- Зеркало из нержавейки своими руками.
- Инспекционное зеркало для сварки
- Добавить комментарий Отменить ответ
- Как «варить» через зеркало❓ Показываю основные нюансы новичкам ручной сварки
- Зеркало для сварки своими руками
- Сварочное зеркало
- Магниты сварочные
- Какие бывают фиксаторы для работ по сварке
- Уголки-угольники
- Видео
- Почему лучше покупать сразу набор
- Держатели массы
- Держатели горелки
- Зеркало магнитное сварочное
- Отключаемые и неотключаемые приспособления
- Размеры
- Своими руками
- Угольник — держатель
- Держатели горелки
- Держатели массы
- Сварочное зеркало
- Делать или купить
- Производители
- Где купить
- Выбор инструмента необходимого сварщику для работы. Инспекционное зеркало, шаблон сварщика
- Добавить комментарий Отменить ответ
- Инспекционное зеркало для сварки
- Добавить комментарий Отменить ответ
- Зеркало для сварки своими руками
- Технология газовой сварки трубопроводов
- Сварочные работы. Секреты мастерства от FORUMHOUSE
- Эксперты нашего сайта рассказывают о нюансах и особенностях ручной дуговой сварки
Зеркало из нержавейки своими руками.
В очередной разу нас в руках оказался отличный кусок нержавейки, который подарил клиент.

На самом деле очень приличный кусок, круглый диаметром около 150 мм и 10 мм толщиной. Хоть блин для гантели делай. Но один блин, как говорится в поле не воин. Поэтому решил сделать из него зеркало, просто так, ради процесса. (так себе отмазка, на самом деле кругов было 4).
Но не вижу смысла не повториться. Тем более здесь ведь законченный процесс изготовления предмета интреьера.
Круг вырезан с помощью гидроабарзивной резки и имеет довольно аккуратные края. Но для придания более изысканного внешнего вида следует их обработать.
Для большей части процесса обработки будет использоваться УШМ с регулировкой оборотов и круги на липучке с мягкой опорной тарелкой.

Аккуратно шлифуем края детали, удерживая заготовку вручную.

Тем же кругом обрабатываем и обе стороны детали. Это нужно чтобы удалить естественные поры металла и глубокие царапины, полученные при транспортировке.

Мягкая тарелка отлично выдерживает форму детали, соблюдает плоскость.
Необходимая жесткость первого шага придается плотной основой круга с цирконатом алюминия.
Сразу нужно подготовить заднюю чать зеркала, чтобы уже не возвращаться к нему.
С помощью ОШМ BOSCH шлифую заднюю часть зеркала и боковые грани тем же кругом Р80.


Кстати, это пожалуй лучшие круги для матирования с очень мягкой структурой. Благодаря ей можно обработать даже некоторые сложные места.
Зеркало должно как то держаться на стене. Для этого приварим небольшую петельку из присадочного прутка сзади.



И снова заматируем нетканым кругом на липучке с помощью ОШМ.
Готово. Выгялит как будто так все и было. Максимально равномерно.

Приступаем к лицевой части.
Здесь у нас пойдет круги на липучке, шаг за шагом, начиная с самой обдирки.


Теперь считаем поверхность готовой к полировке.
Полировку сделаем в лучших традициях — в два шага.


Удаляем остатки пасты с поверхности с помощью венской извести.



Эта паста отлично удаляет следы от предварительной полировки и плотного войлока, а так же придает поверхности очень яркий блеск.
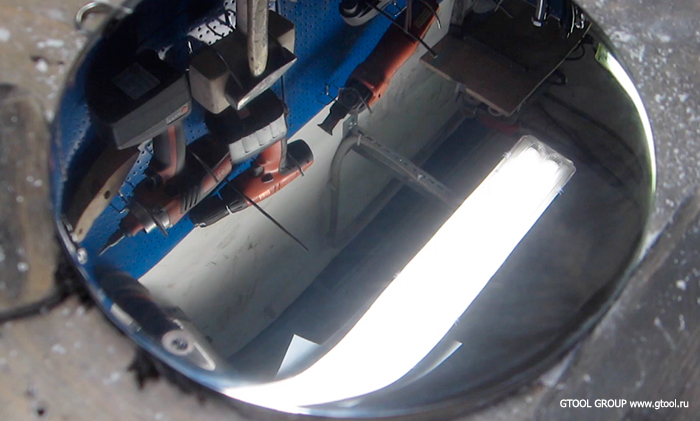
Все изделие готово.
Но в конце я заметил что у зеркала остались острые кромки, которые могут поранить.
И я слегка их приплавил с помощью TIG сварки.

Все, теперь зеркало безопасно и можно любоваться сколько угодно.
И даже делать маленькие круглые селфи.

