- Самостоятельное изготовление станка для заточки дисковых пил
- Самостоятельное изготовление станка для заточки пил
- Станочный агрегат JMY8-70 – польза и отличительные особенности
- Процесс заточки дисковых пил своими руками
- Заточка дисковых пил
- Материал и свойства твердосплавных зубьев
- Геометрия твердосплавных зубьев
- Углы заточки зубьев
- Основные принципы заточки
- Оборудование и материалы для заточки пильных дисков
- Процесс заточки пильных дисков
- Если нет станка для заточки пильных дисков
- Контроль качества заточки
Самостоятельное изготовление станка для заточки дисковых пил
Во время эксплуатации большинство режущих инструментов притупляется. Это во многом относится и к дискам для пиления, которые нужно затачивать на регулярной основе. Именно это является гарантией действительно качественной распиловки деревянных изделий. Проще всего заточить притупившиеся зубья – это использовать стандартный напильник.
Но чтобы работа собственными руками была в полной мере плодотворной, необходимо обращаться за помощью к настоящему профессионалу. Только он способен заточить режущий инструмент так, чтобы им можно было квалифицированно пользоваться.
Намного легче и эффективней в такой ситуации использовать станок, выполненный своими руками, для качественной заточки острых поверхностей пил, а также агрегат для обработки дисковых ножей.
Самостоятельное изготовление станка для заточки пил
Когда в наличии имеется электрический агрегат для заточки острых поверхностей, значения не имеет заводского он производства или домашнего. Особенно данная тема актуальна, когда речь идет о том, чтобы качественно заточить зубья, которые сделаны с учетом разных геометрических форм и углов для точения. Таких механизмов несколько и они стали следствием оптимизации обработки режущей поверхности, которые имеют разные свойства.
Наиболее часто встречаемые формы зубчатой поверхности:
- В форме прямой, когда забота о качестве выполнения не обязательна.
- В форме скошенного зуба; Имеются два угла наклонной поверхности: правая и левая. Как правило, используется в дисковых пилах. Очень часто используется в подрезке изделий с ламинированием по двум сторонам, ибо не выдает сколовых трещин ни по одному краю.
- В форме продолговатой трапеции. Поверхность способна долгое время удерживать кромку в остром положении, возвышаясь над зубьями под прямым углом. В такой ситуации зубья могут быть распилены по-черному, а при прямых зубьях – по-чистому.
- В форме конического обтекателя. Наиболее часто встречается в работах на вспомогательных началах. Чаще всего, надрезают поверхностное сечение ламината, не допуская осколков при осевом распиливании.
С передней стороны все зубья состоят в форме плоской поверхности, но некоторые разновидности пилы имеют вогнутую поверхность. Сама дисковая пила имеет четыре главных угла, которые формируют определенную форму в пересекающей плоскости:
- угол, расположенный с передней стороны;
- угол, образующий заднюю поверхность;
- скашивающиеся углы в плоскости переднего и заднего входа.
В качестве дополнительного угла учитывают также вариант с заострением угла, который формирует совокупность углов переднего и заднего ряда. В действительности же угол заточки непосредственно зависит от того, для каких целей предназначается пила.
- Для пиления продольным способом используют пилы с размерными характеристиками при переднем угле в 15- 20 градусов.
- Поперечное пиление для дисковой пилы выполняется при соотношении 5-10 градусов.
- Универсальные характеристики дают возможность увеличить градус наклона до 15 градусов.

Именно по таким принципам определяется станок заточной для пиления дисковым способом. Станки такого типа имеют определенную конструкцию при выпиливании одинарным способом:
- Во время работы станка для заточки дисковых пил происходит перемещение только пилы (сам двигатель остается в исходном состоянии).
- Во время работы в движения приходят два элемента: пила для затачивания и мотор с двигательным круговым параметром.
- Перемещаются также два стандартных элемента: пила и мотор.
Типичным примером выступает стандартный самодельный станок для заточки дисковых пил, который может быть агрегатом, состоящим из двух взаимосвязанных элементов:
- Точильный двигатель со съемным валом.
