- Самодельный станок для заточки пильных дисков
- Основные этапы работ
- Самостоятельное изготовление станка для заточки дисковых пил
- Самостоятельное изготовление станка для заточки пил
- Станочный агрегат JMY8-70 – польза и отличительные особенности
- Процесс заточки дисковых пил своими руками
- Станок для заточки пильных дисков своими руками
- Самостоятельное изготовление станка для заточки пил
- Станочный агрегат JMY8-70 – польза и отличительные особенности
- Процесс заточки дисковых пил своими руками
- Заточной станок для правки дисков от циркулярной пилы: сделай сам
- В копилку мастера на все руки: недорогой самодельный универсальный станок для переточки дисков от циркулярки с твердосплавными напайками.
- Станок своими руками для переточки дисков от циркулярной пилы: без токарки и фрезерных работ
- Необходимые детали для изготовления заточного станка для правки дисков от циркулярной пилы
- Заточка дисковых пил
- Необходимые инструменты
- Когда нужно проводить работу по восстановлению дисковых пил?
- Принципы и углы заточки дисковых пил
- Заточка при помощи станка
- Обзор параметров станков для заточки пильных дисков
- Общее устройство станка
- Виды станков для заточки дисковых пил
- На какие технические характеристики станков обращать внимание
- Недорогие станки от 5 до 30 тыс. рублей
- Станки среднего диапазона от 30 до 150 тыс. рублей
- Профессиональное оборудование от 150 тыс. до 1.5 млн рублей
- Как сделать станок для заточки пил своими руками
- Как работает станок для заточки дисковых пил?
- 1 Формы зубьев на пильных дисках
- 1.1 Углы заточки
- 2 Оборудование для заточки пильных дисков
- 2.1 Станок JMY8-70
- 2.2 Самодельный заточной станок
- 2.3 Заточка дисковых пил
- 2.4 Обзор станка для заточки дисковых пил JMY8-70 (видео)
Самодельный станок для заточки пильных дисков

В данном обзоре мастер покажет, как своими руками изготовить простенький станок, с помощью которого очень удобно и легко затачивать пильные диски.
Материалы для сегодняшней самоделки потребуются самые обычные, которые без проблем найдутся в каждой мастерской.
Для начала необходимо будет сделать основание конструкции. Подойдет кусок фанеры или ДСП. Автор использует простой кусок доски.
Прикручиваем к основанию отпиленный по размеру деревянный брусок, расположив его с края.


К бруску автор прикручивает кусок тонколистового металла (жести)— это будет крепление (хомут) для болгарки.


Основные этапы работ
На следующем этапе автор прикручивает к основанию два бруска (это будут направляющие), расположив их по краям доски параллельно друг другу.

Из куска доски делаем каретку, которая будет перемещаться вперед-назад между направляющими.

Чтобы каретка лучше скользила по основанию, можно смазать ее дно и боковые стороны солидолом.
Сверлим в каретке отверстие, и устанавливаем часть корпуса редуктора с валом (от старой УШМ). К направляющим прикручиваем две деревянных рейки, которые будут фиксировать каретку сверху.


Далее устанавливаем болгарку, и затягиваем хомут из листового металла болтами.


На вал редуктора УШМ надеваем пильный диск. Фиксируем его прижимной гайкой. После этого можно приступать к заточке зубьев.


Подробный процесс изготовления самодельного заточного станка для пильных дисков можно посмотреть на видео ниже. Эта идея принадлежит автору YouTube канала ideas corner.
Источник
Самостоятельное изготовление станка для заточки дисковых пил
Во время эксплуатации большинство режущих инструментов притупляется. Это во многом относится и к дискам для пиления, которые нужно затачивать на регулярной основе. Именно это является гарантией действительно качественной распиловки деревянных изделий. Проще всего заточить притупившиеся зубья – это использовать стандартный напильник.
Но чтобы работа собственными руками была в полной мере плодотворной, необходимо обращаться за помощью к настоящему профессионалу. Только он способен заточить режущий инструмент так, чтобы им можно было квалифицированно пользоваться.
Намного легче и эффективней в такой ситуации использовать станок, выполненный своими руками, для качественной заточки острых поверхностей пил, а также агрегат для обработки дисковых ножей.
Самостоятельное изготовление станка для заточки пил
Когда в наличии имеется электрический агрегат для заточки острых поверхностей, значения не имеет заводского он производства или домашнего. Особенно данная тема актуальна, когда речь идет о том, чтобы качественно заточить зубья, которые сделаны с учетом разных геометрических форм и углов для точения. Таких механизмов несколько и они стали следствием оптимизации обработки режущей поверхности, которые имеют разные свойства.
Наиболее часто встречаемые формы зубчатой поверхности:
- В форме прямой, когда забота о качестве выполнения не обязательна.
- В форме скошенного зуба; Имеются два угла наклонной поверхности: правая и левая. Как правило, используется в дисковых пилах. Очень часто используется в подрезке изделий с ламинированием по двум сторонам, ибо не выдает сколовых трещин ни по одному краю.
- В форме продолговатой трапеции. Поверхность способна долгое время удерживать кромку в остром положении, возвышаясь над зубьями под прямым углом. В такой ситуации зубья могут быть распилены по-черному, а при прямых зубьях – по-чистому.
- В форме конического обтекателя. Наиболее часто встречается в работах на вспомогательных началах. Чаще всего, надрезают поверхностное сечение ламината, не допуская осколков при осевом распиливании.
С передней стороны все зубья состоят в форме плоской поверхности, но некоторые разновидности пилы имеют вогнутую поверхность. Сама дисковая пила имеет четыре главных угла, которые формируют определенную форму в пересекающей плоскости:
- угол, расположенный с передней стороны;
- угол, образующий заднюю поверхность;
- скашивающиеся углы в плоскости переднего и заднего входа.
В качестве дополнительного угла учитывают также вариант с заострением угла, который формирует совокупность углов переднего и заднего ряда. В действительности же угол заточки непосредственно зависит от того, для каких целей предназначается пила.
- Для пиления продольным способом используют пилы с размерными характеристиками при переднем угле в 15- 20 градусов.
- Поперечное пиление для дисковой пилы выполняется при соотношении 5-10 градусов.
- Универсальные характеристики дают возможность увеличить градус наклона до 15 градусов.