Самые актуальные новости в наших соцсетях и на нашем канале:
Источник
Инспекционное зеркало для сварки
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
 Сварочный трансформатор PATRIOT 200AC 102,00 ₽
Сварочный трансформатор PATRIOT 200AC 102,00 ₽- Зарядное устройство GreenWorks G24C 2490,00 ₽
- Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
- Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
- Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
- Сварочный аппарат BauMaster AW-79161 3990,00 ₽
- Hitachi AB17 зарядное устройство 4076,87 ₽
 Сварочный трансформатор PATRIOT 200AC 102,00 ₽
Сварочный трансформатор PATRIOT 200AC 102,00 ₽ Зарядное устройство GreenWorks G24C 2490,00 ₽
Зарядное устройство GreenWorks G24C 2490,00 ₽ Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽ Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽ Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
Стабилизатор напряжения Ставр СН-2000 3920,00 ₽ Сварочный аппарат BauMaster AW-79161 3990,00 ₽
Сварочный аппарат BauMaster AW-79161 3990,00 ₽ Hitachi AB17 зарядное устройство 4076,87 ₽
Hitachi AB17 зарядное устройство 4076,87 ₽Источник
Как «варить» через зеркало❓ Показываю основные нюансы новичкам ручной сварки
Сварка с помощью зеркала является одним из «народных» способов ручной дуговой сварки у опытных сварщиков. Также, как и её альтернативные методы (сварка «через стакан» или «операционный» шов) — не описывается в учебниках и не является допустимой по идеальным правилам.
Однако этот способ, который передаётся опытными сварщиками молодым, порой очень выручает при сварке труб в труднодоступных местах. О некоторых важных нюансах сварки через зеркало Вы узнаете в этой статье. Поехали;)
Данный метод, как правило, используется при различных ремонтах трубопровода, где требуется замена участка трубы на новый. И опытные сварщики не дадут соврать, что порой такие участки проходят в самых тесных местах — очень низко в полу или близко к трубе, а сварщику приходится использовать разные нетрадиционные методы, чтобы справиться с работой.
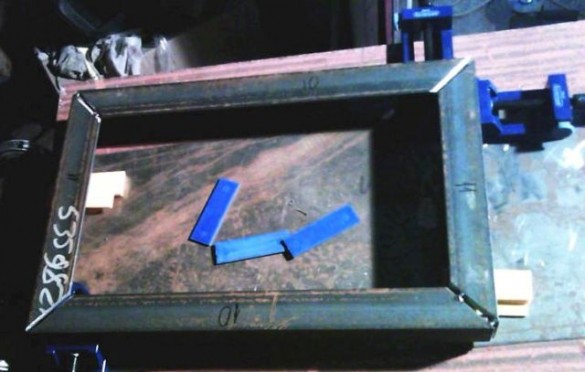
На фото выше я намеренно, для наглядного примера, инсценировал такой «тесный стык» возле стены, взамен которой представил лист металла. Заглянуть в такое место в стандартной маске, ровно как и подлезть электродом, как это привычно делать в просторном положении — затруднительно. И самым быстрым и эффективным способом будет применить зеркало.
Здесь, сварщику поможет абсолютно любое зеркало и клеящаяся лента, однако я бы советовал обратить внимание на зеркала с двукратным увеличением , которые обычно продаются как настольные зеркальца для наведения макияжа девушкам.
В качестве крепления, вместо обычного скотча или изоленты, практичнее всего подойдёт двусторонняя клейкая лента, однако можно обойтись и тем, что есть в наличии:
Зеркало закрепляется на стенке прямо перед труднодоступной частью «стыка» и таким образом отображает невидимую до этого часть разделки.
Для сварки нужно использовать любые электроды с рутиловой обмазкой (MР-3 , OK46 и др .) которые способны, в отличает от электродов с основным покрытием, пластично изгибаться и принимать нужную нам форму:
Далее производим сварку без отрыва дуги, заранее подобранным током и здесь нужно знать ключевые нюансы :
- ни в коем случае нельзя ставить прихватку в неудобном участке при монтаже — её невозможно будет зачистить перед сваркой и в этом месте будет несплавление.
- перед началом сварки электрод нужно предварительно разжечь в стороне, чтобы он легче подпалился в начале сварке (в неудобном положении).
- сварка производится углом назад и электрод должен постоянно плотно прижиматься к разделке (опираться о металл). Это нужно, чтобы не потерять контроль и не запутаться в зеркальном отражении.
- в процессе сварки нужно будет на секунду отвлечься и начать смотреть из одной стороны зеркала — в другую. Этот момент, как и в целом весь путь будущего шва, лучше произвести заранее — в холостом режиме.
Источник
Зеркало для сварки своими руками
Сварочное зеркало
В сварке есть приспособления, которые используются с незапамятных времен. К таким относится сварочное зеркало! Еще в советские времена сварщики приспосабливали подручные изделия, чтобы увидеть зону сварки в труднодоступных местах. В ход шли старые зеркала или осколки — однако они недолговечны — трескались от температуры или быстро покрывались окалиной. Пробовали и полированные металлические изделия — но их надо полировать постоянно, если еще найдешь подходящий по размерам и свойства.

И вот наконец, и в этом вопросе наступает цивилизованны рынок. Как минимум 3 типа зеркал для сварки.
- Зеркало сварщика для осмотра сварочных швов — представляет собой прямоугольное стальное поворотное зеркало на шарнире. Удобная длинная рукоятка позволяет удерживать зеркало с осмотром зоны сварки и на безопасном расстоянии. Однако, это зеркало занимает одну из рук сварщика, или предполагает наличие помощника в спецодежде сварщика!
- Телескопическое сварочное зеркало диаметром 5 см позволяет выдвинуть рукоятку на достаточную длину и, тоже снабженное шарниром, дает возможность изменить угол наклона и проинспектировать труднодоступные узлы конструкций, осмотреть состояние внутренних поверхностей скрытых полостей, труб или дымоходов.
Шарнир у телескопического зеркала свободно вращающийся и, одновременно, плотный. Удобная эргономичная рукоятка позволяет надежно удерживать зеркало. - Зеркало с магнитным креплением и гибким штативом для осмотра сварочных швов имеет ряд преимуществ. Во-первых его можно крепить на магните к металлическим поверхностям в любом удобном для сварщика месте. Во-вторых освобождается рука сварщика! Магнитное сварочное зеркало предназначено для газовой сварки . Магнитная рукоятка снабжена гнущейся штангой и шарниром. Зеркало изготовлено из прочной стали.
Современные приспособления значительно облегчают труд сварщика и увеличивают производительность и безопасность!
Магниты сварочные
 Для качественного проведения сварочных работ необходимо грамотно осуществить подготовительные процедуры. Много времени у исполнителя отнимает процесс фиксации свариваемых заготовок. К тому же собранная конструкция может развалится от контакта с оборудованием или электродом. Сварщику понадобится затратить немало времени и сил на восстановление. Чтобы избежать подобных ситуаций были созданы специальные магнитные аксессуары, предназначенные для фиксации деталей. Такие компактные устройства позволяют не прибегать к помощи коллег и экономить время на создание дополнительных приспособлений большего масштаба (например, «третья рука»).
Для качественного проведения сварочных работ необходимо грамотно осуществить подготовительные процедуры. Много времени у исполнителя отнимает процесс фиксации свариваемых заготовок. К тому же собранная конструкция может развалится от контакта с оборудованием или электродом. Сварщику понадобится затратить немало времени и сил на восстановление. Чтобы избежать подобных ситуаций были созданы специальные магнитные аксессуары, предназначенные для фиксации деталей. Такие компактные устройства позволяют не прибегать к помощи коллег и экономить время на создание дополнительных приспособлений большего масштаба (например, «третья рука»).
Какие бывают фиксаторы для работ по сварке
Существует достаточно большое количество дополнительных приспособлений для фиксации заготовок. Они не являются обязательными предметами для сварщика, но значительно облегчают выполнение работ и повышают качество полученного соединения.
Далее мы рассмотрим приспособления различной конфигурации.
Уголки-угольники

