Изготовление самодельных звёздочек для цепной передачи. Способ Линила.
Мы уже рассказывали о способе самостоятельного изготовления приводных звездочек. Теперь рассмотрим этот процесс с комментариями от Андрея Стеканова (Linil).
Началось с того, что в 80-е годы прошлого века изобрели овальные ведущие велозвезды. Мне хотелось такую. Никто сделать не мог. Женщина-технолог сказала — не бывает таких. Дядя слесарь-инструментальщик не стал связываться. Пришлось самому. Эта технология позволяет построить звезду просто разметив ее штангелем, обойдя накопленные погрешности.
1. Берем заготовку и ЛЕГОНЬКО, только чтобы не скользила ножка штангеля отмечаем центр:

2. Считаем угловой шаг 360:n (УШ)
3. Считаем делительный диаметр: D=S/sin(180/n), где S — шаг цепи, n — количество зубьев.
4. Рисуем делительный диаметр:

5. Теперь на делительной окружности надо выбрать три точки, более-менее равномерно распределенные. Число зубьев нашей звезды может быть не кратно 3-м, например 37). Делим через 12, 12, 13. Считаем хорду:
В нашем случае для 12, 13 и наносим точки:

Считаем хорды для 2, 3, 4, 5, 6, 7 и т.д. угловых шагов, чтобы строить таким образом:
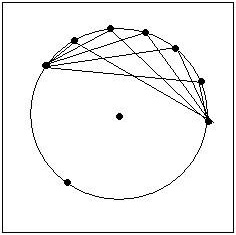
Делительная окружность теперь выполняет лишь справочную функцию — убеждаемся, что хорды правильные и точки попадают на делительную.
Так из просчитанных дуг была составлена овальная звезда.
Далее сверлим. Начинать надо со сверла 1-2мм, потом 5мм и далее на 0.5-0.7мм больше диаметра ролика цепи.
Потом отсечь лишнее. Идеальный инструмент — циркулярная пила, где вместо пильного диска установлен круг от болгарки. Но сойдет и болгарка, и зубило с напильником.
Если посмотреть различные звезды, заострения — кто во что горазд. Мне лично нравятся зубья кассет гоночных велов. Там нет заострения, просто наружный радиус на 2-2.5мм больше делительного. Я так и делаю.

Сталь для малой звезды желательно знать. Она проходит термообработку. Для большой — лишь бы обрабатывалась. Она термообработку не проходит и не калёная переживает насколько малых.
Использовать лазерно-утюжную технологию не желательно. При распечатке на бумаге погрешность непредсказуема. Пусть у одной точки 0,1 мм. Где гарантия , что у второй тоже 0,1 и не в ту же сторону?
Я размечаю штангелем. Там на каждую точку минимум две перестановки штангеля. Уже 0,2 мм. Плюс если штангель ставится по керновке, то накопительная погрешность ещё больше. Но немного исправляет дело то, что риски должны попасть на делительную окружность.
Источник
Как сделать приводную звезду с помощью дрели и болгарки
Авторизация на сайте
Для того что бы сделать приводную звезду совсем не обязательно иметь ЧПУ или прочее спец оборудование.
Бывает, что не всегда удается найти и купить для велосипеда, мопеда или мотоцикла звезду с нужным количеством зубьев. Предлагаю простой и доступный способ самостоятельного изготовления нужной звезды.
Технология проста — в программе Sprocket
Нужно, сделать звезду с нужным количеством зубьев под определенную цепь, программа проста и не требует особых знаний. Открываем скачанный архив с программой, в котором кроме программы есть инструкция как ней пользоваться.
Дальше открываем саму программу и в настройках выбираем нужные параметры для вашей звездочки.
Параметры цепи указанные на фото красной стрелкой можно взять с этого сайта, а для тех, кто не понял, как это сделать смотрите изготовление звезды от начала и до конца в видео.
После того как звезду распечатали, листы нужно между собой соединить по линии и приклеить на метал нужной толщины. Я делал звезду под мопедную цепь, и брал металл толщиной 5,5 мм.
Дальше нужно накернить все точки для того, чтобы при сверлении не уйти в сторону от метки. Сверлю двумя сверлами для точности. Сначала сверлю сверлом 4 мм, а потом 8,5 мм — таким размером как ролик цепи.
Лишний металл обрезаю, чтобы не мешал.
Для того чтобы все зубья были вырезаны одинаково, я закрепляю звезду и болгарку на одной рейке, а угол под которым нужно пилить смотрю по заводской звезде с любым количеством зубьев.
Болгарка на шарнире что позволяет ее подымать и опускать. После пропила с одной стороны, звезду переворачиваю на другую сторону и тоже спиливаю лишнее.
После этого нам нужно подровнять высоту зубьев, которую я отмеряю по заводской звездочке, для этого я закрепляю болгарку.
После того как все зубья выровняли по высоте немного подравниваю их на болгарке.
Потом проверяю, нормально ли садится цепь.
Цепь садится идеально, и я вырезаю в центре звезды отверстие под вал и треугольники для красоты и уменьшения веса. Звезда не нуждается в термической обработке, поскольку у больших звезд больше зубьев и нагрузка на каждый получается меньше.
Весь процесс изготовления звезды смотрите в видео в начале статьи.
Источник
Как сделать звездочки для цепи из стальной пластины