Именно по таким принципам определяется станок заточной для пиления дисковым способом. Станки такого типа имеют определенную конструкцию при выпиливании одинарным способом:
- Во время работы станка для заточки дисковых пил происходит перемещение только пилы (сам двигатель остается в исходном состоянии).
- Во время работы в движения приходят два элемента: пила для затачивания и мотор с двигательным круговым параметром.
- Перемещаются также два стандартных элемента: пила и мотор.
Типичным примером выступает стандартный самодельный станок для заточки дисковых пил, который может быть агрегатом, состоящим из двух взаимосвязанных элементов:
- Точильный двигатель со съемным валом.
- Суппортная площадка, которая крепится к дисковому основанию.
Чтобы обеспечить полноценный угол заточки элемента в агрегате всегда предусматривается наличие системы, которая дает возможность содействовать изменению наклонной поверхности на полотне с зубчатой поверхностью.
Станочный агрегат JMY8-70 – польза и отличительные особенности
Современные заточные станки для дисковых пил, таких как JMY8-70 имеют на сто процентов китайскую сборку и целиком и полностью представляет собой высококачественный агрегат, годный для долгосрочной эксплуатации. Многие специалисты по самостоятельной сборке агрегата берут данное устройство в пример, когда возникает необходимость сделать станок своими руками.
Преимущества данной системы:
- В основе лежит свой круг для обработки детали посредством алмазного нагревателя, минимальный размер радиуса – 65 мм.
- Пила оснащена наклонным суппортом, он и дает возможность осуществлять заточку изделия под необходимым углом пилой своими руками.
- Корпусная поверхность производится из специальной литой стали, главным образом используемой в авиастроении.
- Агрегат инсталлируют на резиновые прокладочные материалы. Они позволяют максимально снизить вибрационную составляющую при обработке материала и давать возможность пить либо подливать воду время от времени для недопущения остановки механизма.
- Механизм регулируется крайне легко и просто. Даже малоквалифицированный персонал способен управлять данным агрегатом, в том числе совсем не подготовленные специалисты.
При отгрузке товара заводом-производителем для эффективного управления агрегатом прилагают подробную инструкцию, которая в полной мере описывает все сильные стороны агрегата и методы работы с ними.
Основные технические характеристики, связанные с устройством JMY8-70:
- Размеры круга для шлифовальной обработки имеют трехгранные параметры: 117×9х7 мм;
- Затачиваемый круг способен поворачиваться на угол не менее 20 градусов.
- Диаметральная поверхность пилы для заточки составляет не менее 70-800 мм.
- Стандартный шлифовальный круг приводится в движение в считанные секунды, а его скорость вращательного момента достигает 2900 оборотов в минуту.
- Вес агрегата – 35 кг.
Многие люди, которые используют ручной труд, применяют дисковые пилы из сложных составляющих не на регулярной основе, а в зависимости от необходимости. Таким образом, покупка заводского оборудования может вылиться в ненужные финансовые затраты. Лучшим решением для домашней работы является использование самодельного заточного станка для дисковых пил. Именно поэтому обращение к сторонним компаниям не имеет смысла.
Обычный агрегат для самостоятельной выточки детали включает в себя:
- Электромотор с закрепленной насадкой для шлифовального диска.
- Подставная площадка, чаще всего на поверхности которой есть возможность располагать ось вращения заточного круга.
- Наклон подставки обеспечивается посредством петель с одной из сторон, а также благодаря вращающемуся моменту – с другой стороны. Это дает возможность выполнить заточку агрегата по передней и задней поверхности.
- Дисковая грань фиксируется за счет специальных держателей, на которых и крепятся пилы. По этой причине на поверхность устанавливают специальный паз, на котором и фиксируется пила. Строгое соблюдение правил инструкции дает возможность выдержать угол заточки зубьевых поверхностей.
- Устройства для обработки материала имеют разные диаметры.
- Обязательно должны быть качественные упоры для надежной фиксации агрегата.
Видео: самодельный заточной станок дисковых пил.
Процесс заточки дисковых пил своими руками
Основная последовательность для качественной работы включает в себя следующие моменты:
- Как правило, заточенную пилу размещают на оправке и зажимают конусным втулочным механизмом посредством вкручивания гайки.
- Посредством использования угломера, изделие становится четко горизонтальным, при этом угол скоса становится не более нуля. Фиксация происходит за счет использования маятникового угломера.
- Осуществляя перемещение оправки по горизонтальной поверхности с инсталлированным диском, устанавливают особый угол для заточки поверхности детали; передняя плоскость точильного элемента плотно соприкасается с несущей частью точащего кругового элемента.
- Для правильного определения, с какого зуба нужно начинать заточку, используют яркий маркер.
- Включая электромотор, применяют ряд распиливаний, прижимая деталь к поверхностной части с внутренней и с внешней стороны, подлежащей затачиванию.
- Насколько плотный слой металла будет снят, зависит только от усилия прижимом, а также количеством движений поступательного характера.
- После заточки первого зубца, пила выводится из круга для точильных операций и проворачивается на один зуб, он же становится следующим во время точения.
- Операция проходит необходимые стадии в зависимости от количества зубьев, которые нужно заточить.
Источник
Станок для заточки пильных дисков своими руками
Во время эксплуатации большинство режущих инструментов притупляется. Это во многом относится и к дискам для пиления, которые нужно затачивать на регулярной основе. Именно это является гарантией действительно качественной распиловки деревянных изделий. Проще всего заточить притупившиеся зубья – это использовать стандартный напильник.
Но чтобы работа собственными руками была в полной мере плодотворной, необходимо обращаться за помощью к настоящему профессионалу. Только он способен заточить режущий инструмент так, чтобы им можно было квалифицированно пользоваться.
Намного легче и эффективней в такой ситуации использовать станок, выполненный своими руками, для качественной заточки острых поверхностей пил, а также агрегат для обработки дисковых ножей.
Самостоятельное изготовление станка для заточки пил
Когда в наличии имеется электрический агрегат для заточки острых поверхностей, значения не имеет заводского он производства или домашнего. Особенно данная тема актуальна, когда речь идет о том, чтобы качественно заточить зубья, которые сделаны с учетом разных геометрических форм и углов для точения. Таких механизмов несколько и они стали следствием оптимизации обработки режущей поверхности, которые имеют разные свойства.
Наиболее часто встречаемые формы зубчатой поверхности:
- В форме прямой, когда забота о качестве выполнения не обязательна.
- В форме скошенного зуба; Имеются два угла наклонной поверхности: правая и левая. Как правило, используется в дисковых пилах. Очень часто используется в подрезке изделий с ламинированием по двум сторонам, ибо не выдает сколовых трещин ни по одному краю.
- В форме продолговатой трапеции. Поверхность способна долгое время удерживать кромку в остром положении, возвышаясь над зубьями под прямым углом. В такой ситуации зубья могут быть распилены по-черному, а при прямых зубьях – по-чистому.
- В форме конического обтекателя. Наиболее часто встречается в работах на вспомогательных началах. Чаще всего, надрезают поверхностное сечение ламината, не допуская осколков при осевом распиливании.
С передней стороны все зубья состоят в форме плоской поверхности, но некоторые разновидности пилы имеют вогнутую поверхность. Сама дисковая пила имеет четыре главных угла, которые формируют определенную форму в пересекающей плоскости:
- угол, расположенный с передней стороны;
- угол, образующий заднюю поверхность;
- скашивающиеся углы в плоскости переднего и заднего входа.
В качестве дополнительного угла учитывают также вариант с заострением угла, который формирует совокупность углов переднего и заднего ряда. В действительности же угол заточки непосредственно зависит от того, для каких целей предназначается пила.
- Для пиления продольным способом используют пилы с размерными характеристиками при переднем угле в 15- 20 градусов.
- Поперечное пиление для дисковой пилы выполняется при соотношении 5-10 градусов.
- Универсальные характеристики дают возможность увеличить градус наклона до 15 градусов.
Именно по таким принципам определяется станок заточной для пиления дисковым способом. Станки такого типа имеют определенную конструкцию при выпиливании одинарным способом:
- Во время работы станка для заточки дисковых пил происходит перемещение только пилы (сам двигатель остается в исходном состоянии).
- Во время работы в движения приходят два элемента: пила для затачивания и мотор с двигательным круговым параметром.
- Перемещаются также два стандартных элемента: пила и мотор.
Типичным примером выступает стандартный самодельный станок для заточки дисковых пил, который может быть агрегатом, состоящим из двух взаимосвязанных элементов:
- Точильный двигатель со съемным валом.
- Суппортная площадка, которая крепится к дисковому основанию.
Чтобы обеспечить полноценный угол заточки элемента в агрегате всегда предусматривается наличие системы, которая дает возможность содействовать изменению наклонной поверхности на полотне с зубчатой поверхностью.
Станочный агрегат JMY8-70 – польза и отличительные особенности
Современные заточные станки для дисковых пил, таких как JMY8-70 имеют на сто процентов китайскую сборку и целиком и полностью представляет собой высококачественный агрегат, годный для долгосрочной эксплуатации. Многие специалисты по самостоятельной сборке агрегата берут данное устройство в пример, когда возникает необходимость сделать станок своими руками.
Преимущества данной системы:
- В основе лежит свой круг для обработки детали посредством алмазного нагревателя, минимальный размер радиуса – 65 мм.
- Пила оснащена наклонным суппортом, он и дает возможность осуществлять заточку изделия под необходимым углом пилой своими руками.
- Корпусная поверхность производится из специальной литой стали, главным образом используемой в авиастроении.
- Агрегат инсталлируют на резиновые прокладочные материалы. Они позволяют максимально снизить вибрационную составляющую при обработке материала и давать возможность пить либо подливать воду время от времени для недопущения остановки механизма.
- Механизм регулируется крайне легко и просто. Даже малоквалифицированный персонал способен управлять данным агрегатом, в том числе совсем не подготовленные специалисты.
При отгрузке товара заводом-производителем для эффективного управления агрегатом прилагают подробную инструкцию, которая в полной мере описывает все сильные стороны агрегата и методы работы с ними.
Основные технические характеристики, связанные с устройством JMY8-70:
- Размеры круга для шлифовальной обработки имеют трехгранные параметры: 117×9х7 мм;
- Затачиваемый круг способен поворачиваться на угол не менее 20 градусов.
- Диаметральная поверхность пилы для заточки составляет не менее 70-800 мм.
- Стандартный шлифовальный круг приводится в движение в считанные секунды, а его скорость вращательного момента достигает 2900 оборотов в минуту.
- Вес агрегата – 35 кг.
Многие люди, которые используют ручной труд, применяют дисковые пилы из сложных составляющих не на регулярной основе, а в зависимости от необходимости. Таким образом, покупка заводского оборудования может вылиться в ненужные финансовые затраты. Лучшим решением для домашней работы является использование самодельного заточного станка для дисковых пил. Именно поэтому обращение к сторонним компаниям не имеет смысла.
Обычный агрегат для самостоятельной выточки детали включает в себя:
- Электромотор с закрепленной насадкой для шлифовального диска.
- Подставная площадка, чаще всего на поверхности которой есть возможность располагать ось вращения заточного круга.
- Наклон подставки обеспечивается посредством петель с одной из сторон, а также благодаря вращающемуся моменту – с другой стороны. Это дает возможность выполнить заточку агрегата по передней и задней поверхности.
- Дисковая грань фиксируется за счет специальных держателей, на которых и крепятся пилы. По этой причине на поверхность устанавливают специальный паз, на котором и фиксируется пила. Строгое соблюдение правил инструкции дает возможность выдержать угол заточки зубьевых поверхностей.
- Устройства для обработки материала имеют разные диаметры.
- Обязательно должны быть качественные упоры для надежной фиксации агрегата.
Видео: самодельный заточной станок дисковых пил.
Процесс заточки дисковых пил своими руками
Основная последовательность для качественной работы включает в себя следующие моменты:
- Как правило, заточенную пилу размещают на оправке и зажимают конусным втулочным механизмом посредством вкручивания гайки.
- Посредством использования угломера, изделие становится четко горизонтальным, при этом угол скоса становится не более нуля. Фиксация происходит за счет использования маятникового угломера.
- Осуществляя перемещение оправки по горизонтальной поверхности с инсталлированным диском, устанавливают особый угол для заточки поверхности детали; передняя плоскость точильного элемента плотно соприкасается с несущей частью точащего кругового элемента.
- Для правильного определения, с какого зуба нужно начинать заточку, используют яркий маркер.
- Включая электромотор, применяют ряд распиливаний, прижимая деталь к поверхностной части с внутренней и с внешней стороны, подлежащей затачиванию.
- Насколько плотный слой металла будет снят, зависит только от усилия прижимом, а также количеством движений поступательного характера.
- После заточки первого зубца, пила выводится из круга для точильных операций и проворачивается на один зуб, он же становится следующим во время точения.
- Операция проходит необходимые стадии в зависимости от количества зубьев, которые нужно заточить.
Заточной станок для правки дисков от циркулярной пилы: сделай сам
В копилку мастера на все руки: недорогой самодельный универсальный станок для переточки дисков от циркулярки с твердосплавными напайками.
Домашние мастера знают, что инструмента много не бывает. Нужно всё — от простого молотка до токарного станка по металлу или по дереву. Если средств на покупку нужных приспособлений для мастерской не хватает, то выход — сделать, что нужно, самостоятельно из того, что есть под рукой. Например, станок за копейки для заточки дисков с твердосплавными напайками для циркулярной пилы, по примеру пользователя портала с ником evgenii957.
- Как сделать станок для правки дисков от циркулярной пилы.
- Какие для этого нужны материалы и инструменты.
Станок своими руками для переточки дисков от циркулярной пилы: без токарки и фрезерных работ

