- Самодельные и заводские струбцины для сварочных работ
- Большой выбор
- Конструкционные особенности углового зажима
- Вариации конструкции
- F- образная форма
- Основание
- Прижим
- Прижим для сварочных работ своими руками
- Варианты сварочных струбцин своими руками
- Устройство угловой струбцины для сварки
- Способы изготовления своими руками
- Конструкция из фанеры
- Конструкция из металла
Самодельные и заводские струбцины для сварочных работ
Среди множества важных приспособлений на сварочном столе можно найти струбцины для сварки. Они позволяют увеличить скорость сборки узлов и выполнить их с соблюдением основных размеров согласно чертежу.
Выпускаются промышленные образцы разнообразных по форме струбцин, но в домашних условиях вполне реально изготовить надежную и удобную струбцину для сварочных работ самостоятельно.

Большой выбор
Струбцины выпускают не только для сварки, они применяют в столярном деле. Для слесарных работ тоже производят аналогичные приспособления. Удобная угловая струбцина для сварочных работ – это незаменимый инструмент, без которого иногда просто не обойтись.
Струбцины отличаются по формам и размерам, могут предназначаться для определенного размера заготовок или применяться как тиски для сварки с надежной фиксацией деталей.
Существуют также струбцины, предназначенные для сварки трубопроводов. Это конструкции на шарнирах и винтах, позволяющие зажимать трубу определенного диаметра.
На струбцинах может использоваться кулачковый фиксатор заготовки или винт, помогающий отрегулировать расстояние между зажимами. На сварочном столе должны присутствовать несколько типов и размеров струбцин, в зависимости от выполняемых операций и размеров деталей. Самая простая и надежная самодельная конструкция сварочной струбцины – это угловое приспособление, сделать которое достаточно просто.
Конструкционные особенности углового зажима
 Угловые струбцины предназначены для соединения трубной заготовки, различной по конфигурации, под разнообразными углами. Это может быть сборка рамной конструкции для калитки, готовых узлов трубопровода или отопительных регистров.
Угловые струбцины предназначены для соединения трубной заготовки, различной по конфигурации, под разнообразными углами. Это может быть сборка рамной конструкции для калитки, готовых узлов трубопровода или отопительных регистров.
В зависимости от угла соединения струбцины для сварки могут быть с постоянным градусом стыка, или с возможностью выставления различных углов. Аспекты, на которые необходимо обращать внимание, разрабатывая эскиз и выполняя чертежи:
- для более надежной стыковки и фиксации деталей необходимо подбирать достаточную толщину прижимных губок. Это позволит избежать больших деформаций при сварке конструкции;
- следует обращать внимание на прижимные винты. Лучшим вариантом для струбцины будут гайки, и прижимные детали из меди или обмедненной стали с винтовой резьбой. Такое прижимное устройство прослужит дольше. При отсутствии винтовой резьбы, можно использовать метрическую, но с наиболее большим шагом;
- величину рабочей поверхности при стыковке и сварке деталей. Лучший вариант – это возможность сварки с 3 сторон узла, находящегося в зажатом положении.
Конструкция струбцины представляет собой основу с упорами. Упоры могут фиксироваться под определенным углом или с возможностью регулировки градуса стыковки.
Для фиксации на основу наваривается гайка с вкрученным в нее винтом. Такая конструкция позволяет закреплять заготовки различные по размерам. Стандартно для нормальных условий работы принят максимальный размер 400 мм. Для больших размеров необходимо будет применять стапеля.
Вариации конструкции
 На конце винта, в зависимости от фантазии мастера, можно изготовить штурвал для зажима деталей. Но самая простая и распространенная конструкция струбцины – это приваренная или зафиксированная другими способами перемычка небольшого размера из квадратной трубы или прутка.
На конце винта, в зависимости от фантазии мастера, можно изготовить штурвал для зажима деталей. Но самая простая и распространенная конструкция струбцины – это приваренная или зафиксированная другими способами перемычка небольшого размера из квадратной трубы или прутка.
Для фиксации небольших деталей во время сварки вполне достаточно сделать простейшую струбцину в форме английской буквы G. Для этого можно из профиля с помощью подрезов и загибов выполнить основную раму данной конфигурацией. На верхней части приваривают гайку с винтом, и самая простая струбцина готова.
Несмотря на свою простоту, она будет надежно фиксировать небольшие детали, помогать в работе со сваркой. Винт лучше брать с подвижным пятаком на одном краю, чтобы надежно фиксировать заготовки, не двигая их при затяжке.
Наиболее распространенной является струбцина с возможностью регулировки в зависимости от размеров заготовки. Это приспособление требует установки его на жесткую поверхность рабочего стола для сварки или на металлический верстак мастера.
F- образная форма
Для того чтобы облегчить работу, потребуется приготовить несколько простых струбцин. Заранее надо подготовить небольшие обрезки любого профиля, гайку с винтом и крепежные болты. Угловые струбцины для сварки изготавливают в 2 этапа.
Основание
Понадобятся три обрезка профильной трубы. Профиль можно использовать любой, который есть под рукою, но лучше взять с разными размерами полок. К примеру, труба 25/60 может послужить отличной заготовкой для основания.
Отрезают детали длиной 300, 200, 100 мм. Распределяют меньший отрезок посередине длинного и прихватывают их. Получилось основание 180 мм по ширине.
От большего края размечают и зарезают углы под 450. Отрезок профиля длинной около 150 мм приваривают посередине длинной части основы. На эту деталь будет крепиться гайка с зажимным винтом.
Отрезают уголок или профиль по длине скоса на основании и прихватывают отрезки к торцу основания. Данные части конструкции служат как направляющие заготовки и как упоры при фиксации.
Проваривают все стыки и хорошо зачищают их болгаркой с зачистным камнем. Основание угловой струбцины для сварки готово, можно переходить к финальной части сборки.
Прижим
Остается изготовить прижим. Для этого на конце прямого обрезка, отходящего от основания, на достаточном расстоянии приваривают гайку с накрученным винтом. Для предотвращения повреждения резьбы при сварке винт необходимо хорошо смазать солидолом или другой густой смазкой.