Магнитные уголки являются простейшим вид изделия для фиксации свариваемых деталей под необходимым углом. Основное достоинство подобных приспособлений — сокращение времени, затрачиваемого на подготовительные процедуры, а также снижение трудоемкости процесса.
Держатели имеют простую конструкцию — две металлические пластины, между которых расположен магнит. Поэтому возможность поломки крайне мала. Компактные размеры делают работу с ними простой и удобной. Исполнитель имеет возможность зафиксировать детали практически под любыми углами.
- Магнитный угольник БАРС MF-75 предназначен для фиксации металлических конструкций при сварке, пайке, сборке и монтаже, подходят для разметки и клеймения различных деталей, а также для размагничивания инструментов.
- Приспособление применяется для работы с круглыми и прямоугольными трубами, полосами, профилями, уголками, листовым, сплошным и другими формами металла.
- Основной материал — оксид железа (Fe3O4) способен притянуть изделие с силой в 75LBS (34 кгс).
- Углы: 45, 90 и 135 градусов.
- Вес — 1000 гр.
- Размеры: 155 мм. х 100 мм. х 16 мм.
- Достоинства: надежная фиксация заготовок; отличная замена тяжелым зажимам; позволяют освободить руки сварщика; быстрый сбор металлической стружки; облегчают монтаж; сокращают время проведения работ; разнообразные углы крепления.
 Магнитный угольник БАРС MF-75 предназначен для фиксации металлических конструкций при сварке, пайке, сборке и монтаже, подходят для разметки и клеймения различных деталей, а также для размагничивания инструментов.
Магнитный угольник БАРС MF-75 предназначен для фиксации металлических конструкций при сварке, пайке, сборке и монтаже, подходят для разметки и клеймения различных деталей, а также для размагничивания инструментов.Видео
Ниже показан ролик рекламный, но он хорошо дает представление о возможностях, открываемых с данного типа оснасткой.
Почему лучше покупать сразу набор
Производители и поставщики реализуют магниты для сварки поштучно. Большинство сварочных работ осуществляется с четырехугольными конструкциями. Поэтому рекомендуется приобретать полный набор держателей — 4 штуки. Наличие комплекта позволит не отвлекаться от работы.
Для сложных конструкций может пригодиться и гораздо большее, чем 4 штуки, количество.
Держатели массы
Держатель массы (другие названия: клемма заземления, зажим массы) является нужным приспособлением для сварщика. Клемма массы позволит исключить возможность поражения током и станет гарантом получения надежного и качественного соединения. Промышленностью предоставляются устройства для контакта массы различных типов: прищепка, магнитный зажим, струбцина и центратор. Рассмотрим плюсы и минусы именно магнитных представителей этого рода оснастки (все зажимы массы более подробно рассмотрены в отдельной статье).
 Независимо от вида держатели обладают следующими важными преимуществами: удобство применения и скорость работ. Также следует отметить достоинства магнитных держателей:
Независимо от вида держатели обладают следующими важными преимуществами: удобство применения и скорость работ. Также следует отметить достоинства магнитных держателей:
- применяются для фиксации заготовок различной конфигурации, размеров и диаметров, в отличие от типа «прищепка»;
- успешно используется в труднодоступных местах;
- надежность крепления осуществляется за счет большой площади контакта с заготовкой;
- простота конструкции и отсутствие сложных элементов обеспечивают продолжительный срок службы;
- выдерживают значительные нагрузки и напряжения.
Минусы магнитных держателей:
- эффект «магнитного дутья» и отклонение дуги;
- невозможность применения для работы с изделиями из цветных металлов;
- если магнит является неотключаемым, к нему прилипает различный мусор, поэтому его следует периодически чистить;
- перегрев, который случается в случае крепления массы на грязную или ржавую поверхность, может привести к размагничиванию;
- неудобство крепления магнита к заготовкам маленького размера: пруток или арматура.
Преимущества и недостатки других типов представлены в статье «Зажим массы».
PROFI
- Магнитная клемма заземления PROFI предназначен для присоединения к заземлению сварочного кабеля.
- Магнитное основание обеспечивает прекрасное крепление на металлических поверхностях различной формы.
- В местах подключения приспособление дает надежный контакт.
- Небольшая область соприкосновения исключает возможность перегрева.
- Ручка позволяет легко снимать клемму с детали.
- Вес — 400 гр.
 Магнитная клемма заземления PROFI предназначен для присоединения к заземлению сварочного кабеля.
Магнитная клемма заземления PROFI предназначен для присоединения к заземлению сварочного кабеля.Держатели горелки
Держатель представляет собой опору с магнитным основанием, использующуюся для хранения МИГ/МАГ и ТИГ горелок. Приспособление удерживает оборудование, когда оно не используется.
Эксплуатация таких держателей позволяет избежать возможность повреждения горелки, увеличить срок службы сопел для нее, а также повышает удобство выполнения работ.
Особенно важно применение держателей при хранении газовых горелок, так как их сопла трескаются при соприкосновении с холодной поверхностью, на которую кладется оснащение.
Магнитное основание гарантирует устойчивость конструкции, которая может быть расположена на сварочном столе или может крепиться на рабочий аппарат.