- Суппортная площадка, которая крепится к дисковому основанию.
Чтобы обеспечить полноценный угол заточки элемента в агрегате всегда предусматривается наличие системы, которая дает возможность содействовать изменению наклонной поверхности на полотне с зубчатой поверхностью.
Станочный агрегат JMY8-70 – польза и отличительные особенности
Современные заточные станки для дисковых пил, таких как JMY8-70 имеют на сто процентов китайскую сборку и целиком и полностью представляет собой высококачественный агрегат, годный для долгосрочной эксплуатации. Многие специалисты по самостоятельной сборке агрегата берут данное устройство в пример, когда возникает необходимость сделать станок своими руками.
Преимущества данной системы:
- В основе лежит свой круг для обработки детали посредством алмазного нагревателя, минимальный размер радиуса – 65 мм.
- Пила оснащена наклонным суппортом, он и дает возможность осуществлять заточку изделия под необходимым углом пилой своими руками.
- Корпусная поверхность производится из специальной литой стали, главным образом используемой в авиастроении.
- Агрегат инсталлируют на резиновые прокладочные материалы. Они позволяют максимально снизить вибрационную составляющую при обработке материала и давать возможность пить либо подливать воду время от времени для недопущения остановки механизма.
- Механизм регулируется крайне легко и просто. Даже малоквалифицированный персонал способен управлять данным агрегатом, в том числе совсем не подготовленные специалисты.
При отгрузке товара заводом-производителем для эффективного управления агрегатом прилагают подробную инструкцию, которая в полной мере описывает все сильные стороны агрегата и методы работы с ними.
Основные технические характеристики, связанные с устройством JMY8-70:
- Размеры круга для шлифовальной обработки имеют трехгранные параметры: 117×9х7 мм;
- Затачиваемый круг способен поворачиваться на угол не менее 20 градусов.
- Диаметральная поверхность пилы для заточки составляет не менее 70-800 мм.
- Стандартный шлифовальный круг приводится в движение в считанные секунды, а его скорость вращательного момента достигает 2900 оборотов в минуту.
- Вес агрегата – 35 кг.
Многие люди, которые используют ручной труд, применяют дисковые пилы из сложных составляющих не на регулярной основе, а в зависимости от необходимости. Таким образом, покупка заводского оборудования может вылиться в ненужные финансовые затраты. Лучшим решением для домашней работы является использование самодельного заточного станка для дисковых пил. Именно поэтому обращение к сторонним компаниям не имеет смысла.
Обычный агрегат для самостоятельной выточки детали включает в себя:
- Электромотор с закрепленной насадкой для шлифовального диска.
- Подставная площадка, чаще всего на поверхности которой есть возможность располагать ось вращения заточного круга.
- Наклон подставки обеспечивается посредством петель с одной из сторон, а также благодаря вращающемуся моменту – с другой стороны. Это дает возможность выполнить заточку агрегата по передней и задней поверхности.
- Дисковая грань фиксируется за счет специальных держателей, на которых и крепятся пилы. По этой причине на поверхность устанавливают специальный паз, на котором и фиксируется пила. Строгое соблюдение правил инструкции дает возможность выдержать угол заточки зубьевых поверхностей.
- Устройства для обработки материала имеют разные диаметры.
- Обязательно должны быть качественные упоры для надежной фиксации агрегата.
Видео: самодельный заточной станок дисковых пил.
Процесс заточки дисковых пил своими руками
Основная последовательность для качественной работы включает в себя следующие моменты:
- Как правило, заточенную пилу размещают на оправке и зажимают конусным втулочным механизмом посредством вкручивания гайки.
- Посредством использования угломера, изделие становится четко горизонтальным, при этом угол скоса становится не более нуля. Фиксация происходит за счет использования маятникового угломера.
- Осуществляя перемещение оправки по горизонтальной поверхности с инсталлированным диском, устанавливают особый угол для заточки поверхности детали; передняя плоскость точильного элемента плотно соприкасается с несущей частью точащего кругового элемента.
