- Самодельные сверхбыстрые зажимные тиски с уникальным механизмом скольжения
- Инструмент, оборудование, материалы
- Пошаговая инструкция: как своими руками изготовить уникальные тиски
- Быстрозажимной механизм
- Профильная направляющая
- Корпуса подвижной и неподвижной губок
- Ходовой винт
- Пластины зажимных губок
- Окончательная сборка и отделка
- Смотрите видео
- Быстрозажимной прижим
- Из материалов нам понадобятся:
- Из инструментов нужны:
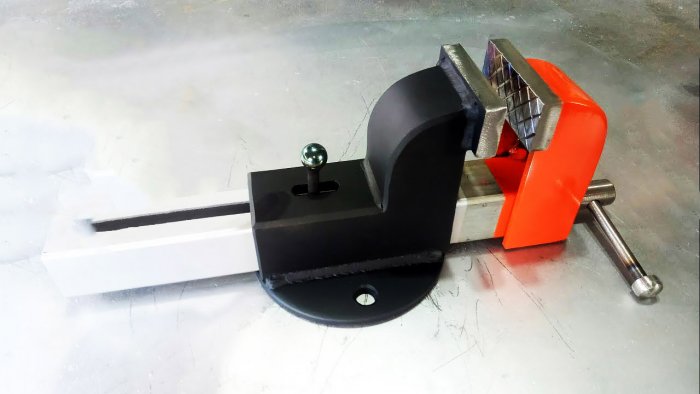
Самодельные сверхбыстрые зажимные тиски с уникальным механизмом скольжения
Винтовой зажим в тисках считается надежным способом крепления обрабатываемых деталей. Недостаток конструкции проявляется в многократных вращательных движениях зажимной рукоятки для смены сильно различающихся по размеру деталей. В статье описан способ самостоятельного изготовления тисков с быстрозажимным винтовым механизмом, лишенным указанного недостатка.
Инструмент, оборудование, материалы
Указанные размеры являются справочными, подходящий металл подбирают исходя из нужных габаритов тисков.
Пошаговая инструкция: как своими руками изготовить уникальные тиски
Рабочие части будущих тисков производятся раздельно, затем конструкция собирается, проверяется в работе и окрашивается.
Быстрозажимной механизм
Из металлического бруска и удлиненной гайки при помощи болгарки, сварочного инвертора изготавливают верхнюю и нижнюю части зажимного устройства.

Для этого берем стальной прямоугольник, сверли в нем отверстие по диаметру шпильки.

Разрезаем по середине отверстия.

Гайку так же разрезаем вдоль.

Собираем узел как на фото. На основание одной части бруска укладываем шпильку. Сверху гайку и вторую часть бруска со смещением в сторону.

Привариваем половинку гайки к половинке бруска.

Приварка оси крепления верхней части, боковых пластин завершают сборку узла.

Далее сверлим отверстие и устанавливаем штифт.


Соединив шпильку с узлом скольжения и фиксации, проверяют работоспособность зажимного механизма. Зажим на опорной металлической плите фиксируют сваркой. К верхней подвижной части приваривают болт с гайкой, который послужит рычагом отключения фиксации.

Профильная направляющая
Нижнюю стенку квадратной трубы обрезают болгаркой: с одной стороны, примерно, на две трети длины, с другой – на одну десятую часть.

В верхней стенке вырезают паз для рычага фиксации зажима. Острые кромки обрабатывают абразивным инструментом.


Корпуса подвижной и неподвижной губок
По бокам направляющей сваривается неподвижный корпус.

В верхней части делается паз под рычаг.



Узел губок состоит из металлических пластин, изготовленных по предварительному шаблону.

Криволинейную верхнюю часть можно выгнуть на прессе или при помощи гидравлического домкрата.

Неподвижный корпус приваривают к основанию, подвижный — к хвостовой части направляющей трубы.