- Простой и практичный держатель, подходящий для большинства моделей горелок.
Зеркало магнитное сварочное
Магнитное зеркало сварщика предназначено для осмотра и контроля качества сварных швов, облегчает осуществление работ в труднодоступных местах. Магнит позволяет прикреплять зеркало к любой металлической поверхности и не держать его в руках. Большинство моделей имеют гибкий штатив (ножку), что позволяет повернуть приспособление под любым углом. Сварщикам предлагаются и другие типы зеркал сварщика, которые будут проанализированы в отдельной статье.
CIMCO
- Страна производства — Германия.
- Долговечный магнит.
- Гибкая латунная штанга с шарнирным соединением.
- Вес — 460 гр.
- Длина — 500 мм.
 Страна производства — Германия.
Страна производства — Германия.Отключаемые и неотключаемые приспособления
Магнитные держатели для сварки могут быть постоянными и отключаемыми. Второй тип крепится к деталям посредством включения активатора магнитного поля. Подобные приспособления имеют следующие достоинства, в сравнении с обычными магнитами: быстрое снятие осуществляется одним поворотом выключателя; возможность отключения магнитного поля позволяет легко очищать устройство от стружки и другого мелкого мусора. Единственным недостатком является более высокая стоимость.
Foxweld SHIFT-7
- Отключаемый магнитный угольник предназначен для предварительной сборки и фиксации деталей при осуществлении работ по сварке, резке (предотвращает падение частей конструкции) и монтажу, также подходит как элемент для удержания заготовок.
- Прост в использовании, что позволяет выполнять все работы одному человеку.
- Приспособление подходит для любых работ с металлическими предметами.
 Отключаемый магнитный угольник предназначен для предварительной сборки и фиксации деталей при осуществлении работ по сварке, резке (предотвращает падение частей конструкции) и монтажу, также подходит как элемент для удержания заготовок.
Отключаемый магнитный угольник предназначен для предварительной сборки и фиксации деталей при осуществлении работ по сварке, резке (предотвращает падение частей конструкции) и монтажу, также подходит как элемент для удержания заготовок.Размеры
Магнитные приспособления отличаются небольшими габаритами, которые и делают их такими востребованными. Параметры длины, ширины и высоты оснастки с магнитами могут варьироваться, но независимо от модели и производителя все они компактны и удобны в работе. Средний вес изделия составляет порядка 1 кг.
Самым важным показателем является сила притяжения (удержания или прижима) магнитных уголков. Производители и поставщики могут указывать этот параметр в фунтах (LBS или lbs) и в килограммах (кгс). Максимальная величина этого показателя равняется 34 кгс или 75 lbs. Также можно встретить следующие величины: 11; 13; 22; 23; 24 кгс и другие.
В зависимости от поставленных задач следует выбирать необходимую модель.
Своими руками
Некоторые мастера любят создавать приспособления самостоятельно, а не покупать промышленный вариант. Для таких исполнителей далее представлена инструкция по изготовлению всех типов аксессуаров с магнитами. Мы не призываем копировать приведенные ниже инструкции и видеоролики, а предлагаем рассматривать их как подсказки для идей.
Угольник — держатель
Магнитные уголки для сварочных работ имеет довольно простую конструкцию, поэтому сделать подобное изделие своими руками просто. Мастеру понадобится металлический лист толщиной 2-3 мм.; магнит; крепежные изделия: винты и гайки.
Алгоритм изготовления:
1. На металлическом листе с помощью линейки и фломастера необходимо вычертить контур будущего изделия. Форма может быть разной, но наиболее оптимальной конфигурацией являются треугольник и трапеция.
2. Болгаркой нужно вырезать две заготовки одинаковой величины и формы, затем отшлифовать их с торцевой и лицевой сторон.
3. Магнит фиксируется между заготовок, производится сборка.
4. Для сборки следует высверлить отверстия: для треугольной формы — три, для трапеции — пять. С помощью болтов и гаек нужно собрать изделие. Гайки необходимо накрутить не только на конец болта, но и между металлическими пластинами для предотвращения изгиба изделия при вкручивании болтов.
5. Хвостики болтов, выходящие за пределы гаек, следует обрезать.
6. Рекомендуется еще раз проверить расстояние между углами.
7. Магнитный уголок готов к использованию.
Видео
Держатели горелки
Держатель горелки имеет более сложную конструкцию, поэтому необходимо будет приложить больше усилий для его самостоятельного изготовления. Исполнителю понадобится магнит, крепежные изделия: немагнитный болт и гайка, металлический лист 3-4 мм.
 Опора держателя может быть различной формы. Сварщик может вырезать заготовку, шаблон которой будет аналогичен промышленным моделям, а также разработать индивидуальную форму. Все зависит от умения пользоваться болгаркой, поставленных задач и фантазии сварщика.
Опора держателя может быть различной формы. Сварщик может вырезать заготовку, шаблон которой будет аналогичен промышленным моделям, а также разработать индивидуальную форму. Все зависит от умения пользоваться болгаркой, поставленных задач и фантазии сварщика.
- Из листового металла необходимо вырезать заготовку нужной конфигурации и отшлифовать ее с торцевой и лицевой сторон.
- На расстоянии 20-30 мм. от нижнего края согнуть заготовку под прямым углом, затем прикрутить изделие к магнитному основанию.
- Хвостик болта, выходящий за пределы гайки, следует обрезать.
- Приспособление готово к применению.
Держатели массы
Процесс изготовления держателя массы отличается простотой. Сварщику понадобится минимум инструментов. Необходимые детали могут оказаться под рукой. Подробная и понятная любому мастеру инструкция представлена в отдельной статье. Видео поможет наглядно изучить процесс.
Сварочное зеркало