Теперь отрезают две детали по 100 мм, концы зарезают под 450, стыкуют и проваривают деталь. Это будет поджимная планка. Ее можно сделать из уголка или профиля. Можно загнуть ее полукругом. В любом варианте, важно чтобы она надежно фиксировала части конструкции.
На небольшом расстоянии от внутреннего угла прижима приваривают стальную пластину толщиной 4-5 мм. Затем прожигают отверстие для прохода конца винта.
Зачищают стыки болгаркой. Вставляют конец винта в отверстие в пластине, и на его край приваривают фиксатор. На другой конец приваривают рукоятку для вращения.
Конструкция струбцины для сварки в угловом варианте готова. Это наиболее простой вариант струбцины, который несложно выполнить своими руками. Можно сделать приспособление с несколькими винтами фиксации или с изменяемым углом стыковки заготовок.
Изготовить угловые тиски для сварщика достаточно просто. Теперь остается прикрепить струбцину жестко с помощью электросварки к столу или верстаку. Можно просверлить отверстия в сварочном столе и зажать струбцину для сварки с помощью болтового соединения.
Самая распространенная струбцина позволит соединить детали под прямым углом для врезки стоевых или для сборки калитки или ворот.
Источник
Прижим для сварочных работ своими руками
Здравствуйте, уважаемые читатели и самоделкины!
При сооружении самых разнообразных металлоконструкций необходимо фиксировать элементы между собой перед выполнением сварки. Для этого применяются самые разнообразные прижимы, струбцины, и магнитные уголки.
В данной статье автор YouTube канала «Be Creative» расскажет Вам, как он сделал простой прижим для этих задач.

Это приспособление можно изготовить буквально за несколько минут, для чего сгодятся обрезки стальных уголков или профильных труб.
Материалы , необходимые для самоделки.
— Стальной швеллер, уголок
— Болты М8 с головкой под шестигранный шлиц
— Машинное масло.













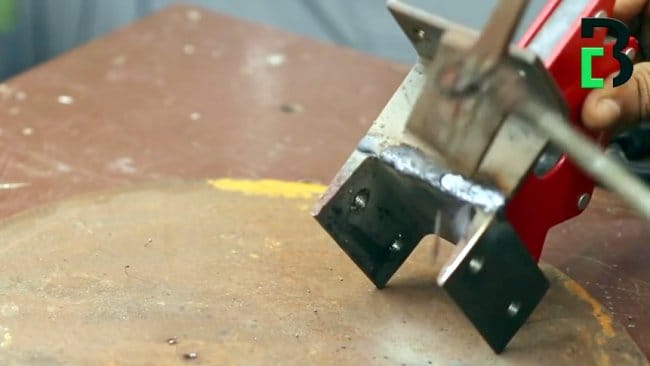








С его помощью удобно соединять профильные трубы или другие элементы конструкций внахлест, при этом имеется доступ к верхнему и двум боковым швам.
Конечно же, уголок можно приварить к швеллеру под любым другим углом (например, 45 градусов). Это позволит соблюдать нужный угол, используя устройство как угольник.
Также можно сделать поворотное соединение уголка и швеллера, и выставлять нужный угол в зависимости от поставленной задачи.




Благодарю автора за простое, но полезное приспособление для разнообразных сварочных работ.
Всем хорошего настроения, крепкого здоровья, и интересных идей!
Подписывайтесь на телеграм-канал сайта, чтобы не пропустить новые статьи.
Авторское видео можно найти здесь.
Источник
Варианты сварочных струбцин своими руками
Сборка струбцин своими руками из металла или фанеры. Конструктивные особенности, область применения фиксатора. Преимущества использования угловых струбцин для сварочных работ.

Даже несложные сварочные работы требуют профессионального отношения к делу. Для получения соединений максимально возможного качества в большинстве случаев необходимо использование специальных приспособлений. К их числу относятся угловые струбцины для сварки, которые можно собрать из металла своими руками. Применение фиксатора позволяет надежно фиксировать соединяемые заготовки, что ускоряет и облегчает процесс получения сварочного шва. Для изготовления потребуется нехитрый набор инструментов, подручные материалы и готовые чертежи струбцин, в соответствии с которыми будет выполняться работа.