После окончания сварки корпуса тщательно обрабатываются шлифовальным кругом.
Ходовой винт
Для выполнения зажимных функций винтовую шпильку дорабатывают. Для этого на торец приваривают гайку и небольшой металлический цилиндр.


В проделанное отверстие вставляют металлический вороток с приваренными на концах гайками. Чтобы рукоятка выглядела эстетично, гайки обрабатывают на наждаке до цилиндрической формы.

Ходовой винт вставляют в отверстие задней стенки подвижного корпуса и фиксируют точкой сварки.

Пластины зажимных губок
На заготовленных под размер стальных пластинах наносят диагональную разметку сетки. Тонким отрезным кругом прорезают канавки на глубину 1-2 мм.

Готовые пластины с совмещенными гранями зажимают в корпусах и приваривают.

Окончательная сборка и отделка
В опорной плите перфорируют два отверстия для крепления тисков к поверхности верстака. На место срезанной головки болта фиксатора приваривают шарик из подшипника.


После тщательной шлифовки, поверхности обезжиривают и окрашивают. Удобное слесарное приспособление позволит без усилий производить быструю смену обрабатываемых деталей.



Смотрите видео
Источник
Быстрозажимной прижим

Всем привет. Сегодня хочу рассказать, про изготовление такого необходимого (по крайней мере для меня) устройства, как «Быстрозажимной прижим». Очень часто бывает, что необходимо просверлить множество плоских деталей и их надо как-то зафиксировать. Конечно для удержания можно использовать и струбцину, но при постоянной смене деталей, много времени уходит на ослабление-стягивание струбцины, даже если она быстрозажимная. Поэтому, лично для меня, такая самоделка необходима. Плюс к этому, с помощью данного прижима, детали можно фиксировать не только с краю верстака, но и в центре. И так начнем процесс изготовления.
Из материалов нам понадобятся:
Из инструментов нужны:
Шаг первый. Разметка и резка деталей.
Берем обычную металлическую полосу.

Для начала, очищаю её от ржавчины. Далее, на очищенную полосу, наношу разметку соответствующую размерам наших будущих деталей.

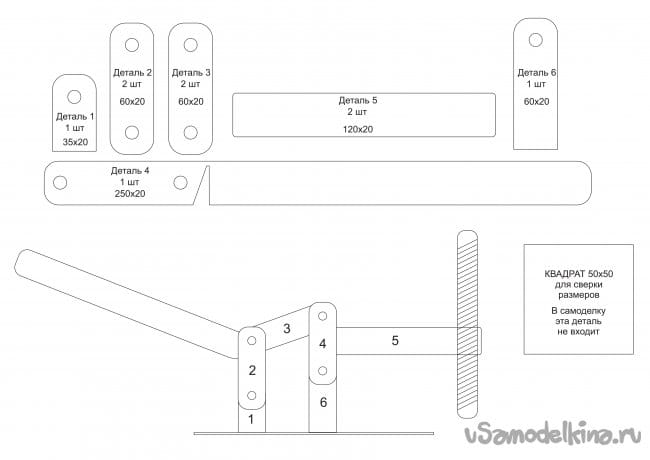
Нам необходимы детали следующих размеров: 60×20 мм — 5 шт., 120×20 мм — 2 шт., 35×20 мм — 1 шт. и 250×20 мм -1 шт.
Из них 4 детали 60×20 мм, будут являться соединяющими, детали размером 60×20 мм и 35×20 мм — будут стойками, две детали 120×20 мм, — плечом прижима и одна деталь размером 250×20 мм — рычагом.
Так же из листового металла, вырезаю основу для прижима. Размер строго не ограничен. Я взял размер: 100×150 мм.