В различных самодельных механизмах или устройствах часто может использоваться цепной привод, который состоит из куска цепи и звездочек. И если на роликовую цепь для самоделки еще можно потратиться, то вот покупать звездочки — не обязательно. Их вы можете сделать самостоятельно.

Для этого потребуется кусок стальной пластины, некоторый инструмент и немного свободного времени. Причем звездочки можно сделать абсолютно любого диаметра, какой вам необходим. Теперь давайте рассмотрим процесс изготовления самодельных звездочек более подробно.
И первым делом необходимо замерить расстояние между двумя валиками (пинами) велосипедной цепи. Такое же расстояние должно быть между отдельными зубьями самой звездочки.

Также необходимо будет замерить диаметр ролика. Если, например, диаметр составляет 8 мм, то для сверления отверстий в заготовках необходимо будет использовать сверло на 8 мм. Таким образом, цепь идеально «сядет» на звездочку.
Основные этапы работ
Сначала автор делает черновой шаблон, который будет использоваться для изготовления самодельных звездочек. Для этого он рисует на куске доски (можно фанеру использовать) четыре окружности круга разного диаметра: 12, 24, 36 и 48 мм.

После этого, используя циркуль, делает разметку. Далее нужно будет перенести размеры на заготовки из стальной пластины. Затем сверлим отверстия нужного диаметра — по разметке и по центру заготовки.

На последнем этапе работ останется лишь обрезать все лишнее с помощью болгарки и немного обработать звездочки на шлифовальном станке.

Подробно о том, как сделать звездочки для цепи из стальной пластины, смотрите в видеоролике на нашем сайте.
Источник
Звездочки для цепных передач своими руками