Ориентируясь на покупное, умелец-самодельщик сможет смастерить самодельное магнитное зеркало сварщика
Для изготовления магнитного зеркала для сварки исполнителю не понадобится выполнять раскрой металла. В наличии должны быть магнит, латунная гнущаяся штанга длиной 400-500 мм., зеркало, габариты которого не превышают 100 мм. с одной стороны; крепежные изделия; шарнирный держатель.
С помощью шарнирного держателя зеркало крепится к гибкой штанге, которая после с помощью болтов и гаек крепится к магниту.
Делать или купить
Ознакомившись с процессом изготовления магнитных приспособлений каждый исполнитель сможет решить создать изделие своими руками или приобрести «готовое». Вариант самостоятельного изготовления подойдет для исполнителей, которые любят мастерить что-либо самостоятельно. Кроме этого, не всегда в продаже можно найти нужную или желаемую модель приспособления. Для выполнения некоторых работ сварщику необходим угольник нестандартной формы, для получения угла нужной величины.
Профессиональные сварщики предпочитают приобретать готовое изделие, это позволяет экономить время.
Производители
CIMCO — немецкая компания, предлагающая широкий ассортимент безопасного и качественного инструмента для различных сфер деятельности. Предприятие постоянно работает над внедрением современных технологий в производственный процесс.
ESAB — шведский промышленный концерн, один из лидеров рынка по производству и поставке продукции
Foxweld — торгово-производственная компания, предлагающая широкий спектр качественной продукции для сварщиков: оборудование, инструмент, расходные материалы, аксессуары.
БАРС — российский бренд сварочного оборудования и дополнительных приспособлений, безупречное качество которых обеспечивается строгой проверкой всех этапов производственного процесса. Производитель постоянно совершенствует свою продукцию.
Где купить
Раздел «Где купить электроды» содержит широкий перечень торговых компаний, реализующих всю необходимую продукцию для сварки. Предприятия продают и дополнительные средства — сварочные магниты различных видов. Качественные приспособления являются незаменимыми помощниками для получения надежных соединений. Магниты значительно упростят работы разной степени сложности. Они широко применяются и профессиональными специалистами, и сварщиками-любителями.
Выбор инструмента необходимого сварщику для работы. Инспекционное зеркало, шаблон сварщика
На первый взгляд эти инструменты, не являются жизненно необходимыми сварщику для работы. Но бывают случаи, при которых без них не обойтись.

Кузовные работы; работы, связанные с установкой и ремонтом системы отопления, подчас проводятся в труднодоступных местах. И даже если специалист уверен в своих силах, проверить качество шва в месте недоступном от глаз, необходимо. Ведь устранение течи после заполнение системы водой, весьма и весьма проблематично. Сколько супруг сварщиков пожертвовало своими пудреницами из-за маленьких зеркалец! Но и при помощи маленького зеркала не всегда удается нормально проконтролировать проведенный шов. Специальные инспекционные зеркала с удобными шарнирными держателями можно подстроить практически под любой случай.

Шаблоны для сварщика пригодятся новичкам. Пока не наберутся опыта и не смогут определять «на глаз» углы скоса кромок, ширину сварного шва, глубины раковин и забоев начинающие сварщики вполне могут прибегнуть к помощи универсального шаблона. Это в том случае, конечно, если они хотят повышать свою классификацию и добиться хорошего мастерства.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
- Сварочный трансформатор PATRIOT 200AC 102,00 ₽
- Зарядное устройство GreenWorks G24C 2490,00 ₽
- Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
- Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
- Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
- Сварочный аппарат BauMaster AW-79161 3990,00 ₽
- Hitachi AB17 зарядное устройство 4076,87 ₽
Инспекционное зеркало для сварки
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
- Сварочный трансформатор PATRIOT 200AC 102,00 ₽
- Зарядное устройство GreenWorks G24C 2490,00 ₽
- Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
- Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
- Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
- Сварочный аппарат BauMaster AW-79161 3990,00 ₽
- Hitachi AB17 зарядное устройство 4076,87 ₽
Зеркало для сварки своими руками
Сварка с зеркалом применяется при сварке в труднодоступных местах, если сварщик не может наблюдать процесс сварки прямо. Применение этого метода требует интенсивной тренировки, так как движения в зеркале кажутся бегущими наоборот.
Рис. 139. Сварка труб с зеркалом (18)
Рис. 140. Сварочные наконечники (18)
Рис. 141. Зеркало для сварки (18)
Применяются специальные наконечники, согнутые под разным углом или сгибающийся наконечник.
- зеркало нужно установить так, чтобы было большое поле зрения;
- сварщик должен сосредоточиться только на зеркале. Иначе все движения будут казаться наоборот
Рис. 142. Сварка с окном (18)
Последовательность при сварке:
1. На доступной стороне трубы сварной шов варят так долго, как возможно.
2. Разметить окно и вырезать (размер окна должен соответствовать необходимой свободе движений). Необходимо приварить сварочный пруток к окну, чтобы оно не упало внутрь трубы.
3. Недоступный снаружи шов варят через окно внутри трубы.
4. После соответствующей подготовки вставить окно и заварить по контуру.
Технология газовой сварки трубопроводов
Трубы изготавливают сварными и цельнотянутыми. Сварные трубы изготавливают различных диаметров и толщины стенки.
Трубопроводы, свариваемые встык из труб, используют для подачи жидкостей и газа. Они работают при различных давлениях и температурах.
При газовой сварке трубы сваривают стыковыми соединениями с выпуклым швом. Величина выпуклости шва зависит от толщины стенки и обычно находится в пределах 1 — 3 мм. Трубы с толщиной стенок до 3 мм сваривают без скоса кромок, выдерживая стык с зазором, равным половине толщины стенки трубы. При сварке труб с более толстыми стенками кромки разделывают, выполняя скос под углом 35 — 45° . Острые кромки притупляют, чтобы при сварке они не оплавлялись. При сварке труб следует следить за тем, чтобы расплавленный металл не протекал во внутреннюю полость, снижая сечение трубопровода.