Прикладываю схему с деталями. Схема выполнена на формате А4 и детали на ней начерчены в размер. Для удобства пронумеровал.
Шаг второй. Подготовка деталей и сверление отверстий.
После того как все детали у нас нарезаны в нужный размер, необходимо скруглить углы и высверлить отверстия. Скругляю углы деталей на глаз, с помощью шлифовального круга на болгарке. Особенная точность в данном случае думаю ни к чему, главное чтобы при последующем использовании, детали не цеплялись углами друг за друга.
На детали № 1 сверлим одно отверстие диаметром 6 мм на расстоянии 25 мм от нижнего края, до центра отверстия.
На деталях № 2 и № 3 (размером 60×20 мм) сверлим по краям 2 отверстия диаметром 6 мм. Расстояние между центрами отверстий равно 40 мм.
На детали № 4, которая будет являться ручкой, делаем наклонный разрез (как на фото), на расстоянии 75 мм от края, потом в этом месте сгибаем её. В дальнейшем свариваем место сгиба и зачищаем. После этого, на короткой части, сверлим по краям 2 отверстия диаметром 6 мм. Расстояние между центрами отверстий равно 55 мм.
И на детали № 6 сверлим одно отверстие, на расстоянии 50 мм от низа до центра отверстия.
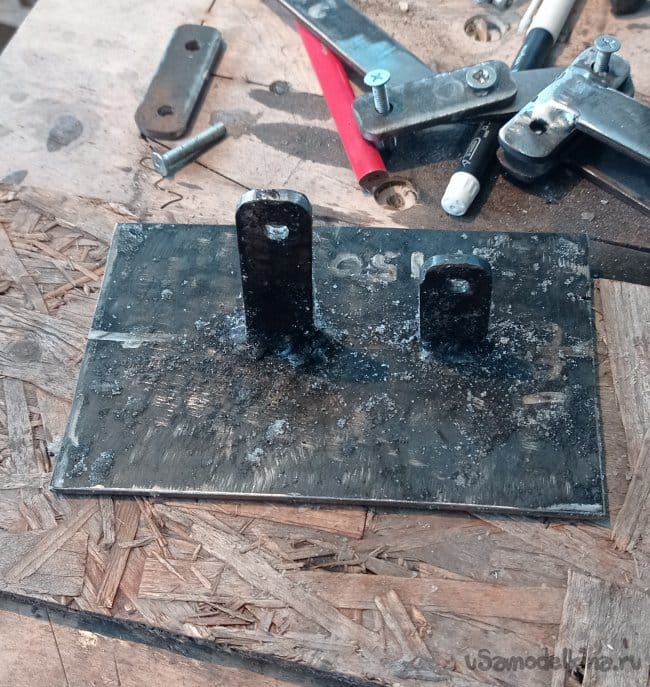
Получается примерно так.

Шаг третий. Сборка.
Сборку начинаю, с соединения с помощью сварки деталей № 3 и № 5. Каждую из этих деталей накладываю Т-образно и свариваю между собой.

После этого, сжимаю две получившиеся Т-образные фигуры струбциной и между концами деталей № 5 вставляю гайки М12. Можно конечно вместо двух, как у меня приварить и одну удлиненную, но у меня её не было. Поэтому предварительно вкрутив в них болт (для соосности), привариваю.


Зачищаю сварные швы и шлифую деталь.

Далее, примерно по центру пластины-основы, привариваю к ней стойки прижима (деталь № 1 и деталь № 6) на расстоянии 30 мм, между собой.
Ну вот самая сложная часть работы выполнена. Теперь собираю полученные детали на болты. Вкручиваю в приваренные гайки М12 болт шляпкой вниз, чтобы увеличить площадь прижима, а сверху на него накручиваю ещё одну гайку и барашек, для регулировки его по высоте. Испытываем.

Если все хорошо, то разбираем заново и красим, для предотвращения коррозии. У меня был только антигравий, поэтому покрыл им. Собираем, прикручиваем к столу и пользуемся.
Всем спасибо за внимание уделённое этой самоделке. Видео с показом её работы прикрепляю. За качество видео извиняюсь, но одной рукой крайне не удобно.
Источник