- Для правильного определения, с какого зуба нужно начинать заточку, используют яркий маркер.
- Включая электромотор, применяют ряд распиливаний, прижимая деталь к поверхностной части с внутренней и с внешней стороны, подлежащей затачиванию.
- Насколько плотный слой металла будет снят, зависит только от усилия прижимом, а также количеством движений поступательного характера.
- После заточки первого зубца, пила выводится из круга для точильных операций и проворачивается на один зуб, он же становится следующим во время точения.
- Операция проходит необходимые стадии в зависимости от количества зубьев, которые нужно заточить.
Источник
Заточка дисковых пил
Материал и свойства твердосплавных зубьев
В отечественных пилах в качестве материала для режущих пластин используются спеченные вольфрамокобальтовые сплавы марок ВК (ВК6, ВК15 и пр. цифра означает процентное содержание кобальта). У ВК6 твердость 88,5 HRA, у ВК15 — 86 HRA. Иностранные производители применяют свои сплавы. Твердые сплавы ВК состоят в основном из карбида вольфрама сцементированного кобальтом. Характеристики сплава зависят не только от его химического состава, но и размера зерна карбидной фазы. Чем меньше зерно, тем выше твердость и прочность сплава.
Крепят твердосплавные пластины к диску высокотемпературной пайкой. В качестве материала для пайки, в лучшем случае, используются серебряные припои (ПСр-40, ПСр-45), в худшем случае — медно-цинковые припои (Л-63, МНМЦ-68-4-2).
Геометрия твердосплавных зубьев
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Зубья могут иметь наклон не только задней, но и передней плоскости.
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Углы заточки зубьев
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Основные принципы заточки
При распиловке массивных заготовок, быстрому износу подвергаются и боковые грани.
Не следует допускать чрезмерного затупления пилы. Радиус скругления режущей кромки не должен превышать 0,1-0,2 мм. Помимо того, что при работе сильно затупленной пилой резко падает производительность, на ее заточку уходит в несколько раз больше времени, чем на заточку пилы с нормальным затуплением. Степень затупления можно определить как по самим зубьям, так и по виду пропила, который они оставляют.
Правильная заточка дисковых пил заключается в том, чтобы одновременно с обеспечением должной остроты режущей кромки, обеспечить максимальное количество заточек, которое в оптимальном случае может достигать 25-30 раз. С этой целью твердосплавный зуб рекомендуется затачивать по передней и задней плоскостям. В сущности, зубья можно затачивать и по одной передней плоскости, но при этом количество возможных заточек оказывается почти в два раза меньше, чем при заточке по двум плоскостям. Рисунок внизу наглядно демонстрирует, почему это происходит.
Последний проход при заточке пильных дисков рекомендуется делать по задней плоскости зуба. Стандартная величина съема металла — 0,05-0,15 мм.
Перед заточкой необходимо очистить пилу от загрязнений, например смолы, и проверить значения углов заточки. На некоторых пилах они написаны на диске.
Оборудование и материалы для заточки пильных дисков
При использовании абразивных кругов (особенно алмазных) желательно осуществлять их охлаждение СОЖ.
С повышением температуры микротвердость абразивных материалов снижается. Повышение температуры до 1000°С уменьшает микротвердость почти в 2-2,5 раза по сравнению с микротвердостью при комнатной температуре. Повышение температуры до 1300°С вызывает снижение твердости абразивных материалов почти в 4-6 раз.
Применение воды для охлаждения может привести к появлению ржавчины на деталях и узлах станка. Для устранения коррозии к воде добавляют мыло и определенные электролиты (углекислый натрий, кальцинированная сода, тринатрийфосфат, нитрит натрия, силикат натрия и т.д.), которые образуют защитные пленки. При обычном шлифовании чаще всего пользуются мыльным и содовыми растворами, а при чистовом шлифовании — низкоконцентрированными эмульсиями.