Мне нужно заточить пильный диск от циркулярки с твердосплавными напайками. Сложности — у зубьев разные углы наклона и разные углы заточки у напаек. Решил сделать бюджетный заточной станок для переточки дисков. Посмотрел в интернете разные конструкции. Есть самоделки, изготовленные из металла или из дерева. Всё не то. Или слишком сложный конструктив, или постоянные танцы с бубном для выставления нужного угла наклона для переточки диска. Подумал и сделал себе универсальный заточной станочек. Причём, без токарных и фрезерных работ.
Пользователь с удовольствием рассказал, как он собрал из бросовых деталей станок для правки дисков. Из инструментов вам потребуются:
- электрическая дрель;
- УШМ;
- метчик для нарезания резьбы М4;
- плоский напильник;
- наждачная бумага.
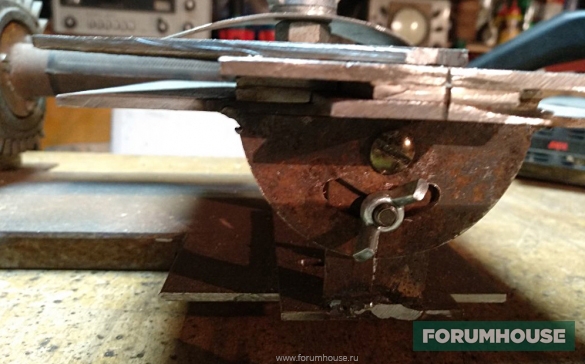
Заточной станок состоит из горизонтальной подвижной каретки, на которой установлена пластина и крепится диск, прижимаемый гайкой-барашком. Пильные диски имеют разные углы наклона зубьев. Поэтому пластина может перемещаться по радиусу, для более точной установки зуба пильного диска по отношению к заточному.