Несколько советов по изготовлению звездочек для цепной передачи.Форсировка двигателя обычно приводит к необходимости подбора передаточного отношения в задней цепной передаче или замене цепи на более мощную. Для этого необходимо изготавливать новые звёздочки.
Прежде, чем приступать к их изготовлению, надо определится с типом цепи, которую вы хотите использовать, отечественные цепи можно выбрать из таблицы:
| Параметры | Приводные роликовые однорядные | Приводные втулочные | |||||
| ПР-12,7-1800-1 | ПР-12,7-1800-2 | ПР-15,875-2300-1 | ПР-15,875-2300-2 | ПВ-9,525-1100 | ПВ-9,525-1200 | 2ПВ-9,525-1800 | |
| Шаг t в мм | 12,7 | 12,7 | 15,875 | 15,875 | 9,525 | 9,525 | 9,525 |
| Расстояние между внутренними пластинами мм | 5,40 | 7,75 | 6,48 | 9,65 | 7,60 | 9,52 | 5,20 |
| Диаметр ролика или втулки мм | 8,51 | 8,51 | 10,16 | 10,16 | 5,00 | 6,00 | 6,00 |
| Диаметр валика мм | 4,45 | 4,45 | 5,08 | 5,08 | 3,59 | 4,45 | 4,45 |
| Ширина внутренней пластины мм | 11,81 | 11,81 | 14,73 | 14,73 | 8,80 | 9,80 | 9,80 |
| Ширина внутреннего звена мм | 8,90 | 11,30 | 10,11 | 13,28 | 10,29 | 13,20 | 8,95 |
| Длина валика мм | 18,2 | 20,9 | 20,1 | 23,7 | 16,3 | 19,0 | 25,4 |
| Вес 1 метра цепи кг | 0,62 | 0,71 | 0,80 | 0,96 | 0,44 | 0,62 | 0,92 |
| Разрушающая нагрузка кг | 1800 | 1800 | 2300 | 2300 | 1100 | 1200 | 1800 |
Выбрав необходимую цепь и задавшись необходимым числом зубьев на звёздочке, переходим к расчёту звёздочки.
1. Расчитаем диаметр делительной окружности:
Do=t*cosec(180/z) где t — шаг цепи, z — число зубьев звёздочки
Значения cosec(180/z) приведены ниже:
| z | cosec180 0 /z | ctg180 0 /z | z | cosec180 0 /z | ctg180 0 /z | z | cosec180 0 /z | ctg180 0 /z |
| 9 | 2.9238 | 2.7475 | 30 | 9.5668 | 9.5144 | 51 | 16.2439 | 16.2131 |
| 10 | 3.2361 | 3.0777 | 31 | 9.8846 | 9.8339 | 52 | 16.5616 | 16.5314 |
| 11 | 3.5495 | 3.4057 | 32 | 10.2023 | 10.1532 | 53 | 16.8809 | 16.8512 |
| 12 | 3.8637 | 3.7321 | 33 | 10.5203 | 10.4727 | 54 | 17.1984 | 17.1693 |
| 13 | 4.1786 | 4.0572 | 34 | 10.8379 | 10.7916 | 55 | 17.5163 | 17.4877 |
| 14 | 4.4939 | 4.3813 | 35 | 11.1560 | 11.1111 | 56 | 17.8354 | 17.8073 |
| 15 | 4.8097 | 4.7046 | 36 | 11.4737 | 11.4301 | 57 | 18.1535 | 18.1260 |
| 16 | 5.1258 | 5.0273 | 37 | 11.7913 | 11.7488 | 58 | 18.4817 | 18.4446 |
| 17 | 5.4423 | 5.3496 | 38 | 12.1093 | 12.0679 | 59 | 18.7693 | 18.7626 |
| 18 | 5.7588 | 5.6713 | 39 | 12.4248 | 12.3875 | 60 | 19.1073 | 19.0811 |
| 19 | 6.0756 | 5.9927 | 40 | 12.7455 | 12.7062 | 61 | 19.4254 | 19.3996 |
| 20 | 6.3925 | 6.3137 | 41 | 13.0639 | 13.0251 | 62 | 19.7429 | 19.1776 |
| 21 | 6.7095 | 6.4347 | 42 | 13.3820 | 13.3446 | 63 | 20.0613 | 20.0363 |
| 22 | 7.0266 | 6.9550 | 43 | 13.6993 | 13.6628 | 64 | 20.3800 | 20.3555 |
| 23 | 7.3439 | 7.2755 | 44 | 14.0178 | 13.9821 | 65 | 20.6987 | 20.6745 |
| 24 | 7.6613 | 7.5958 | 45 | 14.3356 | 14.3007 | 66 | 21.0168 | 20.9930 |
| 25 | 7.9787 | 7.9158 | 46 | 14.6536 | 14.6194 | 67 | 21.3338 | 21.3103 |
| 26 | 8.2863 | 8.2358 | 47 | 14.9720 | 14.9395 | 68 | 21.6537 | 21.6306 |
| 27 | 8.6138 | 8.5555 | 48 | 15.2898 | 15.2571 | 69 | 21.9717 | 21.9489 |
| 28 | 8.9319 | 8.8742 | 49 | 15.6085 | 15.5767 | 70 | 22.2895 | 22.2671 |
| 29 | 9.2490 | 9.1948 | 50 | 15.9260 | 15.8945 | 71 | 22.6068 | 22.5847 |
2. Расчитаем диаметр окружности выступов:
De=t*(Kb + ctg(180/z)) где
| число зубьев звёздочки | коэффициент Kb |
| до 11 | 0,58 |
| свыше11 до 17 | 0,56 |
| от17 до 35 | 0,53 |
| свыше 35 | 0,50 |
3. Расчитаем диаметр окружности впадин:
r- радиус впадины (r= 0,5025 dp + 0.05mm)
dp- диаметр ролика цепи.
По расчитанным значениям диаметров можно приступать к изготовлению звездочки.
Источник