Рис. 143. Сварка трубы. Фото автора
Взять 2 трубы диаметром 30-40 мм, с толщиной стенки трубы 2 мм. Уложить трубы в нижнее положение и сделать 3 прихватки. Трубы варить без разделки кромок. Зазор установить равным 1,5 мм. Уложить трубы в позицию РА и варить в нижнем положении, затем повернуть трубу и варить дальше. И так далее совершать сварку с поворотом.
Взять 2 трубы диаметром 30-40 мм, с толщиной стенки трубы 2 мм. Уложить трубы в нижнее положение и сделать 3 прихватки. Трубы варить без разделки кромок. Зазор установить равным 1,5 мм. Закрепиь трубы в приспособление. Варить нормальным пламенем в позиции РF с 6 до 12. Затем повернуть трубу и варить снова с 6 до 12.
Сварочные работы. Секреты мастерства от FORUMHOUSE
Эксперты нашего сайта рассказывают о нюансах и особенностях ручной дуговой сварки
Сварка по праву считается одной из самых распространённых технологий соединения металла. Без сварочных работ не обходится ни одно строительство, а сварочный аппарат является незаменимой вещью в арсенале любого домашнего мастера. Сварить ворота, забор, арматурный каркас, приварить петли, собрать основу для теплицы, вольера для собаки, поставить калитку – сварке везде найдётся применение.

Также сварочные работы являются одним из главных технологических элементов холодной ковки. Но с чего начать сварку, а главное – на какие нюансы необходимо обратить внимание? В этом материале мы ответим на следующие вопросы:
- Как выбрать сварочный аппарат.
- На каком токе варить.
- Какая потребуется оснастка.
- Как получить качественные сварные швы.
- Как варить разные металлы.
Сварочные работы — необходимый теоретический минимум
Учиться сварке нужно по самой распространённой технологии – ручной дуговой сварке (коротко ММА – от английского сокращения «Manual Metal Arc»). Причём варить надо, используя инверторный сварочный аппарат. Почему именно инвертор? Инверторы выдают постоянный ток с высокой степенью стабилизации. Они имеют небольшой вес, портативны (можно переносить, перебросив ремень через плечо). Позволяют осуществить все настройки «под себя» даже начинающему сварщику. Инверторы, в отличие от обычного сварочного трансформатора, хорошо выдерживают перепады напряжения, а в процессе работы не «просаживают» слабые электрические сети.

Существуют и более продвинутые технологии сварки. Например, TIG (сокращение от Tungsten Insert Gas). Это – ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа (аргона).

И MIG-MAG (Metal Inert/Active Gas). Это – ручная дуговая сварка с автоматической подачей плавящегося металлического электрода (присадочной проволоки) в защитной среде инертного/активного газа.

Данные типы сварки, в силу высокой цены на используемое оборудование и оснастку и требований к квалификации сварщика, больше подходят для профессиональных работ в ремонтных мастерских или на предприятиях. Например, для кузовного ремонта автомобиля, реставрационных работ, сварки тонких металлических деталей, соединения цветных металлов с повышенными требованиями к качеству шва.

Для выполнения большинства работ «на даче» оптимально подходит ручная дуговая сварка с использованием инверторного сварочного аппарата.

Но, несмотря на кажущуюся простоту (купил инвертор и вари), есть множество нюансов, которые необходимо учесть для получения качественного и прочного шва. Начать следует с выбора сварочного аппарата. Как это сделать?
На дачном участке чаще всего приходится заниматься сваркой так называемых «чёрных» металлов. Отсюда: сначала определяемся с видом и толщиной металла, который предполагается варить. От этого зависит тип и диаметр сварочного электрода. Диаметр сварочного электрода определяет величину сварочного тока. И уже затем, в зависимости от этой величины, выбираем сварочный инвертор.

Зависимость диаметра электрода от толщины металла представлена в следующей таблице.

Чем толще металл, тем больше берётся диаметр электрода, и тем больше должен быть ток у сварочного аппарата. У каждого электрода (в зависимости от его диаметра) есть нижний предел силы тока. Если уменьшить ток ниже этого предела, то качественного сварочного шва уже не получить. Для наглядности, настройка силы сварочного тока сведена в эту таблицу.

Перед началом сварочных работ также следует прикинуть допустимую нагрузку на вашу электрическую сеть.
При токе около 110А потребляемая мощность инвертора составит от 3 до 4 кВт. В обычной электрической сети стоят предохранительные автоматы на 16А, в 3.5 кВт. Соответственно, при превышении данных величин, автомат отключит электричество. Вывод: либо не превышать допустимую мощность, либо, если есть необходимость варить на больших токах, например, электродом в 5 мм т.н. «пятёркой», ставить более мощный автомат и увеличивать сечение проводки.
Для большинства работ при строительстве подходит сварочный аппарат с максимальным сварочным током на 140 ампер (аппарат лучше брать с небольшим запасом по току, на 160-165А, а не впритык). Мощности такого инвертора за глаза хватит, чтобы вести сварку одним из самых ходовых электродов диаметром в 3 мм – т.н. «тройкой».