Каретка стоит на основании (станине), в которой сделаны прорези.

Важно. Стол можно наклонить влево и вправо. Для этого пользователь изготовил из металла деталь наподобие транспортира.
Необходимые детали для изготовления заточного станка для правки дисков от циркулярной пилы
Для станочка потребовались:
- Заточной диск диаметром 100 мм и толщиной 1 мм с посадочным отверстием диаметром 2 см.
- Электрический двигатель мощностью 650 Вт.
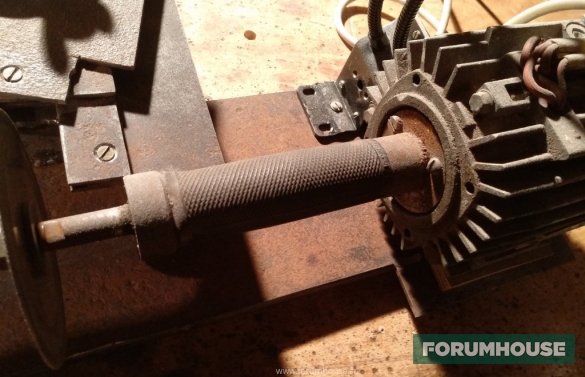

Этому движку уже лет 40. Использовал его тогда как самодельную «болгарку». Вал удлинил, приварив к нему металлический пруток. На вал одет обрезок велосипедной рамы с приваренным корпусом подшипника и надета резиновая ручка от мотоцикла. Сзади была ручка. Вот он и пригодился для изготовления заточного станка для переточки пильных дисков от циркулярки.
По теме станков и приспособлений для мастеров-самодельщиков советуем:
Заточка дисковых пил
Дисковые пилы используются повсеместно в строительстве. Многие работы требуют проведения изменения размеров используемых строительных материалов, создания надрезов и многое другое. Циркулярная пила позволяет быстро провести разрезание самых различных материалов, при этом скорость резания очень большая, а качество сделанного среза наилучшее. Постоянное использование рассматриваемого оборудования определяет то, что режущий инструмент начинает затупляться, это оказывает значительное влияние на эффективность проводимых работ и их качество. Именно поэтому многие задумываются о том, как выполняется заточка дисковых пил своими руками. Ведь умение качественно выполнять подобную работу позволит существенно сэкономить.

