Самодельная стойка-держатель для распиловки бревен

Предлагаем вашему вниманию простое, но в то же время полезное приспособление для удобной распиловки бревен.
При помощи этой нехитрой самоделки заготовить дрова получится намного быстрее. Соответственно, пригодится приспособа в частном доме — в деревне или за городом.
Особенно такая стойка-держатель будет полезна тем, кто ездит на дачу время от времени — ее удобно перевозить в автомобиле. И никаких козликов не надо.
Для изготовления самодельной стойки-держателя мастер использует квадратную профильную трубу с толщиной стенки не менее 3 мм. Потребуется всего пять заготовок.

Основные этапы работ
Отрезаем профильные трубы подходящей длины, подрезаем края болгаркой, чтобы состыковать их. Свариваем конструкцию трапециевидной формы. Внутри привариваем перемычку.

После этого необходимо будет зачистить сварные швы и покрасить стойку. Приспособление готово.

Пользоваться самоделкой очень просто. Надеваем стойку на бревно, упираем ее в землю, и можно приступать к распиловке. Важно, чтобы размеры бревна не превышали размеры «окошка» в стойке.

Пошаговый процесс изготовления стойки-держателя для распиловки бревен можно посмотреть на видео ниже. Эта идея принадлежит автору YouTube канала Mr. Inventor.
Источник
Зажатие бревна на пилорамах ВудВЕР

Надёжное зажатие бревна — это залог высокого качества геометрии лесопильной продукции. Без хорошего зажатия говорить о результативном пилении в принципе невозможно.
Наряду с силой и надёжностью зажатия огромное значение имеют также скорость процесса и востребованность ручного труда.
На пилорамах нашего производства мы проверили в действии все популярные на рынке лесопиления варианты. В конечном итоге сосредоточились на отдельных технологиях, которые и предлагаем клиентам в зависимости от задач производства и конструкции станка.
В данный момент можно говорить о четырёх практических способах зажатия бревна с учётом неподвижной станины и мобильной каретки с пильным узлом:
Ручные забивные зажимы


Подсобные работники, желательно сразу с двух сторон от бревна, в буквальном смысле слова должны вбивать зажимы в бревно с помощью молотов или длинных кувалд.
Качество зажатия напрямую зависит от физической силы и опыта работников. Кроме того, в этом варианте правильную центровку бревна на станине остаётся только угадывать, снова полагаясь на опыт.
В настоящий момент мы не ставим подобные зажимы на дисковые пилорамы, но на прежних модификациях УДП2-550 и УГП 2-600 такие зажимы встречаются. Сами по себе они выдерживают длительный срок эксплуатации и на действующих объектах вполне справляются со своей задачей.


Для зажатия используется достаточно габаритный металлический зажимной ключ и вручную закручиваются все зажимы с обеих сторон.
Зажимы фиксируются поочередно, но не обязательно подряд, работники должны каждый раз выбрать сначала те зажимы, которые отцентруют бревно, затем фиксировать оставшиеся. Обычно для центрирования используют сначала крайние зажимы.
В настоящий момент это решение используется на пилорамах УДП2-550 и УГП 2-600.

В этой технологии зажимы приводятся в действие электродвигателями по нажатию кнопки с пульта. Скорость и сила зажатия определяется автоматически.
Технология позволяет достаточно быстро отцентровать бревно и окончательно его зажать, найдя наиболее оптимальное положение.
На данном этапе развития функционала моделей УДП2-550 и УГП 2-600 это наиболее популярное решение при комплектации станка.


Это быстрое и мощное зажатие сразу всеми зажимами или поочередно по команде с пульта оператора. При этом для управления гидравликой не требуются какие-то отдельные рычаги и консоли, всё интегрировано в пульт управления.
Надёжность фиксации безукоризненна, а бревно может быть любым — и прямым, и кривым, и толстым, и тонким. Степень зажатия определяется автоматически для каждого из зажимов.
Данный тип зажимов используется только на лесопильном комплексе УПК-1. При этом функционал управления зажимами реализован здесь как в рамках кнопочной части, так и в составе визуального интерфейса системы оптимизации раскроя.

Стоит отметить, что в обычном случае бревно зажимается только по бокам. Но крайние гидравлические зажимы на УПК дополнены торцевыми зажимами. Это существенно улучшает качество фиксации сырья, что особенно актуально при работе с крупными бревнами. Так как длина бревна может колебаться, то при зажатии происходит полностью автоматическое передвижение крайних зажимов с учётом его фактической длины.