Следующий фактор, оказывающий влияние не только на выбор инвертора, но и на удобство работы с ним – это ПВ (Продолжительность включения). Почему важно обратить внимание на данный показатель? ПВ определяется как отношение времени работы сварочного аппарата под нагрузкой (чистое время сварки) к общему периоду времени цикла сварки (время сварки + время паузы).
За общее время цикла сварки обычно принимается:
- По евростандарту – 5 минут при 40 °C.
- В России – 10 минут при 20 °C.
Оптимальное значение ПВ составляет 60%. Т.е. работаем 6 минут (при 10 минутном цикле) — 4 минуты отдыхаем. Если ПВ меньше 60%, например, составляет всего 15%, то это означает, что через 1.5 минуты работы потребуется сделать отдых на 8-9 минут. Это приведёт к простою в работе. Попытка увеличить непрерывное время работы приводит к срабатыванию тепловой защиты аппарата.
Если ПВ сварочного аппарата составляет 60% на максимальном токе, то этого более чем достаточно для работы даже в условиях повышенной температуры. На практике сварка не ведётся непрерывно в течение этих 6 минут (электрод столько не горит), а с перерывами, необходимыми для замены электрода, очистки рабочего шва от шлака, визуального контроля свариваемых деталей.

Практика сварочных работ
Качественная сварка начинается с подготовки рабочего места и необходимых приспособлений. Лучше всего для этого обзавестись сварочным столом. На нём размещаются металлические заготовки и крепёжные приспособления: струбцины, уголки и т.д., с помощью которых фиксируются свариваемые детали.


По личному опыту могу сказать, что в сварке иногда очень нужна плоскость, т. е. ровная поверхность, на которой можно что-то сварить. Привязываться нужно к этой плоскости. Свой первый сварочный стол я сделал из металлического листа 1250х2500х3 мм, высотой 75 см. В качестве ножек использовал профильную трубу 20х40х2 мм.
В качестве столешницы можно использовать любой кусок металла. Например, берём лист 1000х2000х4 – это будет столешница. Из другого листа меньшего размера — 1000х2000х2 мм — делаем среднюю полку.

При самодельном конструировании и изготовлении сварочного стола открывается большой простор для творчества. Качество сварки во многом определятся удобством работы за столом. Соответственно, многие мастера делают сварочный стол «под себя».
Идём дальше. Первый помощник любого сварщика – это всевозможные струбцины, крепёжная оснастка и уголки. Без них невозможно закрепить свариваемые детали на столе, соблюсти необходимые допуски и геометрию изделия. Пользователи FORUMHOUSE предпочитают струбцинам заводского изготовления самодельные, сделанные для каждого конкретного случая сварки. Это оправдано при больших объёмах работы.



Сварочные работы подразумевают сварку швеллера, уголка, трубы и т.д. В каждом конкретном случае струбцина уникальна.

Хорошо продуманная и сделанная струбцина превращается в третью, по-настоящему универсальную «руку» сварщика.

Одна из главных сложностей любого начинающего сварщика – соблюдение прямых углов у свариваемых деталей. Нередки случаи, когда тщательно размеченные и нарезанные заготовки (например, прямоугольный металлический каркас) после сварки «ведёт», и он превращается в параллелограмм. Как этого избежать?
Металл при остывании сжимается. С какой стороны больше швов, и где они толще, туда и поведёт металл. Поэтому сначала необходимо временно прихватить свариваемые изделия, а не варить начисто каждую сторону. Для фиксации углов под 90 градусов вместо уголков можно использовать металлические «косынки» или укосины из профильной трубы. Причём укосины привариваются не встык, а внахлёст.

Ещё одно правило: если уголки и струбцины помогают выдерживать прямой угол, то плоскостность изделия может обеспечить только сборка на ровной поверхности. Перед началом сварки необходимо проверить диагонали, если они ушли, вносятся соответствующие корректировки. Для контроля прямых углов можно использовать самодельные угольники.

Также при сварке пространственных, не несущих повышенной нагрузки конструкций – вольера для собаки, каркаса под теплицу и т.д. – не стоит увлекаться тотальной проваркой всех мест, т.к 1 кв.мм сварочного шва выдерживает нагрузку примерно в 40 кг. Чем меньше в подобных конструкциях швов (в разумных пределах), тем меньше вероятность, что после остывания металла их поведёт.

Я варил петли у ворот. Сначала прихватил 2 половинки створок, проверил лёгкость открытия – открываются легко. Затем обварил петли сплошным швом, проверяю лёгкость открытия – открываются туго. Что я сделал не так?

Это может произойти из-за того, что не совпала ось верхней и нижней петель, металл повело, петлю при сварке перегрели, потерялась её геометрия.

Если после прихватки ворота открывались без проблем, а после проварки нет – значит, петли тянет из-за возникновения остаточных сварочных напряжений.
- сперва петли привариваем к воротам, когда они лежат на сборочном столе;
- правильно располагаем и прихватываем все детали;
- закладываем соответствующие зазоры (около 2 мм) между петлёй и столбом;
- петель должно быть 2 на каждую сторону (а не 3 или 4), так проще соблюсти соосность;
- для компенсации сварочных деформаций провариваем петли к коробке и полотну ворот крест-накрест.
Сварка чугуна
Сварка чугуна считается непростой задачей. Чаще всего электродуговую сварку чугуна осуществляют «горячим» методом. Для этого свариваемые заготовки предварительно нагревают до 600-650°С. В дачных условиях, для сваривания не особо ответственных конструкций, можно использовать т.н. «холодный» метод сварки – без предварительного нагрева деталей и используя специальные электроды.

Чугун можно варить электродами для нержавейки. Сколько я ими варил, ничего не треснуло, не отлетело. «Уоньками» на «прямой» полярности тоже варится, а вот если рутилом, то сварка трещит по шву.
Более подробно о видах электродов рассказывается в статье «Доборные элементы для сварки» .

