по центру и сверху отступает 20 мм от края, а потом делает щель шириной 10 мм;
Накручивает на штангу барашковую гайку, потом большую шайбу и 2 бруска, затем гайку и шайбу;
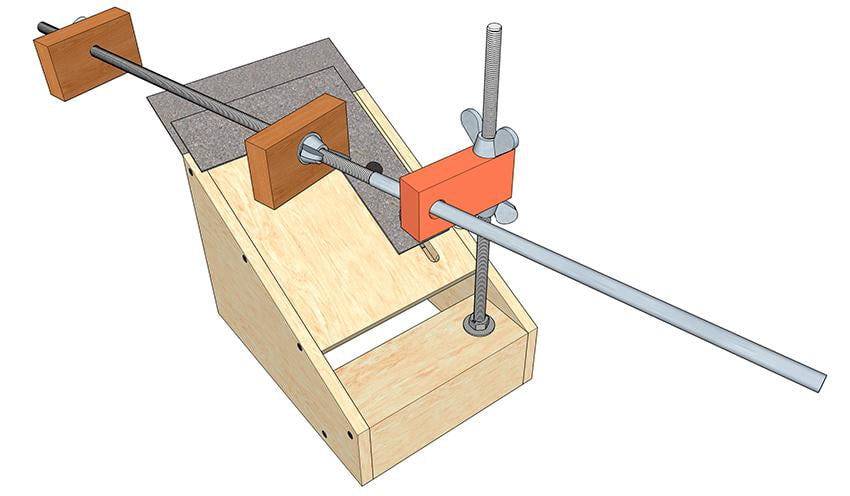
Между брусками зажимает прямоугольные заточные камни или изготавливает несколько сменных заточных брусочков.
В качестве брусочной основы станочник использует прямоугольную трубку из профиля или кусок карниза, ширина которого равна 50 мм;
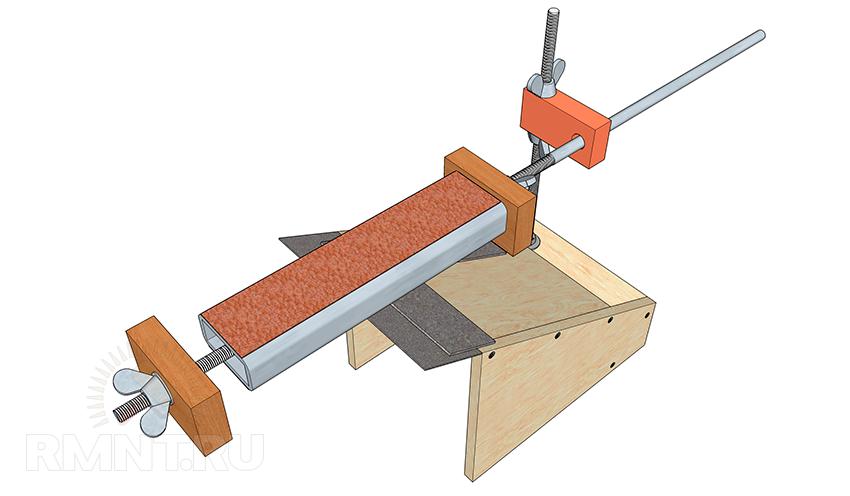
Зашкуривает плоскую станочную часть и очищает её от жира, клеем «Супер Момент» склеивает полоски наждачки с зернистостью, достигающей 1200 грит.
Наждачка должна иметь основу из ткани, а на 1 из брусочков нужно приклеить полоску замши для нанесения на лезвия полировки.
Простой самодельный станок
Самым распространённым вариантом станочной конструкции считаются 2 пары реек из дерева, которые скреплены между собой винтиками. Между такими деталями станочник устанавливает брусок.
Основная причина популярности использования ручного самодельного станка для заточки различных ножей — это его устойчивость. Во время работы станочная конструкция никак не движется по верстаку.

При фиксации брусочка слесарь пользуется опорными планками, которые находятся между деревянными элементами.
Однако подобный самодельный станок обладает такими недостатками:
Мастер выставляет лезвие к камню вручную. При продолжительной работе сложно уследить за углом заточки;
При изготовлении такой установки необходимо воспользоваться фиксирующим узлом. Станочная конструкция должна быть устойчивой, поэтому её нужно жёстко крепить на верстаке;
В процессе работы ослабевают стяжки и изменяется расположение брусочка.
Ещё одно преимущество подобной схемы-лёгкость изготовления. Такую станочную конструкцию чаще применяют при заточке ножиков для фуганка и для кухни.
Рейки из дерева могут быть различной толщины. При самостоятельном изготовлении простого заточного станка можно воспользоваться различными подручными компонентами.
При первичном изучении всех нюансов изготовления необходимо посмотреть тематические видео, в которых подробно описано, как сделать станок на дому.
Источник