Как можно видеть, электромеханические и гидравлические зажимы получаются наиболее оптимальными. Кроме того, мы дополнительно применяем ещё ряд технологических решений, значительно развивающих скорость и эффективность зажатия, в том числе именно с данными типами зажимов:


Любое бревно расширяется к комлю, а также изгибается различным образом. Данный модуль встраивается в конструкцию зажима. При наличии кантователя модуль обеспечивает жёсткую фиксацию бревна снизу. То есть бревно прокрутили, а затем подпёрли «штангами» в нужных местах, убрали кантователи и окончательно зажали. При отсутствии кантователей подъёмные модули позволяют также в буквальном смысле слова приподнимать бревно вдоль станины таким образом, чтобы обеспечить наиболее оптимальный раскрой, выравнивая бревно и сокращая нижний горбыль.
Технология представляет собой опцию, доступную для реализации на любых пилорамах.
Выбор зажимов и степень зажатия

При работе с электромеханическими и гидравлическими зажимами оператор может управлять зажатием как всех зажимов сразу, так и контролировать каждую пару отдельно. Это реализовано для гибкости процесса зажатия.
Технология очень востребована и активно применяется на клиентских объектах. Например, крайние зажимы используют как центрующие и зажимают сразу, сдвигая бревно на станине, а уже потом фиксируют зажимы центральной зоны, подстраивая их под бревно.
Очень важно отметить, что оператор выбирает и активирует зажимы, но ему не нужно контролировать именно сам процесс. Система автоматически продвигает зажим вплоть до контакта бревном, после чего зубцы зажимов точно также автоматически заглубляются в древесину на необходимую глубину.

В базе станина пилорамы снабжена 4 парами зажимов (плюс торцевые на гидравлике), это обеспечивает зажатие бревна длиной от 2 до 6,5 метров. Соответственно, при необходимости пиления брёвен нестандартной длины станина может быть изготовлена удлинённой или укороченной. Сообразно этому число зажимов может быть увеличено или же зажимы могут быть реализованы ближе к друг другу для пиления коротких брёвен.
Положение зажимов относительно пил

На пилорамах нашего производства полностью исключена ситуация, когда плоскость зажимов оказывается на уровне пильных дисков. Это один из краеугольных элементов безопасности при работе на станке. Пилы всегда пилят выше зажимов, даже в самой нижней точке.
Более того, при наличии электромеханических или гидравлических зажимов c автоматической обратной связью пилорама не даст начать пилить до окончания процесса зажатия.
.png)
Сведём всё воедино
Таким образом, вопросам эффективного зажатия сырья на дисковых пилорамах Вудвер уделено повышенное внимание. Клиентам доступен целый ряд основных и дополнительных технологий, что позволяет подобрать наиболее оптимальное решение при формировании комплектации станка.
Безусловно, наиболее бюджетный вариант — это ручные винтовые зажимы. Качество зажатия позволяет эффективно выполнить само пиление, но существенно удлиняет процесс зажатия, что приводит к определённому простою пилорамы.
Электромеханические зажимы по сути являются основными для пилорам УДП2-500 или УГП2-600. Они позволяют достаточно быстро и эффективно зажать любое бревно и спокойно его пилить, не опасаясь каких-либо вибраций.
Для наиболее производительного станка – лесопильного комплекса УПК-1 мы предлагаем гидравлические зажимы. В этом варианте фиксация бревна происходит максимально быстро и полностью отсутствует ручной труд.
Сколько и каких именно зажимов следует реализовать на нужной вам пилораме? Позвоните нашим специалистам и вместе мы найдём наилучший ответ!
8 (800) 775-63-76 – бесплатный звонок по России.
Источник
Как сделать стойку для удобства распиловки бревен бензопилой
Работа по распиловке бревен на дрова для печного отопления или строительных работ на традиционных козлах не отличается легкостью, удобством и надежностью. Бревно стремится провернуться при резке, его необходимо постоянно перемещать по козлу по мере распиловки, а в конце еще обеспечивать равновесие. Стойка для бревен, который будем делать, лишена всех этих недостатков.

Понадобится
Процесс изготовления держателя-стойки для распиловки бревен
Размечаем квадратную трубу и выполняем заготовки необходимых размеров с помощью маятниковой пилы.
Размещаем заготовки из профильной квадратной трубы на сборочно-сварочном столе в определенном порядке, фиксируем струбцинами и начинаем варить силовую раму будущего держателя бревен.
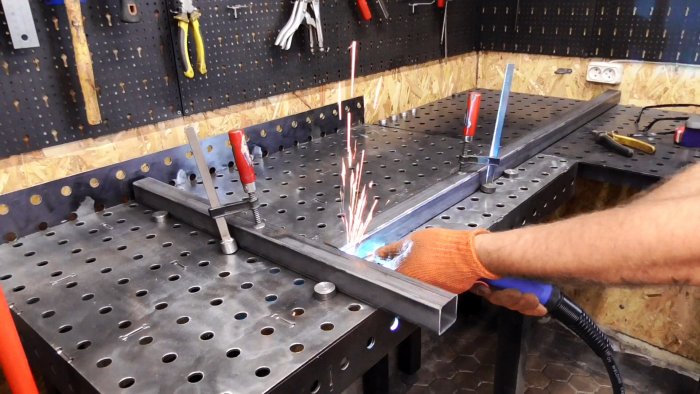
В двух заготовках из квадратной трубы равной длины сверлим после разметки в противоположных стенках отверстие корончатым сверлом.