Я свариваю чугун так: зачищаю место сварки, разделываю кромки и свариваю деталь либо ЦЧ4, либо УОНИИями. От смены полярности разницы не увидел. Сварку веду на минимальном токе, периодически остужая свариваемые детали на воздухе.
При сварке чугуна «на холодную» нельзя допускать перегрева свариваемых деталей. Поэтому сварку ведут короткими участками, длиной по 30-40 мм, не проваривая всю деталь за один раз, с тщательной проковкой полученных швов молотком. Проковка металла снимает остаточное напряжение в металле, что предотвращает появление трещин в сварном шве.

Также важно подготовить деталь перед сваркой – сделать разделку трещины.

Я как-то уронил на пол чугунный казан. Появилась трещина в 5 см, казан выбросить жалко, я решил заварить его.
- нашёл конец трещины;
- засверлил конец трещины сверлом на 4 мм и разделал трещину (снял фаски под углом) болгаркой, диском толщиной 3 мм;
- сварка велась электродом ЦЧ диаметром 3 мм;
- получившийся шов форумчанин зачистил болгаркой с зачистным диском.
Если нет специальных электродов, то можно сделать самодельный, навивая поверх электрода, предназначенного для сварки стали (УОНИ 13/45, АНО-4), по спирали медную проволоку диаметром 1.2-2 мм.
Сварка оцинкованного металла

Я решил сварить из оцинкованных труб лестницу. Столкнулся с проблемой – не получается проварить детали с первого раза. Цинк перед сваркой снимал зачистным кругом. Какие ещё есть секреты?


Оцинкованные трубы — это такой же чёрный металл, только покрытый цинком. Место сварки зачищать надо до блеска, полностью сняв слой цинка. Место, куда цепляется «крокодил», также нужно зачистить и надёжно зафиксировать на трубе.
Если цинк нельзя удалить, то нужно вдумчиво подойти к выбору электродов. Для сварки низкоуглеродистых сталей лучше использовать электроды с рутиловым покрытием. Например:
Для сварки низколегированных сталей – электроды с покрытием основного типа:
Варят, совершая электродом возвратно-поступательное движение. Это способствует предварительному выгоранию цинка. Если слой цинка на заготовке составляет более 40 мкм, то для получения качественного шва слой цинка необходимо полностью удалить.
Удлинитель для сварочного инвертора
Часто необходимо вести сварочные работы на большом удалении от электрической сети (например, при сварке забора). Необходим удлинитель метров на 30-50, а то и больше. Какое сечение провода выбрать для нормальной работы сварочного инвертора? Опираясь на практический опыт форумчан, можно сделать вывод: для удлинителя берём медный гибкий (многопроволочный) двухжильный провод. Сечение жилы провода — 2.5 мм2. Если предполагается заземление, то берём трёхжильный провод того же сечения. Нагрузку подключаем на отдельный автомат защиты на 16 или 20А.

Я сделал себе удлинитель из провода ПВС 2х2.5мм2 длиной 40 метров. Для мгновенного контроля за напряжением в сети и выбором тока сварки применил цифровой вольтметр. Протягивал спарку из двух таких удлинителей до 70 метров. Судя по показаниям вольтметра, потери напряжения были не более 15-17В.

И в завершение статьи — памятка для начинающего сварщика от FORUMHOUSE:
- Начинать учиться варить лучше всего, выполняя шов по горизонтальной поверхности, в нижнем положении. Это позволит быстро набить руку и научиться контролировать сварочный процесс.
- Перед началом сварочных работ металл необходимо очистить от загрязнений, ржавчины, краски, иначе не добиться качественного шва.
- Электроды держим сухими. Состав сердечника должен быть схож с составом свариваемого металла.
- Наклон электрода при сварке выдерживаем примерно в 45 градусов, расстояние от электрода до металла — 2-3 мм.
- Вести электрод можно углом вперёд и углом назад. Если электрод вести углом назад, то проплавление будет глубже. Если углом вперёд, то проплавление будет меньше, а шов шире.

Стыковое сварочное соединение. Если толщина металла у стыкуемых заготовок больше 5 мм, то перед сваркой у заготовок необходимо снять фаски. У свариваемых встык деталей выдерживаем зазор в 1-2 мм. Сначала прихватываем заготовки, используя зажимные приспособления, и только потом провариваем их по всей длине.

Угловое/тавровое сварочное соединение. Сварочный шов имеет вид треугольника. Для получения качественного шва его толщина должна быть равна толщине свариваемого металла. Если за один проход невозможно проварить необходимую толщину шва (металл толстый), делаем несколько проходов.

Сварка вертикального шва. При данном типе соединения выставляется меньший ток (подбирается индивидуально), чем, например, при сварке по горизонтали. Иначе металл сильно нагреется и потечёт, а качественный шов не получится. Вести электрод лучше снизу вверх, т.к. в данном случае расплавленный металл удерживается уже застывшим снизу металлом.

Сварка на прямой и обратной полярности.
Прямая полярность: к «+» инвертора подключается масса. Держак подключается к «-«.
Обратная полярность: масса подключается к «-«. Держак — к «+».

При сварке на обратной полярности на электроде выделятся больше тепла, а нагрев детали уменьшается. Это означает, что на прямой полярности лучше варить толстый металл. И наоборот – обратная полярность лучше подходит для сварки тонкого металла.

Какой выбрать сварочный аппарат, можно узнать из этой темы. Какие электроды не стоит покупать, рассказывается здесь. Понять, какую маску купить для сварки, можно, прочитав эту тему. Форумчане также помогут выбрать удобный электродержатель. Научится работать со сварочным аппаратом можно, пройдя по этой ссылке.
Источник