Необходимые инструменты
Своими руками диски для циркулярной плиты можно заточить только при наличии специальных инструментов. Также есть станок, который позволяет автоматизировать процесс, сделать его более эффективным.
Для проведения работы по заточке диска своими руками можно использовать нижеприведенные инструменты:
- монтажные тиски;
- напильник;
- брусок из дерева.
Также можно использовать заточной станок для дисковых пил, для которого не нужны вышеприведенные инструменты.
Когда нужно проводить работу по восстановлению дисковых пил?
Довольно важным вопросом можно назвать определение того, когда должна быть проведена заточка дисковых пил. Сильный износ может привести к отсутствию возможности проведения подобной работы. Можно выделить три четких сигнала, которые определяют необходимость проведения заточки диска циркулярной пилы:
- Появление дыма, нагревание защитного кожуха. Приспособление, как правило, имеет специальный защитный кожух, который может нагреваться, если диск затупился. Также следует отметить, что в особых случаях происходит появление дыма вследствие сильного нагрева зоны резания.
- Также при механической подаче, когда нажим регулируется своими руками, следует придавать большое усилие для получения необходимого результата.
- При обработке древесины или другого материала в зоне резания появляются следы нагара и соответствующий запах.
В вышеприведенных ситуациях рекомендуется проводить заточку диска циркулярной пилы.
Принципы и углы заточки дисковых пил
Пила имеет четыре главных угла заточки дисковой пилы по рабочей части. Рассматриваемые углы, как и сама форма зуба, можно назвать основными эксплуатационными характеристиками. Каждый зуб можно охарактеризовать следующим образом:
- передний и задний угол;
- углы среза передней и задней поверхности.
Значения вышеуказанных параметров зависят от назначения распиливающего приспособления, типа материала заготовки.

Поверхности зуба дисковой пилы
По вышеуказанным параметрам можно выделить несколько пил:
- для выполнения продольной резки. В данном случае передний угол должен иметь показатель от 15° до 25°.
- при выполнении поперечной резки рассматриваемый показатель должен быть от 5° до 10°.
- универсальный вариант рекомендуется затачивать под углом 15°.
Тип обрабатываемого материала также определяет то, какие показатели должен иметь зуб. Как правило, чем тверже материал, тем он более труднообрабатываемый. Именно поэтому рекомендуется в меньшей степени заострять режущие зубья.
При длительном использовании пилы из твердосплавного материала значительный износ происходит на самой верхней режущей кромке. При рассмотрении плоскости зуба стоит отметить, что больший износ касается передней поверхности.

Типы зубьев дисковых пил
Выполнение заточки дисковых пил в домашних условиях
Наточить пилу можно своими руками без использования специального точильного станка, который имеет большую стоимость и используется по предназначению достаточно редко по причине использования твердосплавного материала при создании режущей кромки. Однако просто держать круг в руках нельзя, так как нужно добиваться определенных параметров среза для обеспечения необходимого показателя эффективности работы.
Для фиксации зубчатого круга в строго заданном положении используется обыкновенная плоская подставка. Она имеет нижеприведенные особенности:
- Поверхность плоской подставки должна совпадать с уровнем оси заточного диска.
- Зубчатый круг располагаем на подставке так, чтобы плоскость затачивания находилась перпендикулярно к полотну пилы.
- Рассматриваемое приспособление для зубьев, расположенных под определенным углом, оснащают поворотным шарниром.
Рассматриваемое приспособление позволяет проводить фиксацию обрабатываемого элемента по отношению к используемому абразивному материалу. При помощи цветного маркера проводится нанесение разметочных линий, которые позволяют выбрать правильный угол. Также необходимы тиски, в которых крепится созданное приспособление для фиксации.
Заточка при помощи станка
Если есть возможность приобрести специальный станок, то рассматриваемый процесс можно провести с максимальным показателем эффективности. Подобное приспособление имеет компактные размеры, его можно использовать в домашних условиях.
Особое внимание уделяется выбору абразивного круга. В этом случае отметим нижеприведенные нюансы:
- Твердосплавный диск сложно заточить.
- При выборе следует обращать внимание на круги из эльбора, с алмазной крошкой или с зеленого карбида кремния.
Процесс заточки при использовании профессионального оборудования очень прост. Крепление диска происходит при помощи специального фиксатора. Он создан с расчетом конструктивных особенностей круга. Особое внимание уделим тому, что при применении специальных станков очень просто провести заточку дисковых пил с выдерживанием необходимых показателей. При этом погрешность минимальна. Это связано с тем, что конструкция имеет специальный измеритель показателя угла. Для того чтобы не ошибиться на момент проведения работы с тем, какие зубья были уже подверглись обработке, следует при помощи маркера пометить начальную точку.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Обзор параметров станков для заточки пильных дисков
Устройства для распиловки древесины круглыми зубчатыми пилами являются самым распространенным видом механизированного дереворежущего оборудования. Для заточки таких дисковых пил применяют специальные станки с вращающимися абразивными кругами. Это довольно сложное оборудование, т. к. у каждого зуба пилы затачиваются несколько режущих поверхностей, расположенных под разными углами, а за один проход снимается не более десятых долей миллиметра. По нормативам радиальная точность окружности, на которой расположены верхние точки режущих зубьев, также составляет десятые миллиметра, а угловые отклонения поверхностей заточки не должны превышать полтора-два градуса.
Из-за технологической сложности и высоких требований к точности такое оборудование довольно дорого. Самый простой вариант станка для заточки циркулярных пил диаметром 400 мм стоит в несколько раз дороже качественного заточного станка для пильных цепей. Большая часть этих устройств рассчитана на заточку режущего инструмента диаметром 400÷600 мм в ручном режиме. Однако на рынке также представлены станки, на которых можно затачивать дисковые пилы диаметром свыше полутора метров, различные полуавтоматы и автоматизированные заточные комплексы с системами ЧПУ.