Однако при заточке пильных дисков в домашних условиях с малой интенсивностью заточных работ, к охлаждению круга прибегают не так уж и часто, — не желая тратить на это время.
Для увеличения производительности заточки абразивными кругами и уменьшения удельного износа, следует выбирать наибольшую зернистость, которая обеспечивает требуемую чистоту поверхности затачиваемого зуба.
Для выбора зернистости абразива, в соответствии со стадией заточки, можно воспользоваться таблицей в статье про бруски для заточки. Например, в случае использования алмазных кругов, для черновой заточки могут использоваться круги с размером зерна 160/125 или 125/100, для чистовой — 63/50 или 50/40. Круги с размером зерна от 40/28 до 14/10 используются для удаления зазубрин.
Окружная скорость круга при заточке твердосплавных зубьев должна быть около 10-18 м/с. Это означает, что при использовании круга диаметром 125 мм скорость вращения двигателя должна быть около 1500-2700 об/мин. Заточка более хрупких сплавов производится при меньшей скорости из данного диапазона. При заточке твердосплавных инструментов применение жестких режимов приводит к образованию повышенных напряжений и трещин, а иногда и к выкрашиванию режущих кромок, при этом повышается износ круга.
При использовании станков для заточки дисковых пил, изменение относительного положения пилы и заточного круга может быть реализовано разными способами — перемещением одной пилы (двигатель с кругом неподвижен), одновременным перемещением пилы и двигателя, перемещением только двигателя с кругом (пильный диск неподвижен).
Выпускается большое количество заточных станков различной функциональности. Наиболее сложные и дорогие программируемые комплексы способны обеспечить полностью автоматический режим заточки, при котором все операции выполняются без участия рабочего.
В наиболее простых и дешевых моделях после установки и закрепления пилы в положении, обеспечивающем необходимый угол заточки, все дальнейшие операции — поворот пилы вокруг своей оси (проворот на зуб), подача на шлифовку (введение в контакт с кругом) и контроль толщины снимаемого с зуба металла — производятся рабочим вручную. Такие простые модели целесообразно использовать в домашних условиях, когда заточка дисковых пил носит эпизодический характер.
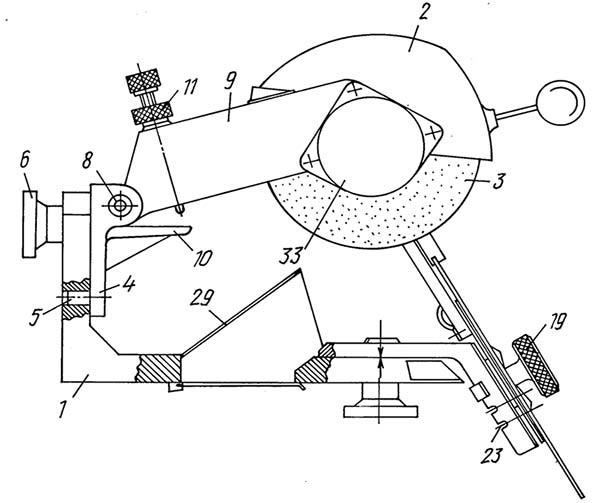
Примером простейшего станка для заточки дисковых пил может служить система, фотография которой представлена на фото ниже. Она состоит из двух основных узлов — двигателя с кругом (1) и суппорта (2), на котором устанавливается затачиваемая пила. Механизм поворота (3) служит для изменения угла наклона полотна (при заточке зубьев со скошенной передней плоскостью). С помощью винта (4) пила смещается вдоль оси абразивного круга. Этим обеспечивается установка необходимого значения переднего угла заточки. Винт (5) служит для установки в нужное положение ограничителя, препятствующего чрезмерному вхождению круга в межзубовую впадину.
Процесс заточки пильных дисков
Пила устанавливается на оправку, зажимается с помощью конусной (центрирующей) втулки и гайки, затем выставляется в строго горизонтальном положении посредством механизма (3). Тем самым обеспечивается угол скоса передней плоскости (ε1) равный 0°. У станков для заточки дисков, не имеющих в механизме наклона встроенной угловой шкалы, это делается с помощью обычного маятникового угломера. В этом случае следует проверить горизонтальность станка.