Продолжаем сборку силовой рамы держателя бревна, используя сборочно-сварочный стол, магнитные фиксаторы, струбцины и сварку. Она должна состоять из вертикальной стойки и горизонтальной упорной рамы.

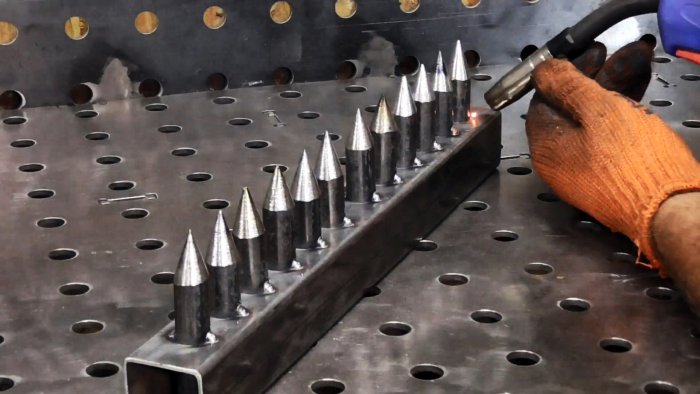
Проводим осевую линию по одной из сторон заготовки из квадратной трубы, намечаем равноудаленные места сверлений и выполняем их на сверлильном станке.


Нарезаем по количеству отверстий отрезки одинаковой длины из круглого стального стержня и заостряем все с одного торца на гриндере.

Вставляем стержни тупыми концами в квадратную трубу с отверстиями до упора в противоположную стенку и привариваем их в таком положении.
Вставляем заготовку с заостренными стержнями в горизонтальном положении между стойками силовой рамы на расчетной высоте от пола и привариваем.

Из стальной трубы маятниковой пилой нарезаем необходимое количество одинаковых по длине втулок.

От круглого стального стержня отрезаем несколько заготовок расчетной длины и заостряем с одного конца на гриндере.

К тупым концам длинных заостренных заготовок из круглого стержня поперечно привариваем ранее нарезанные из круглой трубы втулки.

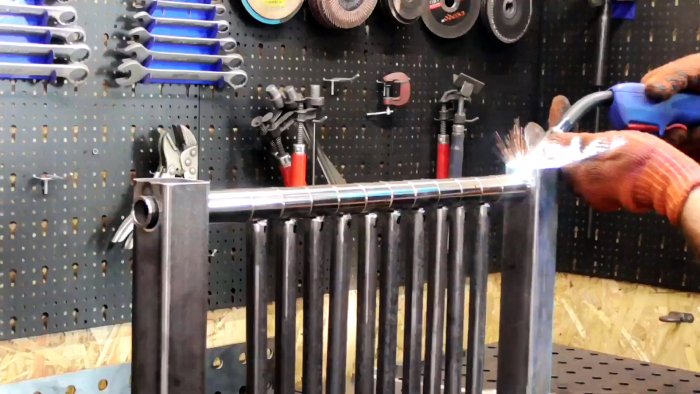
В сквозные отверстия наверху вертикальных стоек вставляем стальную круглую трубу и на нее нанизываем втулки с приваренными к ним длинными заостренными стержнями, предваряя и заканчивая нанизывание втулками без стержней.
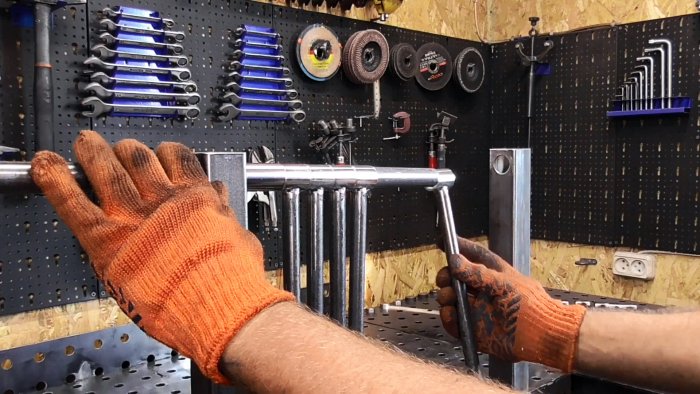
Устанавливаем второй конец трубы с нанизанными втулками на место и в таком положении привариваем ее к вертикальным стойкам. Длинные стержни должны свободно колебаться вокруг трубы в обе стороны.
Производим окраску собранного приспособления и, после ее высыхания, оно готово к применению.


Бревно вставляем в держатель со стороны опорной рамы, торец которого отклоняет некоторые длинные заостренные стержни назад. При опускании передней части бревна, оно ложится на нижние заостренные стержни, которые впиваются в дерево и не дают ему перемещаться в продольном направлении.


Отклоненные стержни при поднятии задней части бревна впиваются остриями в него и не позволяют бревну двигаться в вертикальной плоскости.

Смотрите видео
Источник