Общее устройство станка
Заточка круглых пил производится путем кратковременного касания вращающимся заточным кругом режущей плоскости зуба. Соприкосновение абразива и металла выполняется под строго заданным углом, который должен повторяться с высокой точностью для всех зубьев пилы. На практике в зависимости от конструкции станка горизонтальное и вертикальное угловое позиционирование может выполняться поворотом как суппорта с закрепленной на нем пилой, так и приводного блока с заточным кругом. Рабочая подача также имеет различные варианты: подвижным может быть любой из этих углов или же оба вместе.
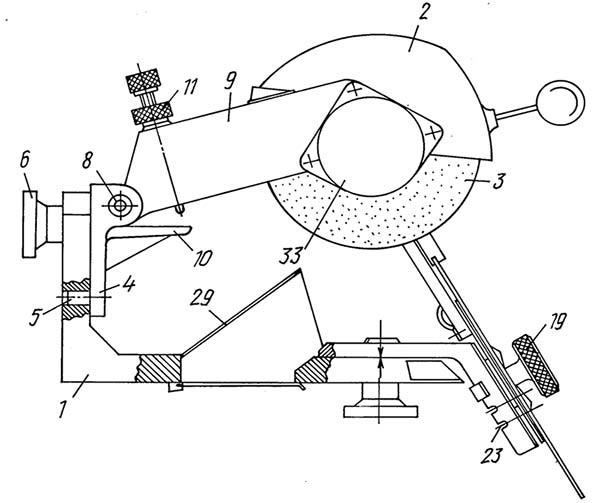
На рисунке ниже представлен общий вид станка для заточки дисковых пил «Кратон» SBS-600, компоновку которого можно назвать традиционной. На опорной станине станка расположены стойки. На первой смонтированы поворотная точильная головка и электродвигатель, а на второй — ползун с поворотным суппортом, на котором находится устройство фиксации дисковой пилы. Наклон головки устанавливается по шкале, расположенной на ее корпусе, с помощью регулятора и фиксируется зажимным винтом.

Ползун может перемещаться по двум цилиндрическим направляющим, которые рукояткой поворачиваются в обе стороны относительно нулевой точки шкалы на неподвижной стойке. Закрепленный на ползуне суппорт с зажимным устройством также имеет шкалу, предназначенную для отсчета поворотов вправо и влево. Подача и отвод пилы производятся рукояткой суппорта, а поворот на следующий зуб — вручную, с расфиксацией и повторной фиксацией прижима.
Виды станков для заточки дисковых пил
В качестве основных классифицирующих признаков станков для заточки пильных дисков обычно выделяют:
- предельный диаметр диска пилы;
- ориентацию рабочих органов;
- конструкцию механизмов позиционирования диска пилы и абразивного круга;
- показатели по диапазону и точности заточных углов.
Самыми распространенными являются станки, предназначенные для пил диаметром 400÷600 мм, с горизонтальной ориентацией суппорта и устройства крепления диска пилы. Оборудование, на котором затачивают пилы больших диаметров, имеет вертикальную ориентацию, причем привод со шлифовальным кругом располагается в верхней части, и его движение во время работы происходит сверху вниз.
В заточных станках для дисковых пил используется несколько наиболее распространенных компоновок, в основу которых положена подвижность или статичность рабочих органов и механизмов в процессе выполнения процесса заточки. Базовыми являются три основных типа, хотя встречаются и их разновидности и различные комбинации:
- Привод с абразивным диском неподвижен. Подача выполняется путем перемещения суппорта с пилой.
- Устройство фиксации пилы неподвижно. Рабочим органом является перемещаемая головка с приводом и заточным кругом.
- Подвижны как суппорт с закрепленной на нем пилой, так и узел с абразивным диском.

Во всех трех случаях наклон зуба пилы относительно торца абразива может быть реализован как на подвижном, так и на неподвижном функциональном узле. Точность позиционирования и угла наклона зависит от конкретной модели станка. По нормативу для дисковой пилы Ø400 мм отклонение линейных размеров заточенного зуба должно быть в пределах 0.2÷0.15 мм, а углов его режущих кромок — не более полутора-двух градусов.
На какие технические характеристики станков обращать внимание
Первый параметр, на который необходимо обратить внимание при выборе станка для заточки зубьев пильных дисков, — это предельные размеры диаметра пилы (минимальный и максимальный). Важным показателем, который также относится к геометрии дисковых пил, является величина посадочного отверстия.
Многие (но не все) поставщики оборудования комплектуют свои станки набором переходных втулок трех-четырех размеров. Если в выбранном вами станке их не будет, скорее всего, придется какие-то из них покупать или заказывать в токарной мастерской.
Еще один значимый параметр — это углы заточки, которые зависят от углов поворота абразивного круга и суппорта с зафиксированным на нем диске пилы. Если не предполагаются специальные виды заточки (например, трапециевидных зубьев), то вполне довольно стандартное значение – 30º. Для заточки скошенных зубьев необходимо, чтобы у станка была реализована возможность наклона абразивного круга под углом 15º.
Кромка заточного круга должна иметь линейную скорость резания порядка 10–15 м/с (зависит от типа абразива), поэтому его диаметр определяется производителем в соответствии с частотой вращения привода (или наоборот: электродвигатель подбирается исходя из размеров стандартного круга). Поэтому анализировать этот показатель почти бессмысленно. Здесь важен другой момент: насколько распространены и доступны по цене заточные круги, используемые в выбираемой модели. Ведь абразивные диски — это расходный материал, а стоят они недешево.