Вращением винта (4) механизма, обеспечивающего горизонтальное перемещение оправки с кругом, устанавливается необходимый передний угол заточки. Другими словами, пила передвигается в положение, при котором передняя плоскость зуба плотно прилегает к рабочей поверхности круга.
Маркером делается отметка зуба, с которого начинается заточка.
Включается двигатель и производится заточка передней плоскости — вводом зуба в соприкосновение с кругом и несколькими движениями пилы взад-вперед с одновременным прижимом зуба к кругу. Толщина снимаемого металла регулируется количеством затачивающих движений и усилием прижатия зуба к абразивному кругу. После заточки одного зуба пила выводится из контакта с кругом, проворачивается на один зуб и операция заточки повторяется. И так до тех пор, пока отметка маркера не сделает полный круг, свидетельствуя о том, что все зубья заточены.
Заточка зуба, скошенного по передней плоскости. Отличие заточки скошенного зуба от заточки прямого состоит в том, что пилу необходимо устанавливать не горизонтально, а с наклоном — с углом, соответствующим углу скоса передней плоскости.
Угол наклон пилы устанавливается с помощью того же маятникового угломера. Сначала выставляется положительный угол (в данном случае +8°).
После чего производится заточка каждого второго зуба.
После заточки половины зубьев угол наклона полотна пилы меняется с +8° на -8°.
И снова затачивается каждый второй зуб.
Заточка по задней плоскости. Чтобы заточить зуб по задней плоскости необходимо, чтобы станок для заточки пильных дисков позволял устанавливать пилу таким образом, при котором задняя плоскость зуба будет находиться в одной плоскости с рабочей поверхностью абразивного круга.
Если нет станка для заточки пильных дисков
Точно выдерживать необходимые углы заточки, держа пилу в руках на весу — задача непосильная даже для человека с уникальным глазомером и завидной твердостью рук. Самое разумное в этом случае — изготовить простейшие приспособление для заточки, дающее возможность фиксировать пилу в определенном положении по отношению к кругу.
Наиболее простым из таких приспособлений для заточки дисковых пил является подставка, поверхность которой находится на одном уровне с осью заточного круга. Положив на нее пильный диск, можно обеспечить перпендикулярность передней и задней плоскостей зуба по отношению к полотну пилы. А если верхнюю поверхность подставки выполнить подвижной, — закрепив одну сторону шарнирно, а другую, — оперев на пару болтов, которые могут вворачиваться и выворачиваться — то её можно будет устанавливать под любым наклоном, получая возможность затачивать косой зуб по передней и задней плоскостям.
Правда, в этом случае остается нерешенной одна из основных проблем — выдержка одинакового переднего и заднего углов заточки. Решить эту задачу можно, зафиксировав центр пилы относительно абразивного круга в нужном положении. Один из способов реализации этого — сделать на поверхности подставки паз для оправки, на которую устанавливается пила. Двигая оправку с кругом по пазу, можно будет выдерживать необходимый передний угол заточки зуба. Но для заточки дисковых пил с разным диаметром или углом заточки, должна быть возможность либо передвигать двигатель, либо подставку и с ней паз. Другой способ обеспечить требуемый угол заточки более простой, и заключается в установке на столике упоров фиксирующих диск в нужном положении. В конце статьи есть видео с демонстрацией такого приспособления.
Контроль качества заточки
ГОСТ 9769-79 устанавливает определенные значения допусков на параметры заточки. Торцевое биение вершин зубьев не должно превышать 0,2 мм (для пил диаметром до 400 мм), радиальное — 0,15 мм. Биение проверяется с помощью обычного стрелочного индикатора.
Отклонения углов заточки не должно превышать:
- для переднего угла — ±1°30′;
- для заднего угла и углов скоса передней и задней плоскостей — ±2°;
Видео:
Источник