Устройство угловой струбцины для сварки
Струбцина – это своеобразные угловые тиски универсального применения, служащие для фиксации металлических заготовок перед сваркой в удобном положении под требуемым углом. В зависимости от способа закрепления детали могут применяться приспособления, отличающиеся конструкцией, формой и размерами.
Опытные сварщики всегда пользуются несколькими типами струбцин, так как в процессе работы может возникнуть потребность в соединении заготовок различной конфигурации.
Серийно выпускается множество моделей угловых струбцин, предназначенных для выполнения определенных работ. Например, для устройства трубопровода может одновременно использоваться несколько приспособлений, устанавливающих свариваемые элементы под углами 15, 30, 45 или 90 градусов. Без применения зажима точно установить детали затруднительно, особенно для работ, требующих высокой точности.
Конструкция угловых струбцин для сварки обладает следующими особенностями:
- Губки прижимных элементов имеют большую толщину, что позволяет увеличить жесткость соединения заготовок, исключить выгибание сварочного шва.
- Дополнительное использование зажимных винтов предотвращает спаивание участка угловой струбцины с резьбой при разбрызгивании расплавленного металла. Это способствует увеличению срока службы сварочного оборудования.
- При производстве электродной сварки под определенным углом применение зажима позволяет расширить рабочую зону.
Конструкция струбцины состоит из двух элементов:
- подвижной части с зажимным винтом, предназначенным для регулирования степени прижатия заготовок;
- рамы.
Передача усилия на зажимные плоскости, а от них – на фиксируемые детали осуществляется посредством Т-образных рукоятей. Выплавленные из чугуна скобы способны выдержать любые температуры, образуемые при выполнении сварки.
Выбирая угловую струбцину, в первую очередь следует ориентироваться на вид предполагаемых работ:
- приспособления G-образной формы больше подходят для крепления заготовок небольшой толщины;
- F-зажимы, оснащенные регулируемым прижимным механизмом, используются для обработки деталей внушительных размеров.
Угловые быстрозажимные струбцины могут устанавливаться в гаражах, небольших мастерских и цехах на рабочих столах и верстаках с ровной поверхностью.
Способы изготовления своими руками
Конструкция из фанеры
Независимо от конструкции основное предназначение приспособлений – жесткий зажим заготовок для их последующего сваривания либо наплавления поверхности. Угловые фиксаторы, изготовленные из фанеры, позволяют соединять как металлические детали, так и заготовки из дерева.

- пара брусков из твердых сортов древесины толщиной 25 мм;
- лист фанеры толщиной не менее 12 мм;
- крепежные элементы: шпильки, саморезы;
- ножовка либо лобзик;
- дрель.
Из фанерного листа вырезается квадрат размером сторон 250 или 300 мм, к которому под прямым углом прикрепляются бруски.

Угол следует установить максимально точно, так как от него в будущем будет зависеть правильное закрепление заготовок относительно друг друга.
Сначала бруски следует приклеить, дождаться схватывания клея и прозенковать дрелью. В полученные отверстия вкручиваются саморезы или иные крепежные детали. От центра колодок необходимо провести перпендикулярные линии, вдоль которых будут перемещаться винтовые шпильки.
Также требуется подготовить подвижные бруски, которые соединяются со шпилькой. При вкручивании ее деталь будет придвигаться к угловой колодке.

При изготовлении угловой струбцины из массивного материала, например ДСП, для брусков следует подобрать материал большей толщины.
Конструкция из металла

Для изготовления основания потребуется листовой материал толщиной 8–10 мм. Для закрепления можно применить уголок соответствующего размера. Соединение элементов удобно выполнять электросваркой.
- Для винтового зажимного механизма между собой свариваются две гайки. Кронштейн с находящимся в центральной части резьбовым отверстием изготавливается высотой 30–40 мм. Для крепления рекомендуется использовать болтовое соединение, которое можно легко заменить при срыве резьбы.
- Особого внимания требует взаимное размещение прижимных губок. Необходимо идеально выставить прямой угол, так как при выполнении сварочных работ добиться их приемлемого качества будет невозможно. Сначала к зажиму приваривается один уголок, на него накладывается другой. Полученная конструкция плотно сжимается и приваривается на скобу.
- К боковым плоскостям фиксатора крепятся направляющие, обеспечивающие перемещение основания. По линии биссектрисы прижимного приспособления прорезается паз размером 8–10 мм.
- В верхнее основание струбцины закручивается болт. Резьба его не должна доходить до головки, что обеспечит свободное передвижение оснований относительно друг друга.

Пользуетесь ли вы струбциной дома или на работе? Изготовили вы ее своими руками или приобрели готовую в строительном магазине? С какими трудностями и особенностями выполнения сварки вы столкнулись при использовании приспособления? Поделитесь, пожалуйста, своим опытом в комментариях.
Источник