Мощность привода не имеет большого значения, т. к. за один проход снимается толщина всего в несколько десятых миллиметра.
Тем не менее, следует отметить, что в паспортах станков значение скорости вращения указывается для холостого хода, а при недостаточной мощности во время соприкосновения абразива с металлом электродвигатель может замедляться.
Особенности конструкции и функционирования станка, а также удобство его эксплуатации лучшего всего анализировать по видеороликам, которые владельцы различных (часто самых популярных) моделей выкладывают на YouTube. А ответы на более узкие вопросы можно получить на профильных форумах.
Недорогие станки от 5 до 30 тыс. рублей
К категории недорогих станков для заточки дисковых пил относятся как легкие малогабаритные устройства с упрощенной конструкцией и небольшой мощностью привода, так и популярные полнофункциональные модели. Все они представляют собой российские бренды, произведенные в Китае, и в целом имеют неплохие отзывы. Станок JMY 8-70 в России также продается под индексами MTY 8-70 и LTT JMY 8-70.
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
|---|---|---|---|---|---|---|
| 1 | «Калибр Мастер» ЭЗС-110 Дм | 400 | 110 | 2,4 | ручное | 6 000 |
| 2 | EINHELL BT-SH 90/350 | 350 | 110 | 5,7 | ручное | 6 500 |
| 3 | JMY 8-70 | 550 | 250 | 42 | ручное | 18 000 |
| 4 | «Кратон» SBS-600 | 600 | 370 | 54 | ручное | 25 000 |
| 5 | «Энкор Корвет» 472 | 600 | 370 | 45 | ручное | 27 000 |
Станки среднего диапазона от 30 до 150 тыс. рублей
Средний ценовой диапазон заточных станков для дисковых пил включает в себя оборудование как китайского, так и российского производства. Среди них обращает на себя внимание модель УЗС-2, которая имеет вертикальную компоновку и предназначена для работы с дисковыми пилами большого диаметра (до 1200 мм). У всех этих станков предусмотрена возможность обработки косых зубьев наклонным абразивным кругом.
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
|---|---|---|---|---|---|---|
| 1 | MF 126A | 600 | 370 | 45 | ручное | 33 000 |
| 2 | УЗС-2 | 1200 | 550 | 80 | ручное | 36 000 |
| 3 | CЗТП-600Т/600 ТМ | 70 | 250 | 55 | ручное | 50 000 |
| 4 | ТчБК | 560 | 370 | 130 | ручное | 110 000 |
Профессиональное оборудование от 150 тыс. до 1.5 млн рублей
Профессиональные заточные станки предназначены для использования в ремонтных цехах крупных лесопильных предприятий или сервисными компаниями, специализирующимися на работе с таким инструментом. Все они оснащены промышленными контроллерами с возможностью выбора программы обработки определенной модели пильного диска.
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
|---|---|---|---|---|---|---|
| 1 | MF1263 | 630 | 300 | 260 | автомат | 165 000 |
| 2 | Unimac 600А 288 000 | 630 | 300 | 250 | п/автомат | 288 000 |
| 3 | GRIGGIO GA U5 | 400 | 560 | 115 | п/автомат | 451 000 |
| 4 | OS-2M | 1500 | 1 100 | 270 | п/автомат | 525 000 |
| 5 | OTOMAT-96 | 750 | 1 000 | 850 | автомат | 1 500 000 |
Как сделать станок для заточки пил своими руками
В большинстве своем народные умельцы не ставят целью создать полноценный самодельный станок, предназначенный для различных диаметров и видов дискового инструмента. Как правило, ими собирается самое простое приспособление из подручных средств, предназначенное только для заточки собственных пил, которых у них чаще всего не более двух-трех разновидностей.
Причем затачивается обычно только передний угол пилы, а все доработки своего детища они производят по мере появления проблем и возникновения новых потребностей.
В Интернете предлагают за небольшие деньги приобрести чертежи заточного станка для дисковых пил, который выглядит вполне профессионально (см. фото ниже).

Судя по внешнему виду, многие детали для него нужно заказывать на стороне, причем с токаркой и фрезеровкой. На практике (есть видеоролик на YouTube) полный цикл обработки на таком станке одного зуба с переходом на другой занимает не менее 30 секунд. Для сравнения можно посмотреть скорость заточки на самоделках в видеороликах ниже.
Одно из самых распространенных решений при изготовлении самодельного заточного станка (в том числе и у зарубежных мастеров) — это использование платформы из толстой фанеры, которая по направляющим вместе с пилой надвигается на обычное электроточило с заточным кругом.
В видеоролике ниже показана именно такая конструкция, в которой использованы мебельные направляющие для выдвижных ящиков.
Это устройство изначально сориентировано на заданный угол заточки, а глубина подачи в нем выставляется двумя упорами. Позиция зуба после поворота фиксируется храповым механизмом, который в этой самоделке является самым сложным узлом.
Ниже еще один ролик с самодельным станком, сделанным по тому же принципу. Обратите внимание на скорость установки и заточки.
Другой пример относится к изделию, которое народный умелец собрал в полном смысле этого слова из металлолома. Кроме переходника на вал двигателя и тарельчатого алмазного круга, в этом станке все остальные детали изготовлены из вторчермета. Выглядит станок неказисто и несколько неустойчив, что признает и сам автор. Однако его универсальность впечатляет, да и используется он для профессиональных целей (похоже, что установлен в пилоточке при пилораме).
Пользоваться такой конструкцией без определенных навыков наверняка неудобно, но ее создатель судя по всему является профессиональным заточником.
Все, кто точит дисковые пилы своими руками, никогда не упоминают о заточке задней кромки, хотя на фабричных станках всегда указываются предельные углы для обеих кромок. Это особенности пил, которые они используют, или просто упрощенный подход к нормативной технологии? Интересно узнать ваше мнение по этому вопросу. Напишите, пожалуйста, что вы думаете об этом в комментариях к данной статье.
Как работает станок для заточки дисковых пил?
Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.

Станок для заточки дисковых пил Монолит ТД1-600
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.
1 Формы зубьев на пильных дисках
Их несколько, и появились они вследствие оптимизации воздействия режущей кромки на распиливаемый материал, который может иметь различные свойства.
Основными формами зубьев являются:
- прямая — используется при продольном распиливании, когда высокое качество не обязательно;
- косая (скошенный зуб) — имеет переменный правый и левый угол наклона задней (иногда и передней) плоскости. Используется для распила как в продольном, так и поперечном направлении. Наиболее распространенная форма для дисковых пил. Такая конфигурация удобна в использовании при подрезке плит с двухсторонним ламинированием, так как не дает сколов по краям пропила;
- трапециевидная — характеризуется долгим сроком удержания режущей кромки в остром состоянии. Обычно на пильных дисках зубья такой формы чередуются с прямыми зубьями, несколько возвышаясь над ними. Трапециевидные зубья, в этом случае, делают черновое пиление, а прямые зубья — чистовое;
- коническая — такая форма зубьев используется при вспомогательных операциях. К примеру, надрезается слой ламината для исключения появления осколков при основном распиливании.
Передняя грань всех зубьев имеет плоскую форму, но в некоторых видах дисковых пил — она вогнута.

Маркировки на дисковых пилах
Это позволяет качественно выполнять чистовое поперечное пиление.
к меню ↑
1.1 Углы заточки
Заточка зубьев дисковой пилы проводится с учетом четырех основных углов, которые образуются на пересечении плоскостей:
- передний угол;
- задний угол;
- углы скоса передней и задней плоскости.
Как вспомогательный, учитывается еще угол заострения, который задается величиной передних и задних углов.
Углы заточки зависят от назначения пилы:
- для продольного пиления подходит величина переднего угла от 15 до 20 градусов;
- при поперечном пилении — от 5 до 10 градусов;
- при универсальном применении, в среднем — 15 градусов.

Основные типы зубьев твердосплавных дисковых пил
Углы заточки важно учитывать не только по направлению распила, но и по твердости дерева — чем оно тверже, тем меньшими должны быть передние и задние углы.
к меню ↑
2 Оборудование для заточки пильных дисков
Таковым являются заточные станки для дисковых пил, которые конструктивно выполнены в следующих вариациях:
- при заточке перемещается только пила (двигатель с точильным кругом неподвижен);
- перемещаться могут и затачиваемая пила и двигатель с кругом;
- перемещается только двигатель с закрепленным на нем точильным кругом (пильный диск остается неподвижным).
В качестве стандартного примера заточного станка может послужить устройство, которое состоит из двух узлов — двигателя, с насаженным на его вал точильным кругом, и суппорта на котором крепится затачиваемая дисковая пила.
Для обеспечения угловой заточки в этом устройстве должна быть предусмотрена система, позволяющая изменять угол наклона полотна (для зубьев у которых скошена передняя плоскость).
к меню ↑
2.1 Станок JMY8-70
Электрический заточной станок JMY8-70, который производится в Китае, имеет достаточно большое количество положительных отзывов. Некоторые мастера берут его устройство за основу, когда собирают своими руками самодельный станок для собственных нужд.
Станок JMY8-70 предназначен для затачивания дисковых пил, которые изготовлены из твердых быстрорежущих сплавов. На станке возможна обработка передней и задней плоскости зубьев, а также выполнение угловой заточки.
- имеет алмазный шлифовальный круг, диаметр которого равен 125 мм;
- оборудован наклонным держателем пилы, что позволяет производить угловую заточку;
- корпус выполнен из литой стали, применяемой в авиационной промышленности;
- устанавливается на резиновых прокладках, которые значительно уменьшают воздействие вибрации на обрабатываемый материал;
- имеет простую регулировку, с которой может справиться даже не специалист.
Завод изготовитель при отгрузке комплектует станок подробной инструкцией, в которой подробно описаны все возможные функции устройства и способы их выполнения.

Электрический заточной станок JMY8-70
- шлифовальный круг имеет размеры — 125×10х8 мм;
- точильный круг может поворачиваться на угол до 20 градусов;
- диаметр затачиваемой пилы — от 70 до 800 мм;
- скорость вращения шлифовального круга — 2850 оборотов в минуту;
- вес — 35 кг.
2.2 Самодельный заточной станок
Очень много людей, при работе своими руками, пользуются дисковыми пилами из твердых сплавов не регулярно, а время от времени. Поэтому покупать заводское оборудование не имеет экономического смысла. Самодельный заточной станок — отличное решение, которое позволит не обращаться к сторонним организациям.
Основным аргументом является то, что при заточке своими руками дисковой пилы на обычном точильном кругу, очень трудно выдерживать необходимые углы заточки. Поэтому и необходимо приспособление, которое позволит фиксировать пильный диск в конкретно заданном положении по отношению к точильному кругу.
Самодельный станок, на котором можно затачивать дисковые пилы своими руками, может состоять из следующих узлов и деталей:
- закрепленный электрический двигатель с возможностью насадки на его вал шлифовального диска;
- стол-подставка, поверхность которого расположена на одном уровне по высоте с осью вращения заточного круга;
- обеспечение наклона подставки при помощи петель с одной стороны и вращающихся (изменяющих высоту) винтов с другой. Это позволит выполнять угловую заточку по передней и задней плоскости;
- фиксаторы, позволяющие закрепить диск пилы. Для этого на поверхности подставки делается паз для оправки, на которую устанавливается пила. Передвижение оправки, вместе с диском, по пазу позволит выдерживать необходимый угол заточки зубьев;
- устройство для передвижения электродвигателя или подставки для угловой заточки дисковых пил с разным диаметром;
- наличие упоров для надежной фиксации инструмента при проведении работ.

Самодельный заточный станок, предназначенный для алмазной заточки дисковых пил с твердосплавными напайками
2.3 Заточка дисковых пил
Последовательность выполнения операций при заточке передней плоскости зуба твердосплавной дисковой пилы:
- пила размещается на оправке и закрепляется конусной втулкой при помощи гайки;
- выставляется четко по горизонтали при помощи маятникового угломера, при этом угол скоса передней плоскости оказывается равным нулю;
- перемещая оправку по горизонтали с установленным диском, выставляется заданный передний угол заточки. Проще говоря — диск передвигается таким образом, что передняя плоскость ее зуба плотно прилегает к поверхности точильного круга;
- используя маркер, делается отметка — с какого зуба началась заточка;
- при включенном электрическом двигателе производится несколько движений пилы вперед и назад с прижатием к рабочей поверхности точильного круга затачиваемой поверхности;
- толщина снятия металла регулируется прижимным усилием и количеством поступательных движений;
- после того как первый зуб заточен, пила выводится из контакта с точильным кругом и поворачивается вокруг своей оси на один зуб, который будет следующим при заточке;
- операция повторяется по количеству зубьев на диске пилы.
2.4 Обзор станка для заточки дисковых пил JMY8-70 (видео)
Источник